
Особенности фрезерования титановых заготовок (деталей)








| МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ |
| федеральное государственное бюджетное образовательное учреждение высшего образования |
| «Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ» |
| (КНИТУ-КАИ) |
Институт авиации, наземного транспорта и энергетики
Кафедра ракетных двигателей и энергетических установок
ОТЧЕТ
по прохождению учебной практики по получению первичных профессиональных умений и навыков
Направление подготовки/специальность:
24.05.02 Проектирование авиационных и ракетных двигателей
Выполнила:
обучающаяся гр. 1242 Тутынина К.А.
(группа) (подпись практиканта)
Руководитель практики от предприятия
_________________ _____________________
(должность) (подпись, печать предприятия)
Руководитель практики от кафедры
Профессор Молочников В.М.
(должность) (подпись)
Отчет защищен с оценкой: ____________
Дата защиты «___» __________20__ г.
Казань 2019
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Обучающейся Тутыниной Ксении Александровны
(Ф.И.О.)
Группы 1242
(Номер группы)
Направления/специальности 24.05.12. Проектирование авиационных и ракетных двигателей
(Шифр НПС, наименование)
Института (факультета) авиации, наземного транспорта и энергетики
Период практики с « 6 » июля 2019 г. по « 19 » июля 2019 г.
Место прохождения практики
КНИТУ-КАИ, кафедра ракетых двигателей и энергетических установок
(Наименование организации, предприятия / наименование подразделения организации, предприятия)
Вид практики: учебная
| Руководитель по практике КНИТУ-КАИ/отд.СПО | Руководитель практики от предприятия (при прохождении производственной, преддипломной практики) |
| Молочников В.М . (подпись / Ф.И.О.) | ________________________________ (подпись / Ф.И.О.) |
| Профессор . (должность) | ________________________________ (должность) |
Задание руководителя практики от университета/отделения СПО:
| Познакомится с различными видами механической обработки, приспособлениями и мерительным инструментом; |
| Глубоко изучить один из частных вопросов механической обработки, имеющегося оборудования и инструмента. |
Задание руководителя практики от предприятия (заполняется для производственной, преддипломной практики):
Задание получил, ознакомлен и согласен:
Тутынина Ксения Александровна
| (подпись / Ф.И.О. обучающегося) |
« 6 » июля 2019 г.
СОДЕРЖАНИЕ
1. Введение
2. Основная часть отчета
3. Заключение
4. Список использованных источников
Приложения
ВВЕДЕНИЕ
1. Компетенции, формируемые в результате прохождения практики:
· ОК-4 — готовность к кооперации с коллегами, работ е в коллективе;
· OK-6 — стремление к выстраиванию и реализации перспективных линий интеллектуального, культурного, нравственного, физического и профессионального саморазвития и самосовершенствования;
· ОК-7 — умение критически оценивать свои достоинства и недостатки, наметить пути и выбрать средства развития достоинств и устранения недостатков;
· ОК-8 — осознание социальной значимости своей будущей профессии, обладанием высокой мотивацией к выполнению профессиональной деятельности;
· ОК-11 — осознание сущности и значение информации, ее распространения в развитии современного общества;
· ОК-14 — способность работать с информацией в глобальных компьютерных сетях;
· ОК-15 — общение в устной и письменной формах на одном из иностранных языков;
· ОК-17 — способность к социальному взаимодействию на основе принятых моральных и правовых норм, демонстрируя уважение культурным традициям, толерантность к другой культуре;
· ОК-20 — способность создавать и редактировать тексты профессионального назначения;
· ОК-22 — способность самостоятельно приобретать с помощью информационных технологий и использовать в практической деятельности новые знания и умения, в том числе в новых областях знаний, непосредственно не связанных со сферой деятельности;
· ОК-23 — способность осознавать преемственность поколений российской школы инженеров-механиков, проявляет уважение к историческому наследию;
· ОПК-6 — способность самостоятельно приобретать с помощью информационных технологий и использовать в практической деятельности новые знания и умения, в том числе в новых областях знаний, непосредственно не связанных со сферой деятельности;
· ПК-3 — обладать способностью проводить технико-экономическое обоснование проектных решений.
