
1.1Описание технологического процесса с обоснованием выбора параметров контроля и регулирования








Министерство науки и высшего образования Российской Федерации
ФГБОУ ВО «Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева»
Институт электронно-дистанционного обучения
Кафедра автоматизации производственных процессов
Технические измерения и приборы
Пояснительная записка
(АПП.0000000.064ПЗ)
Руководитель:
____________Чмых Г.И.
(подпись)
_______________________
(оценка, дата)
Выполнил:
студент гр. БАТЗУ16-01
________Холостых Ю.В.
(подпись)
_______________________
(дата)
Министерство науки и высшего образования Российской Федерации
ФГБОУ ВО «Сибирский государственный университет науки и технологий имени академика М.Ф. Решетнева»
Институт электронно-дистанционного обучения
Кафедра автоматизации производственных процессов
Учебная дисциплина: Технические измерения и приборы
ЗАДАНИЕ
на курсовой проект
Студент: Холостых Ю.В.
группа БАТЗУ16-01
Дата выдачи:
«11» 02 2018г.
Срок выполнения_06.11.2018г.
Руководитель: Чмых Г.И.
Тема: Автоматизация управления парокотельной установки
1.Исходные данные: описание технологического процесса Котлоагрегата ПК-38, индивидуальные задания руководителя:
1.1 Данные для расчета ротаметра.
Трубка ротаметра имеет конусность К=0,01 и длину шкалы l=0,25м.
Диаметр трубки в месте нулевого деления шкалы Д0=0,0171м.
Объём поплавка V=3,075*10-6 м3 (материал сталь Х18719Т).
Диаметр миделя поплавка d=0,0164м.
Шкала имеет 11 шлифованных делений, расстояния от нулевого деления равны: l0=0; l1=0,025м; l2=0,050м; l10=0,25м.
Вещество - Пропан C3H8
Вес поплавка G0=0,162Н.
Температура среды= 200С.
1.2 Данные для расчета сопротивлений потенциометрической измерительной схемы:
| Шкала прибора | 0-20000С |
| Градуировка термоэлектрического термометра | ТВР(А-2) |
| Расчетное значение температуры свободных концов термометра | t0=00 C |
| Возможное значение температуры свободных концов термометра | t’0=400 C |
2.Перечень графического материала: схема автоматизации функциональная объекта управления;
3.Перечень вопросов, которые должны быть отражены в пояснительной записке:
- технико-экономическое обоснование;
-специальная часть (характеристика объекта автоматизации; выбор технических средств; заказная спецификация на оборудование и материалы);
-расчет ротаметра;
-расчет сопротивлений потенциометрической измерительной схемы.
Рекомендуемая литература
1. Должиков, В.А. Технические измерения и приборы: учебное пособие к выполнению курсового проекта для студентов направления «Автоматика и управление» специальности 220301 Автоматизация технологических процессов и производств всех форм обучения/ В.А. Должиков- Красноярск: СибГТУ, 2008.-52с.
2. ГОСТ 21.408-2013. Правила выполнения рабочей документации автоматизации технологических процессов. – введ. 01-11-14. – Москва: Стандартинформ, 2014. – 29 с. – (Система проектной документации для строительства).
3. М.В.Кулаков. Технологические измерения и приборы для химических производств. Учебник для вузов по специальности «Автоматизация и комплексная механизация химико-технологических процессов».-4-е изд., стереотипное. Перепечатка с третьего издания.-М.: ООО ИД «Альянс», 2008.-424 с., ил.
Реферат
В курсовом проекте предложен вариант автоматизации процесса подогрева воды за счёт сжигании топлива на установке «котлоагрегат ПК-38», позволяющий обеспечить обслуживающий персонал достоверной информацией о состоянии оборудования, о ходе технологического процесса, обеспечении выполнения технологического регламента.
Курсовой проект содержит графическую часть на 1 листе формата А3 и пояснительную записку из 29 листов текста формата А4, 11 таблиц, 6 рисунков, 1 приложения.
