
2.2. Анализ опасностей и рисков сварочного цеха








2.2.1. Задачи и цели проведения анализа риска
Анализ риска аварий на опасных производственных объектах является частью управления промышленной безопасностью.
Объект анализа – сварочный цех.
Цель и задачи анализа риска объекта:
– выявление опасностей и априорная количественная оценка риска с учетом воздействия поражающих факторов аварии на персонал, население, имущество и окружающую природную среду;
– обеспечение информацией для разработки инструкций, технологического регламента и планов ликвидации (локализации) аварийных ситуаций.
Таким образом, основная задача анализа риска заключается в том, чтобы предоставить объективную информацию о состоянии промышленного объекта лицам, принимающим решения в отношении безопасности анализируемого объекта.
Количественная оценка риска относится к задаче, решаемой с использованием методов теории вероятности, она базируется на статистике аварийных ситуаций, происшедших ранее на аналогичных объектах. Основной базой для оценки риска, в связи с ограниченным распространением информации по аварийности на объектах в предшествующий период, является качественная оценка опасностей, основанная на инженерном опыте проектных институтов и эксплуатационных служб, использующих запроектированные объекты в сфере промышленного производства.
Основные процедуры анализа риска:
– планирование и организация работ;
– идентификация опасностей;
– оценка риска;
– разработка рекомендаций по уменьшению риска.
В качестве источников риска рассматриваются сварочный аппарат-выпрямитель постоянного тока «ДУГА 318 М1» (рис. 2.3 и табл. 2.2) и полуавтомат сварочный «КРИСТАЛЛ ПДГО-570-4К» (рис. 2.4 и табл. 2.4).
Описание объектов
1. Сварочный аппарат-выпрямитель постоянного тока «ДУГА 318 М1» предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов, а также в среде защитных газов. Его можно использовать в
производственных цехах и полевых условиях, в передвижных мастерских, коммунальном хозяйстве и т. п. «ДУГА 318 М1» имеет разные исполнения
по подключению к сети 220 и 380 В. Габаритные размеры аппарата
400 × 300 × 360 мм.
Рис. 2.3. Сварочный аппарат-выпрямитель постоянного тока «ДУГА 318 М1»
Климатическое исполнение аппарата – У, категория размещения – 3, тип атмосферы II по ГОСТ 15150, но для работ при нижнем значении температуры окружающей среды от 258 К (–15 °С) до 313 К (+40 °С).
Не допускается использование аппаратов во взрывоопасной среде, а также содержащей едкие пары и газы, разрушающие металлы и изоляцию.
Допускается кратковременная (не более 6 ч) эксплуатация аппарата при температуре окружающей среды 318 К (+45 °С) и относительной влажности 98 %.
Степень жесткости климатических факторов внешней среды III по
ГОСТ 16962.1.
Степень защиты по IP 22 согласно ГОСТ 14254.
Таблица 2.2
Технические характеристики сварочного аппарата «ДУГА 318 М1»
| Характеристика | Значение |
| Напряжение питания, В | 220 |
| Максимальный сварочный ток, А | 170 |
| Пределы регулирования сварочного тока, А | 30–160 |
| Максимальная потребляемая из сети полная мощность, кВА | 4,5 |
| Коэффициент мощности (Соs ф) при токах от 80 до 200 А, не хуже | 0,95 |
| Продолжительность нагрузки, ПН %, не хуже | 60 |
| КПД, %, не хуже | 0,8 |
| Масса, кг | 25 |
| Габаритные размеры, мм | 400 × 200 × 360 |
2. Полуавтомат сварочный «КРИСТАЛЛ ПДГО-570-4К».
В состав сварочного полуавтомата входят (рис. 2.4): горелка 1 (комплект) со шлангом 2; механизм 3 подачи электродной проволоки; кассета 5; катушка или другие устройства, являющиеся емкостями для электродной проволоки; шкаф 4 или блок управления, если он конструктивно не объединен с источником питания; источник питания 7; провода 9 для сварочной цепи и 8 цепей управления; редуктор 10 и аппаратура для регулирования и измерения расхода газа; шланг 6 для газа в полуавтоматах для сварки в защитных газах; подогреватель газа в полуавтоматах для сварки в среде углекислого газа, устройство для подачи флюса в полуавтоматах для сварки под флюсом.