ОСНОВНАЯ ЧАСТЬ ОТЧЕТА
1. Календарный график прохождения практики
| Даты | Объект практики | Краткое содержание выполненной работы |
| с 06.07. по 06.07. | Подготовительный этап. Организация практики. | Заполнение контрольных листов по технике безопасности, противопожарной безопасности на экскурсиях и демонстрациях техники, на рабочих местах |
| с 06.07. по 06.07. | Общее знакомство с производственно-технологической базой института | Устный опрос. Заполнение дневника. |
| с 06.07. по 08.07. | Согласование индивидуального задания | Выдача заданий для проведения учебной практики по получению первичных профессиональных умений и навыков |
| с 08.07. по 08.07. | Заготовительные работы. Слесарная обработка. | Ознакомление с обработкой металла |
| с 09.07. по 10.07. | Оборудование токарных работ | Ознакомление с устройством токарного станка и принципом его работы |
| с 10.07. по 10.07. | Сверлильные станки | Ознакомление с обработкой металлов сверлением, устройством станка и видами сверл |
| с 11.07. по 11.07. | Оборудование фрезерных работ | Ознакомлением с фрезерным станком |
| с 13.07. по 13.07. | Сварочный пост | Ознакомление с ручной дуговой сваркой, видами электродов и зависимостью между свариваемым металлом и электродом |
| с 13.07. по 13.07. | Механический измерительный инструмент и приемы измерений | Ознакомление с видами механических инструментов и приемами проведения измерения |
| с 15.07. по 18.07. | Выполнение индивидуального задания | Написание реферата на тему (тема реферата) |
| с 19.07. по 19.07. | Завершающий этап учебной практики | Сдача отчета по прохождению учебной практики по получению первичных профессиональных умений и навыков |
ФРЕЗЕРОВАНИЕ
Фрезерование (фрезерная обработка) — это механическая обработка резанием плоскостей, пазов, лысок, при которой режущий инструмент (фреза) совершает вращательное движение (со скоростью V), а обрабатываемая заготовка — поступательное (со скоростью подачи S). Официальным изобретателем фрезерного станка является англичанин Эли Уитни, который получил патент на такой станок в 1818 г.
Виды фрезерования
1) осевое цилиндрическое фрезерование цилиндрическими, дисковыми и концевыми фрезами;
2) торцовое фрезерование торцовыми, дисковыми и концевыми фрезами;
3) двустороннее фрезерование дисковыми, концевыми и торцовыми фрезами;
4) трехстороннее фрезерование концевыми и шпоночными фрезами;
5) комбинированное фрезерование наборами фрез;
6) фасонное фрезерование фасонными цилиндрическими и концевыми фрезами.
Виды фрез
При применении фрез с винтовыми зубьями фрезерование протекает плавнее и спокойней вследствие постепенного врезания зубьев в металл.
Торцовые фрезы подразделяются на хвостовые и насадные. Последние при их значительных размерах делают с вставными зубьями, что позволяет расходовать меньше дорогих инструментальных сталей и заменять, в случае надобности, отдельные зубья фрезы, корпус которой делается из относительно дешевой стали.
Для фрезерования пазов применяют дисковые, а также концевые цилиндрические фрезы. Дисковые фрезы подразделяются на следующие виды: двусторонние, трехсторонние и пазовые. Первые имеют зубья на периферии и на одном из торцов; вторые, кроме того, и на втором торце.
Регулируемые трехсторонние фрезы состоят из двух половин, между которыми помещают прокладки для регулировки толщины фрезы, уменьшающейся после ее заточки.
Пазовые фрезы имеют зубья только на периферии. Концевые «пальцевые» цилиндрические фрезы применяют в тех случаях, когда по каким-либо причинам дисковыми фрезами нельзя обрабатывать: фрезерование пазов дисковыми, более жесткими, фрезами производительнее, чем концевыми.
Для фрезерования углублений, канавок, фасонных поверхностей применяют угловые фасонные фрезы, которые могут быть насадными и хвостовыми .
Существуют также особые фрезы для нарезания зубчатых профилей, нарезания резьб и др.
Геометрическая форма каждого зуба фрезы в принципе сходна с геометрической формой токарного резца, однако условия работы зубьев фрез хуже, чем токарных резцов, вследствие прерывистого контакта зубьев фрезы с обрабатываемой поверхностью. Резание металла при фрезеровании протекает менее спокойно, чем при постоянном контакте режущей кромки резца с обрабатываемой поверхностью, что имеет место при точении. Вместе с тем условия воздействия тепла, возникающего при резании фрезой, на ее зубья меньше, чем при точении, так как каждый зуб несколько охлаждается при выходе из контакта с обрабатываемым металлом.
