
8 классификация и виды смазочных систем








1.Классификация смазочных систем
2. Классификация систем смазки (центральная, индивидуальная, групповая)
Смазочные системы представляют собой совокупность устройств, обеспечивающих дозированную доставку смазочного материала к поверхностям трения, и, при необходимости, ее возврат в смазочный бак. Так же как гидроприводы и системы СОЖ, любая смазочная система состоит из двух взаимосвязанных основных частей: силовой, в которой осуществляются энергетические процессы, связанные с доставкой мерных порций смазочного материала к точкам смазки, и управляющей, которая по функциональному назначению делится на информационную и логико-вычислительную подсистемы. Однако однозначно выделить в силовой подсистеме энергетическую, направляюще-регулирующую и исполнительную часть, по аналогии с гидроприводом, можно не во всех разновидностях смазочных систем. В связи с этим классификацию смазочных систем обычно проводят по набору специальных характерных признаков. В соответствии с ГОСТ 20765-87 «Системы смазочные. Термины и определения», все смазочные системы, применяемые в различных областях промышленности, классифицируют:
- по виду смазочного материала;
- по числу смазываемых пар трения;
- по способу подключения к точке смазки;
- по способу использования смазочного материала;
- по способу дозирования;
- по режиму подачи;
- по типу привода;
- по способу управления.
По виду смазочного материала различают смазочные системы с жидким — жидкостные смазочные системы и густым (пластичным) смазочным материалом — пластично-смазочные системы. В свою очередь в составе жидкостных смазочных систем выделяют масляно-воздушные системы, в которых смазочный материал транспортируется к парам трения сжатым воздухом.
По числу смазываемых пар трения, обеспечиваемых смазочным материалом от одного смазочного нагнетателя, различают индивидуальные смазочные системы, предназначенные для смазывания одной пары трения и централизованные, обслуживающие несколько пар трения.
По способу подключения к точке смазки различают раздельные смазочные системы, в которых смазочный насос или заливная масленка присоединяются к одной или нескольким парам трения только на время подачи смазочного материала, и нераздельные смазочные системы, в которых смазочный нагнетатель или наливная масленка присоединены к точке смазки постоянно.
По способу использования смазочного материала смазочные системы подразделяют на циркуляционные и проточные. В циркуляционных системах — смазочных системах с многократным использованием смазочного материала — масло поступает к узлу трения, смазывает его, отводит от него теплоту и возвращается в резервуар, где охлаждается, очищается, после чего вновь подается к узлу трения.
К проточным смазочным системам относятся системы с однократным использованием смазочного материала. Так в пластично-смазочных системах консистентная смазка, пройдя через зазор между трущимися поверхностями, в большинстве случаев утрачивает свои смазочные свойства, и постепенно выдавливаясь наружу, теряется безвозвратно.
По способу дозирования различают смазочные системы объемного и дроссельного дозирования.
По режиму подачи различают смазочные системы непрерывного и периодического действия. Для первых характерна непрерывная подача смазочного материала к парам трения в течение всего времени работы смазываемого объекта, а в смазочных системах периодического действия — периодическая.
По типу привода смазочного нагнетателя выделяют смазочные системы с ручным, механическим, электрическим, гидравлическим и пневматическим приводом.
По способу управления циклом смазки различают смазочные системы: с ручным управлением, когда заданные параметры режима смазывания обеспечиваются оператором, полуавтоматическим управлением, когда смазочная система приводиться в действие вручную, а затем работает без участия оператора до завершения рабочего цикла; автоматическим управлением, обеспечивающим заданные режимы смазывания без участия оператора.
Для смазки редко работающих зубчатых передач, редукторов и подшипников скольжения часто применяется закладная смазка, когда смазочный материал закладывается в узел трения при его сборке и обновляется при плановом или предупредительном ремонте.
В ряде случаев достаточно эффективной является картерная смазка, которая осуществляется окунанием узлов трения в процессе работы механизма в масляную ванну и разбрызгиванием смазочного материала в замкнутом пространстве, в котором размещены смазываемые детали.
