
9- кронштейн для подтягивания вагона 10,12,13-скоба увязочная








Введение
Железнодорожный транспорт в Российской Федерации имеет исключительно важное значение в жизнеобеспечении многоотраслевой экономики и реализации социально значимых услуг по перевозке грузов, грузобагажа, багажа и пассажиров.
Развитие правового государства, переход к рыночной экономике поставили перед Федеральным железнодорожным транспортом сложные задачи в области коренного улучшения деятельности и повышения качества, представляемых транспортных услуг населению, грузоотправителям, грузополучателям владельцам железнодорожных подъездных путей и собственного железнодорожного подвижного состава. Улучшение качества железнодорожных перевозок и повышение эффективности обслуживания производства и населения России напрямую зависит от материально технической базы железнодорожного транспорта.
Вагонное хозяйство является одной из важнейших отраслей железнодорожного транспорта. Главной задачей вагонного хозяйства является поддержание высокого уровня работоспособности грузовых и пассажирских вагонов в условиях непрерывного роста интенсивности их использования.
Основное направление технического прогресса в отрасли это совершенствование парка грузовых вагонов за счёт увеличения грузоподъёмности и вместимости. Намечается существенное обновление вагонного парка путём изъятия из обращения вагонов устаревших конструкций, что позволит значительно улучшить работоспособность подвижного состава и обеспечить более высокий уровень проследования поездов по графику. Применение новейших средств механизации при погрузочно-разгрузочных работ. Повышения прочности и надёжности в эксплуатации, расширение полигона обращения восьмиосных полувагонов и цистерн, четырёхосных вагонов с перспективными параметрами и повышенными прочностными характеристиками.
 |
Предполагается полностью перевести парк грузовых вагонов на композиционные колодки с сетчатым проволочным каркасом использовать в строительстве вагонов композиционные материалы повышенной теплопроводности. Грузовые вагоны как новые, так и старые будут оснащаться современными воздухораспределителями с магистральной частью.
Непрерывный рост грузооборота железных дорог требует дальнейшего повышения интенсивности использования подвижного состава и максимального сокращения времени нахождения вагонов в неисправном состоянии. Этим диктуется необходимость дальнейшего улучшения организации и технологии ремонта вагонов.
Восстановление работоспособности вагонного парка и поддержание его в технически исправном состоянии осуществляют вагоноремонтные заводы и вагонные депо при планово-предупредительном и текущем ремонте вагонов. Для повышения качества ремонта большое значение имеет
уровень техники организации и технологии ремонта вагоноремонтного производства.
Повышение эффективности производства на ремонтных предприятиях зависит, прежде всего, от технического перевооружения, изготовления запасных частей и замены морально устаревшего станочного парка, компьютеризации производственных процессов.
Качество и эффективность ремонта зависит от исполнителей и организаторов производства, от их знаний передовой технологии и прогрессивных методов труда.
Целью данного курсового проекта является определить технологию ремонта кузова полувагона грузового состава. Выявления дефектов и своевременный ремонт кузова полувагона и его основных частей ведёт к повышению надёжности движения поездов.
 |
 1 ХАРАКТЕРИСТИКА РЕМОНТИРУЕМОГО ИЗДЕЛИЯ
1 ХАРАКТЕРИСТИКА РЕМОНТИРУЕМОГО ИЗДЕЛИЯ
Полувагоны предназначены для перевозки каменного угля, руды, леса, металлопроката, а также других сыпучих и штучных грузов, не требующих защиты от атмосферных осадков.
Кузов полувагона не имеет крыши, что обеспечивает удобство использования разнообразных средств механизации при погрузке и выгрузке вагона. Полувагоны делятся на универсальные-с разгрузочными люками в полу и специализированные- с глухим кузовом для перевозки только сыпучих грузов в замкнутых маршрутах с разгрузкой на вагоноопрокидывателях. Наряду со специальными полувагонами с плоским полом строятся также полувагоны-хопперы с кузовом бункерного типа.
В эксплуатации на железных дорогах России и стран СНГ находятся в основном четырёхосные полувагоны постройки ГПО Уралвагонзавод с глухими торцевыми стенами (рис. 1) и полувагоны постройки Крюковского вагоностроительного завода с торцевыми стенами в виде двустворчатых дверей.

Рисунок 1 - Универсальный четырехосный вагон
 Устройство кузова полувагона рассмотрим на примере универсального четырёхосного полувагона 12-753.
Устройство кузова полувагона рассмотрим на примере универсального четырёхосного полувагона 12-753.