Содержание
1 Основная часть. 9
1.1 Описание технологического процесса с обоснованием выбора параметров контроля и регулирования. 9
1.2 Выбор технических средств. 11
1.3 Технологические требования. 12
1.4 Монтажно–эксплуатационные требования. 13
1.5 Выбор программного обеспечения. 14
2 Расчет ротаметра (шкалы ротаметра) 16
3.2 Исходные данные для расчета: 16
3.3 Определение недостающих данных. 16
3.4 Порядок расчёта. 17
4 Расчет сопротивлений потенциометрической измерительной схемы. 23
Приложение А.. 29
Введение
Для обеспечения наиболее устойчивой и производительной работы процесса подогрева воды необходимо точное соблюдение режима технологического процесса.
Задачи автоматизации производства сводятся к разработке алгоритма управления и реализации его техническими средствами автоматики, обеспечивающими оптимальность показателей технико-экономической эффективности.
По мере осуществления автоматизации производства увеличивается производительность труда. К тому же, внедрение автоматических устройств обеспечивает высокое качество продукции. Автоматизация производства обеспечивает уменьшение затрат сырья и энергии.
В автоматизированном производстве роль человека сводится к составлению режимов и программ протекания технологических процессов и контролю над работой приборов.
В данной работе проектируется система автоматизации процесса подогрева воды на «котлоагрегат ПК-38». Для этого используются современные средства автоматизации, которые обеспечивают требуемое качество продукта и соблюдение норм техники безопасности, исключают ручной труд.
1 Основная часть
1.1Описание технологического процесса с обоснованием выбора параметров контроля и регулирования
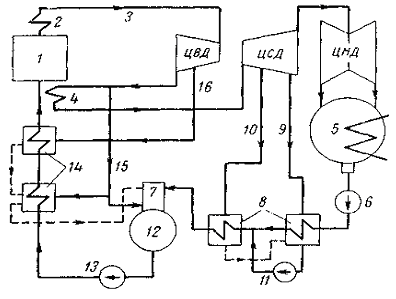
Рисунок 1.1 Котёл
1-паровой котел; 2-паропарегреватель; 3-паропровод свежего пара;
4-промежуточный (вторичный) пароперегреватель; 5-конденсатор;
6-конденсатный насос; 7-колонка деаэратора;8-ПНД; 9 и 10 –
отборы пара из ЦНД; 11-сливной насос; 12-бак деаэратора;
13-питательный насос; 14-ПВД; 15 и 16 – отборы пара из ЦВД.
Рисунок 2.1 – Принципиальная тепловая схема энергоблока
На рисунке 1.1 показана принципиальная тепловая схема блока. В котле в топочной камере расположены горелки, через которые в топку поступает смесь угольной пыли с подогретым воздухом, также в топку подается мазут из мазутонасосной станции, для растопки котла. Уголь предварительно превращается в угольную пыль, с помощью мельниц.
В паровом котле из воды вырабатывается пар высокого давления, который затем в пароперегревателе перегревается до высокой температуры и поступает в паропровод. Этот пар, называется свежим (острым) паром, направляется к цилиндру высокого давления турбины (ЦВД), где отдаёт часть своей энергии на вращение ротора турбины. После ЦВД отработавший пар с пониженным давлением и температурой возвращается в котёл, где во вторичном (промежуточном) перегревателе вновь нагревается до высокой температуры и получает дополнительное количество тепловой энергии.
Применение промежуточного перегрева пара повышает экономичность теплового цикла.
Из вторичного перегревателя пар поступает в цилиндр среднего давления (ЦСД), а затем в цилиндр низкого давления (ЦНД) турбины. Отработавший пар после ЦНД, поступает в конденсатор. В конденсаторе отработавший пар, соприкасаясь с более холодной поверхностью трубок, по которым прокачивается охлаждающая вода, конденсируется и превращается в воду.
Из конденсатора образовавшийся конденсат подаётся конденсатным насосом в колонку деаэратора через систему подогревателей низкого давления (ПНД). В подогревателях, проходя по трубкам, вода нагревается паром, поступающим из отборов турбины. Образующийся конденсат греющего пара из подогревателя более высокого давления сливается в подогреватель более низкого давления, а оттуда весь конденсат греющего пара забирается сливным насосом и подается в линию основного конденсата турбины. Пройдя через деаэраторную колонку, вода собирается в аккумуляторном баке. Из аккумуляторного бака питательная вода забирается питательным насосом и через систему подогревателей высокого давления (ПВД) подается в котел. Конденсат греющего пара из ПВД сбрасывается в колонку деаэратора. В ПВД происходит дальнейший подогрев питательной воды перед поступлением ее в котел. В ходе разработки работы, были учтены современные решения в автоматизации технологического процесса.
