
4 Разработка технологического процесса восстановления детали








4.1 Разработка маршрутов восстановления
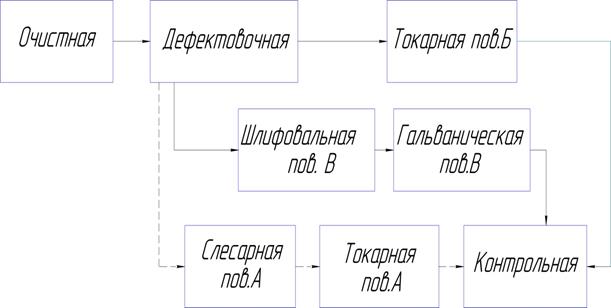
На рисунке 2 представим схему технологического процесса восстановления вала 14.41.011
 I
I
 II
II
 III
III
Рисунок 2 - Схема технологического процесса восстановления вала 14.41.011 при трех технологических маршрутах.
4.2 Технологический маршрут и наименование операций:
005 Очистная
010 Дефектовочная
015 Токарная
020 Слесарная
025 Токарная
030 Шлифовальная
035 Гальваническая
040 Контрольная
4.3 Содержание операций, выбор оборудования и технологической оснастки:
Для очистной операции (пов.А, Б, В) 005: Производится очистка, мойка водоструйной очистительной машиной ОМ −5285 или машиной моечной OAТ −5369, ванной для мойки узлов и деталей 8728 −02. [2]
Для дефектовочной операции (пов.А, Б, В) 010 (см.карту эскизов 20141 к операции 010 приложение 1): Производится измерение диаметров поверхностей А, Б, В после износа следующими средствами контроля:
Для пов.А : пробка 8133-02510Д и нутромер индикаторный НИ 18-50-2; [2]
Для пов.Б : пробка 8133-03006Д и нутромер индикаторный НИ 18-50-1; [2]
Для пов.В : скоба 8111-04498Д и нутромер микрометр МК-50-2; [2]
Для токарной операции (пов. Б) 015: Оборудование – токарно - винторезный станок 1А616, технологическая оснастка-патрон трехкулачковый самоцентрирующий с центром станочным вращающимся типа А(А-центр А1-4-Н ГОСТ 8742-72) Крепление сверла производится в сверлильном трехкулачковом патроне – Патрон 6-В12 ГОСТ 8522-79. Установка сверлильного патрона в пиноль задней бабки осуществляется через переходную конусную втулку - 6100-0227 ГОСТ 13598 – 85. Ручная цилиндрическая развертка первого исполнения 2360-0156 ГОСТ 7722-77. Резец проходной отогнутый правый Т15К6 ГОСТ 2102-0055, резец проходной упорный с углом φ=900 2103-0057 Т15К6 ГОСТ 18879-73. [5]
Для слесарной операции (пов.А) 020: Запрессовать в расточенное отверстие ремонтную втулку. Оборудование: гидравлический пресс ГАРО 208. [6] Диаметр втулки 30 мм. Масса детали, в которую запрессовывают втулку: 3,006 кг.
Для токарной операции (пов. А) 025: Оборудование – токарно - винторезный станок 1А616, технологическая оснастка-патрон трехкулачковый самоцентрирующий с центром станочным вращающимся типа А(А-центр А1-4-Н ГОСТ 8742-72) Крепление сверла производится в сверлильном трехкулачковом патроне – Патрон 6-В12 ГОСТ 8522-79. Установка сверлильного патрона в пиноль задней бабки осуществляется через переходную конусную втулку - 6100-0227 ГОСТ 13598 - 85. Ручная цилиндрическая развертка первого исполнения 2360-0156 ГОСТ 7722-77. [7]
Для шлифовальной операции (пов.В) 030: Оборудование-станок 3А423, технологическая оснастка-патрон поводковый токарный 7108-0023 ГОСТ 2571-71. Хомутик 7107-0035 ГОСТ 2578-10.Шлифовальный круг ПП 250*40*150 25НС17К735Н/С. [7]
Для гальванической операции (пов.В) 035: Оборудование – переоборудованный токарно - винторезный станок 1А616, технологическая оснастка-патрон трехкулачковый самоцентрирующий с центром станочным вращающимся типа А(А-центр А1-4-Н ГОСТ 8742-72) [8]
Приспособления - ванна для сбора электролита, сосуд графитовый, графитовый анод. [8]
Для контрольной 040: операция предназначена для выявления точности изготовления детали перед ее установкой в машину или передачей на склад, выполняется службой ОТК.
4.4 Расчет режимов резания и норм времени
Техническая норма времени на любую операцию определяется по формуле
Тн=Т0+Тв+Тд+(Тпз/n), мин. [9]
где Т0-основное время, мин;
Тв-вспомогательное время, мин;
Тд-дополнительное время, мин;
Тпз-подготовительно - заключительное время, мин;
n - количество деталей в партии, 1 шт.
Расчетная скорость резания определяется по формуле
Vр= VT *Км* Кх * Кмр * Кох [10]
где VT-теоретическая скорость резания;
Км - коэффициент, зависящий от марки обрабатываемого материала;
Кх - коэффициент, зависящий от характера заготовки и состояния ее поверхности;
Кмр - коэффициент, зависящий от марки режущей части резца;
Кох - коэффициент, зависящий от применения охлаждения.
По таблицам 12-16 [4] назначаются Км = 0,9, Кх =1, Кмр=1, Кох=1. Корректирование заключается в умножении на поправочные коэффициенты.
Подготовительно-заключительное время назначается один раз на всю операцию, в данном случае по таблице 45 [4].Тпз=9 мин.
4.5 Определение нормы времени на операцию 005
Тшт-к=2,04 мин. [17];
Определяем время на очистку, мойку по формуле[17].
Тр=Тшт-к*Ку,
где Тшт-к - штучно-калькуляционное время;
Ку=1,2-коэффициент, учитывающий отклонение от нормальных условий работы.
Тр=2,04*1,2=2,448мин;
4.6 Определение нормы времени на операцию 010
Тн=2мин [2] для измерения всех поверхностей;
Для пов.А : пробка 8133-02510Д и нутромер индикаторный НИ 18-50-2; [4]
Для пов.Б : пробка 8133-03006Д и нутромер индикаторный НИ 18-50-1; [4]
Для пов.В : скоба 8111-04498Д и нутромер микрометр МК-50-2; [4]
Тн=2*3=6 мин;
4.7 Определение режимов резания и нормы времени на операцию 015