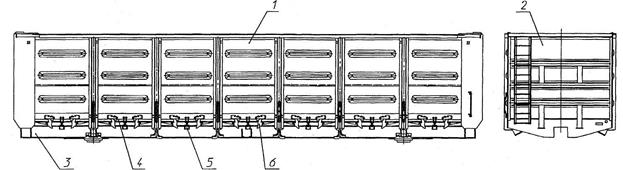
1- стена боковая 2- стена торцевая; 3- рама, 4- крышка люка,
5- механизм подъема крышки люка;
6- механизм запирания крышек люков
Рисунок 2 - Кузов полувагона
Кузовом называется часть вагона, предназначенная для размещения в нём грузов. Кузов полувагона модели 12-753 цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями (рис.2). Он состоит из рамы, двух боковых (рис.3) и двух торцовых стен (рис.4), а также пола, образованного крышками люков (рис.6)
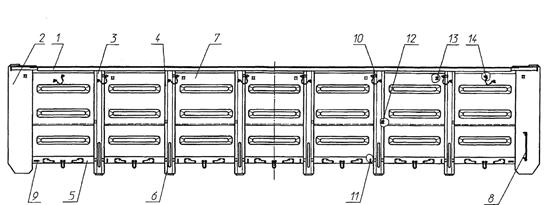
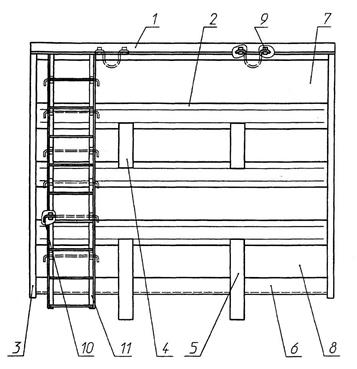
1 - обвязка верхняя; 2- стойка угловая 3- стойко шкворневая;
4- стойка промежуточная, 5- обвязка нижняя; 6- накладка;
7- панель обшивки; 8- поручень составителя;
9- кронштейн для подтягивания вагона 10,12,13-скоба увязочная
11-кольцо увязочное; 14-скоба лесной стойки.
Рисунок 3 – Стена боковая полувагона
 Боковые стены воспринимают вертикальные, распорные и динамические нагрузки, действующие на полувагон в эксплуатации.
Боковые стены воспринимают вертикальные, распорные и динамические нагрузки, действующие на полувагон в эксплуатации.
Боковая стена имеет стоечно-сварную конструкцию, состоящую из каркаса и металлической обшивки.
Верхняя обвязка выполнена из профиля ГОСТ 5267.4 и холодногну-того уголка 152x100x6 ТУ 14-101-406. Соединенные между собой профили верхней обвязки образуют жесткую коробчатую конструкцию.
Угловая стойка выполнена из листа и предназначена для соединения боковых и торцевых стен между собой и рамой.
Шкворневые и промежуточные стойки предназначены для восприятия распорных усилий, соединения боковой стены с рамой полувагона и выпол-нены из горячекатаного омегообразного профиля ГОСТ 5267.6. Внутри профиля вварены планки, а снаружи в месте заделки стоек местные усиливающие накладки 6.
Нижняя обвязка выполнена из уголка 160x100x10 ГОСТ 8510 и предназначена для соединения боковой стены с рамой, заделки промежуточных и шкворневых стоек с балками рамы и размещения запорных устройств крышек люков.
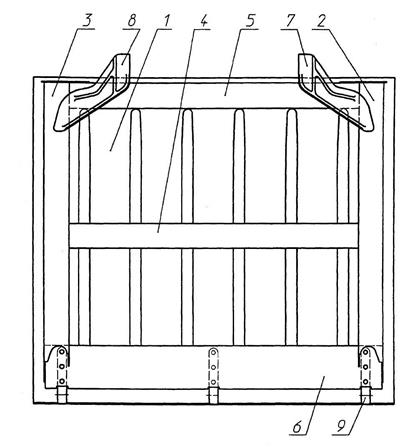
Стена торцевая (рис. 4) воспринимает нагрузки распорные от действия груза, а также продольные инерционные, действующие на полувагон в эксплуатации.
Торцевая стена состоит из верхней обвязки 1, трех горизонтальных поясов 2, двух боковых стоек 3, четырех усиливающих стоек 4 и 5, нижней обвязки 6, листов обшивки 7 и 8.
Верхняя обвязка выполнена из холодногнутого швеллера 144x160x90x6 мм ГОСТ 8281 с усилением его планкой для создания жесткой коробчатой конструкции.
В средней части торцевая стена, для обеспечения необходимой прочности и жесткости, усилена тремя горизонтальными поясами, которые выполнены из горячекатаного омегообразного профиля ГОСТ 5267.6. Пояса  расположены параллельно верхней и нижней обвязкам по всей ширине стены.
расположены параллельно верхней и нижней обвязкам по всей ширине стены.
Стойки 3 выполнены из горячекатаного швеллера 12 ГОСТ 8240 и обеспечивают соединение торцевой стены с угловой стойкой.