Процесс работы
Процесс фрезерования заключается в срезании с заготовки лишнего слоя материала для получения детали требуемой формы, размеров и шероховатости обработанных поверхностей. При этом на станке осуществляется перемещение инструмента (фрезы) относительно заготовки или, как в нашем случае (для станка на рис. 1.4–1.5), перемещение заготовки относительно инструмента.
Для осуществления процесса резания необходимо иметь два движения – главное и движение подачи. При фрезеровании главным движением является вращение инструмента, а движением подачи – поступательное движение заготовки. В процессе резания происходит образование новых поверхностей путем деформирования и отделения поверхностных слоев с образованием стружки.
При обработке различают встречное и попутное фрезерование. Попутное фрезерование, или фрезерование по подаче, – способ, при котором
направления движения заготовки и вектора скорости резания совпадают. При этом толщина стружки на входе зуба в резание максимальна и уменьшается до нулевого значения на выходе. При попутном фрезеровании условия входа пластины в резание более благоприятные. Удается избежать высоких температур в зоне резания и минимизировать склонность материала заготовки к упрочнению. Большая толщина стружки является в данном случае преимуществом. Силы резания прижимают заготовку к столу станка, а пластины – в гнезда корпуса, способствуя их надежному креплению. Попутное фрезерование является предпочтительным при условии, что жесткость оборудования, крепления и сам обрабатываемый материал позволяют применять данный метод.
В процессе фрезерования стружка налипает на режущую кромку и препятствует ее работе в следующий момент врезания. При встречном фрезеровании это может привести к заклиниванию стружки между пластиной и заготовкой и, соответственно, к повреждению пластины. Попутное фрезерование позволяет избежать подобных ситуаций. На современных станках с ЧПУ, которые обладают высокой жесткостью, виброустойчивостью и у которых отсутствуют люфты в сопряжении ходовой винт-гайка, применяется в основном попутное фрезерование.
Припуск – слой материала заготовки, который необходимо удалить при обработке. Припуск можно удалить в зависимости от его величины за один или несколько проходов фрезы.
При фрезеровании уступов торцевой и периферийной частью фрезы одновременно производится обработка двух поверхностей.
Главным требование является – перпендикулярность горизонтальной и вертикальной стенки. Обработать уступ можно используя сборные фрезы со сменными пластинами и углом в плане 90 градусов, цельными концевыми
фрезами и пазовыми фрезами. Поэтому , благодаря такому большому разнообразию, очень важно учесть технические требования при выборе инструмента для оптимального решения.
к каждый зуб несколько охлаждается при выходе из контакта с обрабатываемым металлом.
Станки с ЧПУ
Металлообработка на фрезерных станках, оборудованных системами числового программного управления, стала применяться в промышленном производстве сравнительно недавно. Стремительное развитие науки и внедрение новейших технических достижений, в том числе и цифровых технологий, позволило обеспечить управление фрезеровочными станками при помощи компьютерных программ.
Фрезеровщик из непосредственного работника, выполняющего металлообработку, стал оператором, управляющим процессом резания путём использования специального цифрового программного обеспечения.
Числовое программное управление позволило увеличить точность фрезерования, ускорить обработку и улучшить общую производительность. Показатель брака в случае использования ЧПУ значительно снизился.
Это позволило наладить серийное производство большого количества деталей, отличающихся сложными геометрическими особенностями и характеристиками, требующими высокой точности обработки.
При помощи компьютерной программы удаётся точно контролировать скорость оборотов шпинделя, а также изменять параметры и траекторию движения инструмента, влиять на глубину и другие особенности резания.
Современные станки с числовым программным управлением могут выполнять также лазерную металлообработку в режиме 3-D ориентации фрезеровочных инструментов. Для этого поверхности заготовки одновременно обрабатываются несколькими инструментами, располагающимися под разными углами по отношению к детали.
Для этого с применением компьютерных программ выполняется 3-D моделирование, особенности которого воспроизводятся станком в процессе металлообработки с высочайшей точностью. К работе на таких станках допускаются операторы высокого уровня подготовки и квалификации.
Фрезерные станки
Фрезерные станки делятся на два основных типа: станки общего назначения и специализированные. К первому типу относятся такие станки, как
консольные, бесконсольные, продольно-фрезерные и станки непрерывного фрезерования (барабанные или карусельные). Ко второму типу станков относят станки зубофрезерные, копировально-фрезерные, резьбофрезерные, шлицефрезерные, шпоночно-фрезерные, и другие. Типоразмеры станков могут отличаться размерами обрабатываемой заготовки или площадью рабочей поверхности стола.