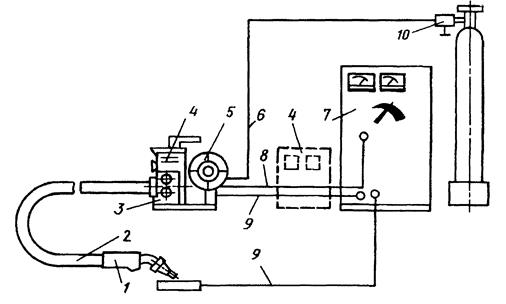
Рис. 2.4. Полуавтомат сварочный «КРИСТАЛЛ ПДГО-570-4К»
Механизм подачи ПДГО-570-4К с четырьмя ведущими роликами предназначен для дуговой сварки в защитных газах (углекислый газ, аргон и т.п.) изделий из малоуглеродистых, низколегированных и легированных сталей, алюминия и его сплавов протяженным прерывистым швом и электрозаклепками. Сварка осуществляется постоянным током обратной полярности плавящейся электродной проволокой. Допускается использование порошковой проволоки. Встроенный блок управления обеспечивает высокую стабильность скорости подачи проволоки и позволяет регулировать все необходимые параметры сварки. Подающий механизм ПДГО-570-4К оснащен встроенным цифровым унифицированным блоком управления сварочными процессами.
Таблица 2.3
Технические характеристики полуавтомата сварочного
«КРИСТАЛЛ ПДГО-570-4К»
| Характеристика | Значение |
| Напряжение сети, В | 220 |
| Сварочный ток, А | 60–500 |
| Режим работы, ПВ % | 60 |
| Диаметр проволоки, мм | 1,0–2,0 |
| Масса, кг | 13 |
| Габариты, мм | 660 × 185 × 405 |
2.2.2. Расчет надежности оборудования и риска
Таблица 2.4
Вероятность возникновения аварийной ситуации
| № п/п | Событие | Вероятность Р(t) |
| 1 | Нарушение правил безопасности | 5 · 10–4 |
| 2 | Выполнение ремонта оборудования во время работы | 4 · 10–5 |
| 3 | Разрыв сварочных резино-тканевых рукавов | 3 · 10–5 |
| 4 | Механическое повреждение редуктора | 5 · 10–5 |
| 5 | Выход из строя гайки редуктора | 2 · 10–6 |
| 6 | Выход из строя прокладки | 4 · 10–4 |
| 7 | Превышение давления газа в баллоне | 4 · 10–6 |
| 8 | Эксплуатация неисправного баллона | 2 · 10–5 |
Рис. 2.5. Вероятность утечки газа в сварочном цехе
Расчет вероятности возникновения аварийной ситуации:
1.  ;
;
2.  ;
;
3.  ;
;
4.  ;
;
5.  ;
;
6.  .
.
Расчет вероятности причинения ущерба здоровью (по данным табл. 2.5):
1.  .
.
2. ;
3.  ;
;
4.  ;
;
5.  ;
;
6.  ;
;
7.  ;
;
8.  .
.
«Дерево рисков» показано на рис. 2.6.
Таблица 2.5
Вероятность событий, приводящих к причинению ущерба
здоровью электросварщика
| № п/п | Событие | Вероятность Р(t) |
| 1 | Прикосновение к токоведущим частям сварочного оборудования | 5 · 10–4 |
| 2 | Работа без электрозащитных средств | 2 · 10–4 |
| 3 | Выполнение работ без защитного щитка | 2 · 10–4 |
| 4 | Выполнение работ без спецодежды | 4 · 10–4 |
| 5 | Травмирование в процессе сварки при падении изделия | 3 · 10–4 |
| 6 | Травмирование в процессе подготовки изделия | 2 · 10–4 |
| 7 | Попадание расплавленного металла на легковоспламеняющийся материал | 4 · 10–5 |
| 8 | Утечка газа из баллонов | 3 · 10–4 |
Окончание табл. 2.5
| № п/п | Событие | Вероятность Р(t) |
| 9 | Попадание раскаленного металла на открытые части тела | 2 ·10–5 |
| 10 | Прикосновение к открытому огню | 2 ·10–5 |
| 11 | Превышение концентрации вредных веществ в воздухе рабочей зоны | 5 ·10–4 |
| 12 | Утечка газа из баллонов | 3 ·10–6 |
| 13 | Возникновение взрывоопасной концентрации | 4 ·10–5 |
| 14 | Работа вблизи легковоспламеняющихся веществ | 3 ·10–4 |
| 15 | Наличие источника огня | 5 ·10–4 |
Рис. 2.6. «Дерево рисков» причинения ущерба здоровью
Риск причинения ущерба здоровью газоэлектросварщика до выполнения мероприятий по улучшению условий труда:

Риск причинения ущерба здоровью газоэлектросварщика после выполнения мероприятий по улучшению условий труда:

После выполнения мероприятий риск причинения ущерба здоровью газоэлектросварщика уменьшается на Δ = 2,8·10–4 – 1,8·10–4 =1·10–4 .
По результатам выполненных расчетов:
1. Вероятность утечки газа в помещении сварочного цеха:
РА = 1,1·10–5.
2. Риск причинения ущерба здоровью:
R = 1,4·10–4.
Профессиональная деятельность газоэлектросварщика относится ко второй категории безопасности как относительно безопасная работа
R = 10–4…10–3.