Усиливающие стойки выполнены из штампованного швеллера 144x90x7 мм или из горячекатаного профиля ГОСТ 5267.6 с обрезными полками. Стойки 5 предназначены для усиления заделки торцевой стены с рамой, стойки 4 - для распределения нагрузки между верхними поясами.
Нижняя обвязка выполнена из уголка 160x100x10 мм ГОСТ 8510 и предназначена для соединения торцевой стены с рамой.
Обшивка торцевой стены выполнена из двух профилей по ТУ 14-101-789 толщиной 4,5 мм, соединенных между собой внахлестку
1- обвязка верхняя; 2- пояс; 1,4,5 - стойка б - обвязка нижняя,
7,8- лист обшивки; 9- скоба лесной стойки;
10- поручень- ступенька;
11- лестница.
Рисунок 4 – Торцевая стена полувагона
 |
1-лист крышки люка; 2-обвязка правая; 3-обвязка левая,
4-обвязка средняя; 5-обвязка передняя 6-усиление заднее;
7-кронштейн правый;8-кронштейн левый;9-петля
Рисунок 5 - Крышка люка полувагона
Четырнадцать крышек разгрузочных люков в закрытом состоянии образуют пол полувагона и позволяют производить выгрузку сыпучих грузов при их открывании. Каждая крышка люка (рис.5) состоит из каркаса и верхнего листа с гофрами 1
В каркас входят обвязки боковые: 2 и 3, средняя 4, передняя 5 и усиление заднее 6.
Со стороны передней обвязки на крышке люка установлены два кронштейна запорного механизма 7 и 8. Крепление кронштейнов запорного механизма с каркасом осуществляется сваркой. Соединение крышки люка с хребтовой балкой осуществляется петлями 9, которые крепятся к каркасу и верхнему листу заклепками диаметром 16 мм. Петли 9 входят в державки петель  7, расположенные на хребтовой балке, и шарнирно соединяются с ней валиками. Стопорение валиков предусмотрено шайбами и шплинтами.
7, расположенные на хребтовой балке, и шарнирно соединяются с ней валиками. Стопорение валиков предусмотрено шайбами и шплинтами.
В закрытом положении крышка люка удерживается двумя закидками 1 (рисунок 6).
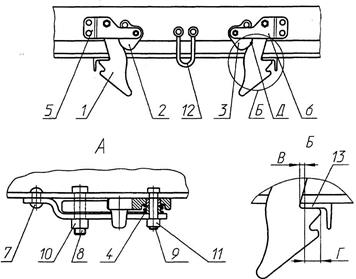
1 -закидка; 2-сектор левый; 3-сектор правый; 4-пружина,
5- скоба левая; 6- скоба правая; 7- заклепка; 8, 9- болт;
10, 11- гайка, 12- скоба, 13- кронштейн крышки люка
Рисунок 6 – Механизм закрывания крышек люков полувагона
При качественном изготовлении кузова полувагона (отсутствие конструктивного несовершенства отдельных узлов, явления усталости в металле) он способен сохранять работоспособность до наступления предельного состояния при установленной системе технического обслуживания и ремонта. Если же нарушается технология изготовления и правила эксплуатации кузова, то он изнашивается значительно интенсивнее и быстрее. Своевременное обнаружение причин возникновения отказов, и устранение их последствий путём проведения технического обслуживания и ремонта также продляет долговечность кузова.
 2 ХАРАКТЕРИСТИКА УЧАСТКА
2 ХАРАКТЕРИСТИКА УЧАСТКА
Вагоносборочный участок по ремонту четырехосных полувагонов относятся к основному производственному участку депо и служит для производства разборочных, ремонтных, сборочных и малярных работ, выполняющихся в соответствующих отделениях.
Участок имеет следующие отделения:
- Отделение разборки и подготовки вагонов к ремонту, которая служит для выполнения разборочных ремонтных и правильных по раме, элементам кузова, крышкам разгрузочных люков и других работ;
- Ремонтно- сборочное отделение, служащее для выполнения ремонтных и сборочных работ по вагону;
- Малярное отделение, служит для окраски вагонов и сушки.
Ремонтные позиции оснащены подъемными площадками для слесарных и столярных работ по кузову, прессами для правки крышек люков без их снятия и постановки поглощающих аппаратов автосцепки, различными стеллажами и стендами, электрогайковертами, специальным электрическим и пневматическим инструментом.
Рабочие места оборудуются раздаточными колонками сжатого воздуха, электролинией для питания сварочных аппаратов и электрического инструмента, водопроводом и горячим водоснабжением. Для перемещения тяжелых деталей на участке имеются два мостовых крана грузоподъемностью каждый по десять тонн. Кузова вагонов поднимаются с помощью домкратов грузоподъемностью тридцать тонн.