Таблица 1.1 – Параметры технологического процесса
| Позиция | Наименование параметра | Контроль | Регулирование | ||
| Показания | Регистрация | Сигнализация | |||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1-1 | Температура сетевой воды на входе ПСВ, 110Со | + | + | + | – |
| 2-1, 2-3 | Температура сетевой воды на выходе ПСВ, 150Со | + | + | + | + |
| 4-1 | Температура греющей воды, 200Со | + | + | + | – |
| 5-1 | Температура конденсата, 120Со | + | + | + | – |
| 6-1 | Давление сетевой воды на ПСВ, 2,2МПа | + | + | + | – |
| 7-1 | Давление от ПСВ, 2,2МПа | + | + | + | – |
| 8-1 | Уровень конденсата в ПСВ, 1м | + | + | + | + |
| 9-1 | Расход сетевой воды от ПСВ, 600м3/ч | + | + | + | + |
| 10-1 | Расход технической воды на ПСВ, 400м3/ч | + | + | + | = |
1.2Выбор технических средств
При выборе наиболее предпочтительного варианта технических средств для системы учитывают основные требования:
-технологические;
-системные;
-экономические;
- монтажно - эксплуатационные.
Важным фактором при выборе датчиков и аппаратуры является наличие стандартных аналоговых и дискретных входных – выходных сигналов.
Для АСУ ТП выбирались электрические и электронные средства автоматизации с возможностью точности оценки параметров, достоверности, экономичности. При помощи обработки данных микропроцессорной техникой возможно осуществление различных законов регулирования, а также создание локальной вычислительной системы автоматического управления процессом.
1.3Технологические требования
Так как технологический процесс должен протекать в строго заданных пределах, технологические требования определяются:
a) по виду измеряемого параметра:
1) приборы температуры:
- ТСМ Метран 203, позиция -4-1

Рисунок 1.2 Аналоговый преобразователь температуры
2) приборы давления- Метран-100-ДД-1450-02, позиции -2-2;

Рисунок 1.3 Датчики давления
1.4 Монтажно–эксплуатационные требования
Монтажно–эксплуатационные требования включают:
1. особенности установки на объекте (оборудование устанавливается непосредственно на технологическом оборудовании (трубопроводах) или в непосредственной близости от него;
2. габаритные размеры монтажной части (длина воспринимающих частей термометров сопротивлений, подобрана с учетом диаметров трубопроводов);
3. удобство монтажа, эксплуатации и ремонта (все термометры сопротивления имеют защитные гильзы, датчики давления монтируются с использованием отборных устройств, что позволяет производить демонтаж приборов без остановки процесса, приборы устанавливаемые на щите имеют DIN монтаж).
Перечень приборов с перечисленными измеряемыми параметрами отображён в заказной спецификации на оборудование и материалы, Приложение
1.5 Выбор программного обеспечения
Учитывая выше перечисленные требования, был выбран промышленный программируемый контролер APAX-5570XPE, который обеспечивает необходимую точность и быстродействие, с возможностью устанавливать на него дополнительные модули в случае подключения новых датчиков и исполнительных механизмов.

Рисунок 1.4 Контроллер SIMATIC S7-300
SIMATIC S7-300 – это модульный программируемый контроллер, предназначенный для построения систем автоматизации низкой и средней степени сложности. Модульная конструкция, работа с естественным охлаждением, возможность применения структур локального и распределенного ввода-вывода, широкие коммуникационные возможности, множество функций, поддерживаемых на уровне операционной системы, удобство эксплуатации и обслуживания обеспечивают возможность получения рентабельных решений для построения систем автоматического управления в различных областях промышленного производства. Эффективному применению контроллеров способствует возможность использования нескольких типов центральных процессоров различной производительности, наличие широкой гаммы модулей ввода-вывода дискретных и аналоговых сигналов, функциональных модулей и коммуникационных процессоров.