Особенности фрезерования титановых заготовок (деталей)
Титан получил широкое применение в разных отраслях промышленности, наибольшее количество деталей из этого металла используется в отрасли космонавтики и самолётостроения.
Титан известен своей сложностью обработки. При его обработке максимально уменьшают площадь контакта инструмента и заготовки (детали), используют только острые высокоскоростные фрезы. Начало фрезеровки выполняют по дуге, а в конце снимают фаску под углом.
Стоимость выполнения таких работ зависит от сложности геометрии изготавливаемой детали, особенностей применяемого станка и квалификации оператора или фрезеровщика.
Циклы фрезерования
- время «загрузки/выгрузки». Длительность цикла зависит от типа станка, габаритов и сложности изделия;
- «режущее» время. Рассчитывается делением общей длины среза на скорость подачи заготовки;
- время простоя. Необходимо для решения задач, не имеющих непосредственного отношения к обработке заготовки;
- замена инструмента. Время, которое требуется для замены резца, исчерпавшего эксплуатационный ресурс. Данная процедура выполняется в случае полного износа инструмента.
Химическое фрезерование
Для нанесения рисунков, шкал и надписей на поверхность металла применяется метод травления (химическое фрезерование металла). Этим же методом пользуются для уменьшения диаметра цилиндрических деталей (болтов, стержней, штифтов), уменьшения толщины стенок металлических изделий, увеличения диаметра отверстий.
Химическое фрезерование позволяет получать выпуклые и заглубленные изображения на поверхности металла. В первом случае на полированную поверхность металла наносят надпись (рисунок) специальным лаком, вовтором – требуемое изображение процарапывают на поверхности, защищенной химически инертным покрытием.
Химическое фрезерование производится с применением концентрированных кислот или щелочей (в зависимости от химических свойств металла). Для травления алюминия используется 10-15% раствор гидроксида натрия, медь и ее сплавы травят в 50% азотной кислоте. Следует отметить, что химическое фрезерование металла – процесс достаточно длительный. После травления поверхность очищают от защитного покрытия, тщательно промывают от излишка реагента, полируют и при необходимости наносят лаковое покрытие.
ЗАКЛЮЧЕНИЕ
В результате прохождения учебной практики были приобретены следующие практические навыки и умения:
· Умение работать в коллективе и кооперирование с коллегами;
· Умение реализовывать различные аспекты самосовершенствования;
· Способность к самокритике и устранению своих недостатков;
· Способность критично оценивать перспективы будущей профессии и своего места в ней;
· Способность находить, оценивать, обрабатывать и применять на практике различные виды информации, а также оценивать её значимость в условиях глобализации;
· Умение работать с различными техническими средствами, в том числе с компьютерными программами;
· Способность проводить технико-экономическое обоснование проектных решений;
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. http://mgplm.org/publ/osnovnye_vidy_i_skhemy_frezerovanija_klassifikacija_i_konstrukcija_frez/1-1-0-108 - основные виды и схемы фрезерования;
2. https://cncmodelist.ru/stati/eto-interesno/frezernoe-delo-s-v-avrutin.html?showall=1 – фрезерное дело;
3. С.Н. Колесов, И.С. Колесов. Материаловедение и технология конструкционных материалов - М.: Высш. шк., 2007. — 535 с: ил;
4. А.Ф. Третьяков, Л.В. Тарасенко. Материаловедение и технология конструкционных материалов – М.: МГТУ им. Баумана, 2014. – 544 с.
5.