Жидкие смазочные материалы уменьшают коэффициент трения, охлаждают и защищают от коррозии трущиеся поверхности, удаляют продукты износа и другие абразивные частицы, попадающие в узлы трения из атмосферы цехов завода. Эти материалы используют в таких случаях:
1) в узлах удается создать жидкостное или полужидкостное трение;
2) имеется надежное уплотнение или уплотнение не требуется из-за расположения узлов в герметически закрытых корпусах (подшипники шестеренных клетей и редукторов);
3) необходим принудительный отвод теплоты или промывка для удаления продуктов износа и производственной пыли (гайки нажимных устройств обжимных станов).
В зависимости от способа подачи масла к поверхностям трения различают смазывание индивидуальное (капельное и фитильное), погружением, кольцом и под давлением.
Индивидуальный метод смазывания осуществляется различными масленками. Функционирование такой системы зависит от субъективных данных обслуживающего персонала, который должен непрерывно следить за уровнем масла. Поэтому такой метод не обеспечивает высокую надежность оборудования и в современных металлургических машинах не применяется. Смазывание погружением рис. используют в том случае, когда теплота, выделяющаяся в узлах трения, полностью отводится в окружающее пространство через стенки корпуса 1 и крышку. В зону контакта масло подается колесом 2 или паразитной шестерней 3 за счет сил молекулярного сцепления. Работа системы определяется скоростью колес. При окружной скорости V > 10 м/с масло срывается с поверхности зубьев и не попадает в зону контакта. К другим недостаткам такой смазки относятся накопление в корпусе продуктов износа и дополнительный расход энергии на перемешивание масла. итература.
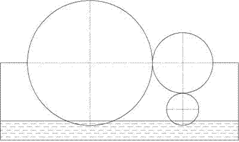
Рис.1 – Смазывание погружением
Смазывание кольцом предусматривают для отдельно стоящих машин,, узлы трения которых представляют собой подшипники скольжения. Кольцо 2 свободно надетое на вал 3 и частично погруженное в масляную ванну 1, помещают в прорези верхнего вкладыша. Кольцо вращается силами трения. Существенный недостаток этой системы заключается в том, что она не функционирует при пуске и остановках машин.
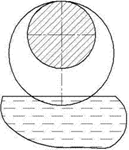
Рис.2- Смазка кольцом
Смазывание под давлением применяют в ответственных металлургических машинах, когда теплота не может быть полностью отведена в окружающее пространство. К рабочим машинам 3 масло из резервуара 2 подают насосами I. Отработанное масло возвращается в резервуар. Циркуляция смазки в замкнутом контуре обеспечивает непрерывный отвод теплоты и продуктов износа из узлов трения. Поэтому циркуляционная система - наиболее совершенна. Смазывание под давле нием может быть проточным (зубчатые колеса погружаются в непрерывно обновляемую масляную ванну) или струйным (масло подводится к каждому зацеплению).
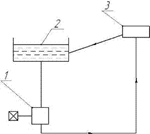
Рис.3 – Смазывание под давлением
2. Классификация систем смазки (центральная, индивидуальная, групповая)
Системы смазки применяются для обеспечения узлов трения механизма необходимым количеством смазочного материала в определённые промежутки времени. Они позволяют автоматизировать процесс обслуживания агрегата и сократить случаи поломок производственно-технического оборудования, связанные с неправильным или недостаточным смазыванием.
Сейчас всё чаще и чаще используются автоматизированные виды систем смазки, практически полностью исключающие влияние человеческого фактора на работу машин: рабочий персонал лишь пополняет ёмкости для смазочного материала и следит за исправным функционированием системы. Автоматизация позволяет снизить затраты на смазку за счёт более точной её дозировки и повысить производительность ресурса детали.
Наряду с автоматизированными, используют и ручные системы смазки, когда подача смазочного материала к узлам трения реализуется непосредственно работниками.
Смазка может осуществляться несколькими способами: самотёком, с помощью фитилей, погружением, разбрызгиванием, распылением и т.д.
Различают следующие виды систем смазки:
1. Индивидуальная – осуществляется через маслёнку или поливом; используется достаточно редко.
2. Централизованная – наиболее популярная система смазки. Её основными элементами являются насосы, трубопровод и приводы.
3. Групповая – осуществляется методом погружения и применяется в основном для зубчатых передач привода, которые нуждаются в герметизации.
Выбор системы смазки определяется условиями эксплуатации механизма, его габаритными размерами и геометрией, а также требованиями к точности дозировки смазочного материала.