
Особенности штамповки на ГКМ








Горизонтально-ковочные машины представляют собой горизонтальные горячештамповочные прессы. На ГКМ выполняют штамповку в открытых, закрытых штампах и в штампах для выдавливания. Основным признаком ГКМ является наличие двух взаимно перпендикулярных разъемов. Один разъем (рис. 5.1) проходит между пуансоном 1, закрепленным в ползуне, и матрицами 2 (подвижной) и 3 (неподвижной). Формующая полость может находиться: в матрице (рис. 5.1,а), пуансон в этом случае имеет плоский торец; одновременно в матрице и пуансоне (рис. 5.1,б); только в пуансоне (рис. 5.1,в).
При многоручьевой штамповке последующие переходы выполняют в других ручьях, оси которых располагаются параллельно, одна под другой. Поковки, изготавливаемые на ГКМ, обычно имеют форму тел вращения. В зависимости от формы и технологических особенностей штамповки поковки подразделяют на шесть
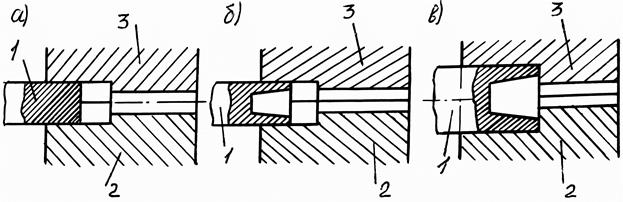 Рис. 5.1
Рис. 5.1
групп (рис. 5.2): I группа–поковки типа стержня с утолщением, П группа–поковки типа колец и втулок, III группа–поковки с полостями (глухими отверстиями), IV группа–полые поковки, штампуемые из труб, V группа–поковки смешанной формы, VI группа–поковки, требующие дополнительной высадки фланца на ГКМ.
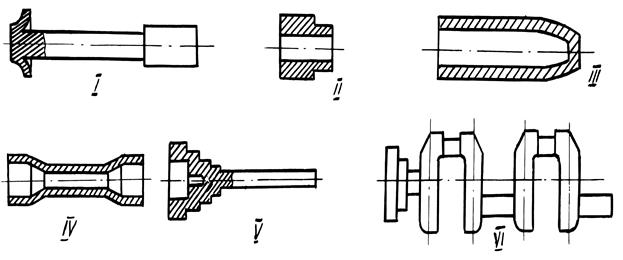
Рис.5.2
Масса поковок от 0,5 до 150 кг, точность размеров в пределах I3-I7 квалитетов, шероховатость поверхности Ra = 40–5 мкм,.
На ГКМ можно легко штамповать детали типа стержня с фланцем, которые на другом оборудовании рационально изготовить нельзя. Поскольку штамповка производится преимущественно в закрытых штампах, штамповочные уклоны в ряде случаев отсутствуют. Достигается экономия металла. Макроструктура поковок получается благоприятной и обеспечивает высокое качество деталей. Работа на ГКМ легко автоматизируется. Эти машины позволяют производить высадку конусов на длинных (до 3 м и более) прутковых и трубных заготовках; получать поковки с отверстиями из прутковой заготовки без отхода металла на просечку отверстия.
Недостатками горизонтально–ковочных машин в сравнении с молотами и прессами являются ограниченная номенклатура поковок, масса их сравнительно небольшая (обычно 30–50 кг), стойкость штампов ниже, чем у молотовых и прессовых, стоимость горизонтально–ковочных машин примерно в 1,5 раза выше, чем стоимость кривошипных горячештамповочных прессов той же мощности. Однако достигаемая экономия металла, возможность получения более сложных и точных поковок, исключение предварительной операции резки прутков на штучные заготовки делают этот способ экономически целесообразным.