ПРИЛОЖЕНИЯ
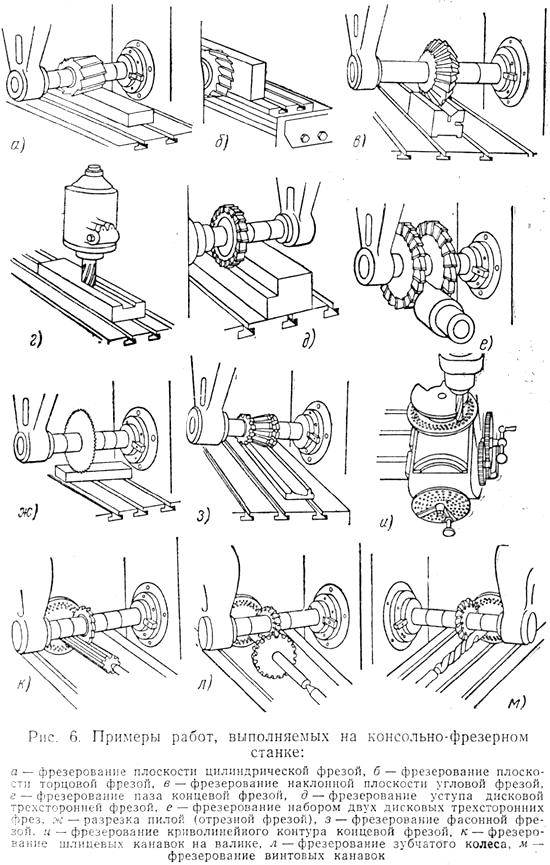
Рис. 1. Виды фрезерования
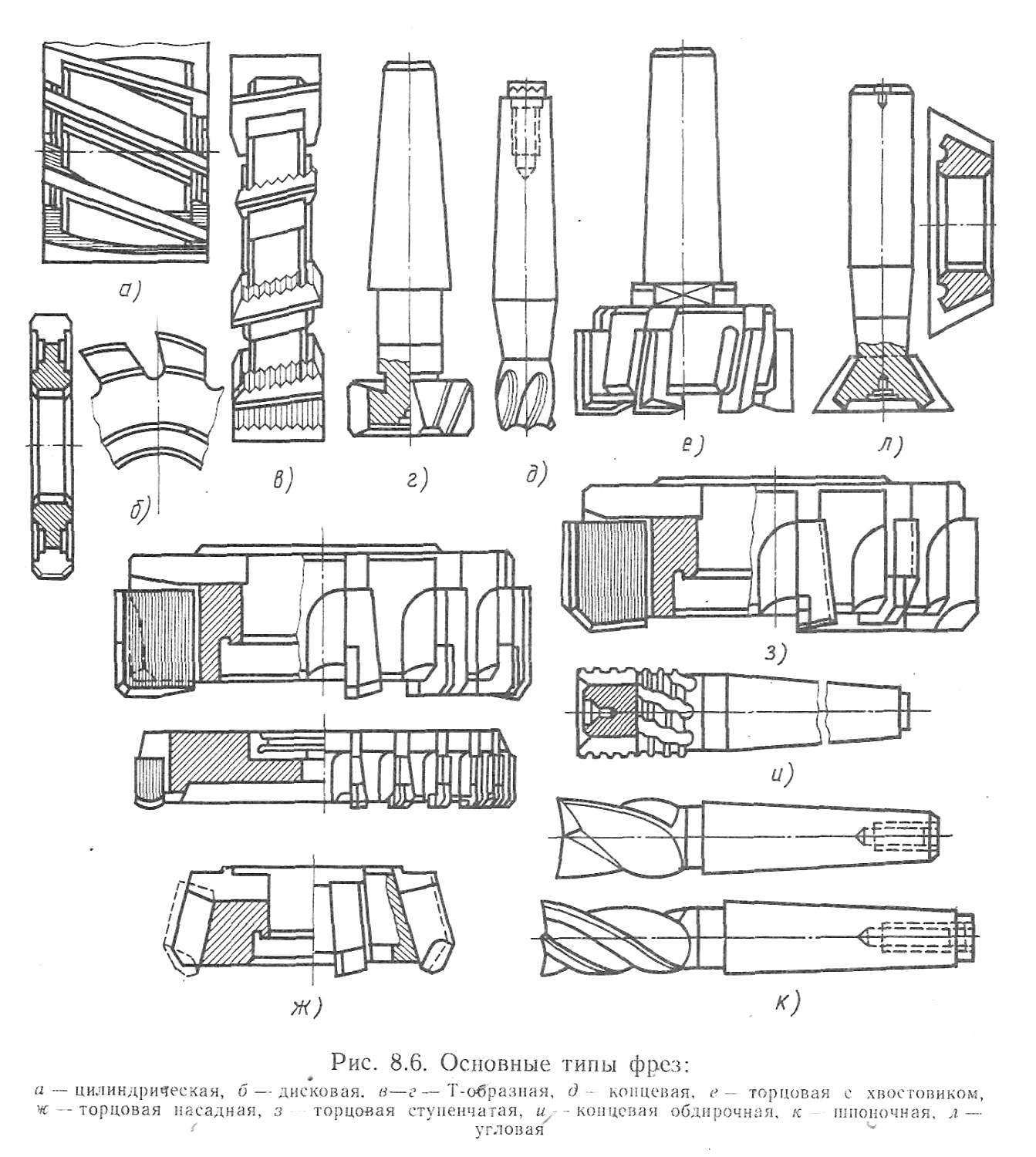
Рис. 2. Виды фрез.
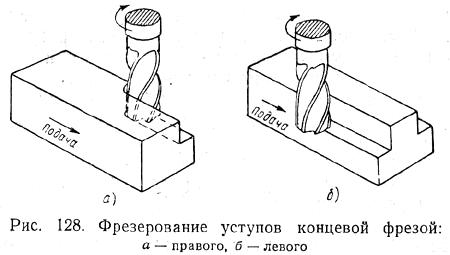
Рис.3.
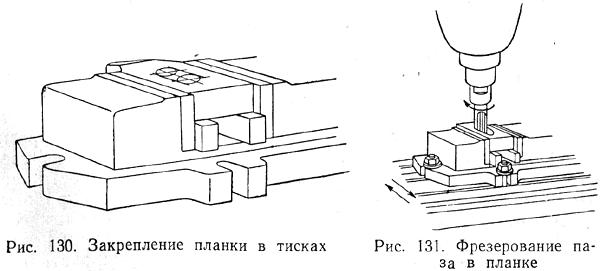
Рис.4, 5.
Рис.6.
Отзыв-характеристика
Обучающаяся Тутынина К.А. КНИТУ-КАИ/отд. СПО, группы 1242 .
Проходила учебную практику.
(наименование практики)
с « 6 » июля 2019 по « 19 » июля 2019 г. на
кафедре реактивных двигателей и энергетических установок.
(название предприятия или лаборатории, подразделения КНИТУ-КАИ)
Практика была организована в соответствии с программой практики
кафедры реактивных двигателей и энергетических установок.
(название предприятия или лаборатории, подразделения КНИТУ-КАИ)
в лице руководителя практики от предприятия
профессора Молочникова Валерия Михайловича
(Ф.И.О., должность, руководитель практики от предприятия)
подтверждает участие в формировании следующих компетенций, осваиваемых при прохождении практики:
|
№ | Код компетенции | Наименование компетенции | Уровень освоения профессиональной компетенции (5 – наивысший балл) | ||||
| 1 | 2 | 3 | 4 | 5 | |||
| 1 | ОК-4 | готовность к кооперации с коллегами, работ е в коллективе | |||||
| 2 | ОК-6 | стремление к выстраиванию и реализации перспективных линий интеллектуального, культурного, нравственного, физического и профессионального саморазвития и самосовершенствования | |||||
| 3 | ОК-7 | умение критически оценивать свои достоинства и недостатки, наметить пути и выбрать средства развития достоинств и устранения недостатков | |||||
| 4 | ОК-8 | осознание социальной значимости своей будущей профессии, обладанием высокой мотивацией к выполнению профессиональной деятельности | |||||
| 5 | ОК-11 | осознание сущности и значение информации, ее распространения в развитии современного общества | |||||
| 6 | ОК-14 | способность работать с информацией в глобальных компьютерных сетях | |||||
| 7 | ОК-15 | общение в устной и письменной формах на одном из иностранных языков | |||||
| 8 | ОК-17 | способность к социальному взаимодействию на основе принятых моральных и правовых норм, демонстрируя уважение культурным традициям, толерантность к другой культуре | |||||
| 9 | ОК-20 | способность создавать и редактировать тексты профессионального назначения | |||||
| 10 | ОК-22 | способность самостоятельно приобретать с помощью информационных технологий и использовать в практической деятельности новые знания и умения, в том числе в новых областях знаний, непосредственно не связанных со сферой деятельности | |||||
| 11 | ОК-23 | способность осознавать преемственность поколений российской школы инженеров-механиков, проявляет уважение к историческому наследию | |||||
| 12 | ОПК-6 | способность самостоятельно приобретать с помощью информационных технологий и использовать в практической деятельности новые знания и умения, в том числе в новых областях знаний, непосредственно не связанных со сферой деятельности | |||||
| 13 | ПК-3 | обладать способностью проводить технико-экономическое обоснование проектных решений | |||||
Зарекомендовал(а) себя как ______________________________________________________________________
Работу обучающейся Тутыниной К.А. оцениваю на ______________________
(Ф.И.О.) (по 5-ти бальной шкале)
Руководитель практики от предприятия /Молочников В.М.
(личная подпись) (ФИО)