
2.1. Анализ технологичности конструкции








Содержание
Введение
1. Общая часть
1.1. Описание конструкции
1.2. Условия работы конструкции
2. Технологическая часть
2.1. Анализ технологичности конструкции
2.2. Выбор материала конструкции
2.3. Описание метода сварки
3. Расчетная часть
3.1. Описание исходных данных и изображение расчетной схемы
3.2 расчет
3.3 расчет
3.4..расчет
.
.
4. Заключение
5. Список используемой литературы
Приложения
Введение
Сварка является одним из наиболее прогрессивных методов обработки металлов.
Способ получения неразъемных соединений деталей путем сварки и пайка был известен людям еще в глубокой древности. Так, в египетских пирамидах археологи нашли золотые изделия, детали которых соединялись между собой с помощью пайки.
Свое развитие сварка получила в XIX столетии.
В 1802г русский ученый, академик В.В. Петров открыл явление электрической дуги – одного из видов электрического разряда в газовой среде и указал на возможность ее использования для расплавления металла. Через 80 лет, в 1882г русский инженер Н.Н. Бенардос открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Способ дуговой сварки получил дальнейшее развитие в работах русского инженера Н.Г. Славянова.
Метод сварки металлов и неметаллических материалов получил всемирное признание и применяется практически везде, в любой отрасли, в вакууме.
Сварка применяется для изготовления конструкций самого различного назначения. С помощью сварки могут быть изготовлены легкие ажурные конструкции различных башен и мачт, мощные листовые конструкции металлургических агрегатов (кожухи доменных печей и воздухонагревателей).
Среди многочисленных сварных металлоконструкций особые места отводятся различным балкам. Балки являются основными и простейшими конструктивными элементами, которые применяются в конструкциях гражданских и промышленных зданиях, мостах, эстакадах и т. д. Широкое распространение балок определяется простотой конструкции и надежностью в работе.
Развитие полуавтоматической сварки происходило в несколько этапов по мере появления новых разработок в области сварочных источников. Самым первым источником был выпрямитель (трансформатор + диодная сборка). Данный источник используется и в настоящее время. Следующим шагом в развитии источников для полуавтоматической сварки стал так называемый тиристор (трансформатор + управляемый диод). Самой последней разработкой в области сварочных источников является инвертор (импульсный источник).
Сварка в среде защитных газов широко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа.
Для сварки допускается применение либо сварочного углекислого газа (менее 0,5% примесей) либо пищевого (до 1,5% примесей) с использованием осушителей. Применение технического СО2строжайше запрещено.
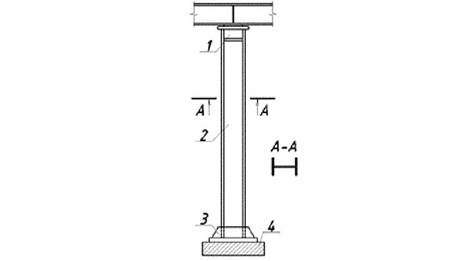
1.1 Описание конструкции колонны
Колонна служит для передачи нагрузки от вышерасположенных конструкций через фундаменты на грунт. Колонна состоит из 3-ёх основных частей:
- стержень - основной несущий элемент колонны, передаёт нагрузку от оголовка к базе;
- оголовок - представляет собой опору для вышележащей конструкции, распределяющего нагрузку по сечению стержня;
- база - служит для закрепления колонны в фундаменте, а так же распределяет сосредоточенную нагрузку от стержня по поверхности фундамента, и закрепляющей колонну в фундаменте.
1.2. Условия работы центрально-сжатой колонны.
Центрально - сжатая колонна работает на продольную силу приложенную по оси колонны и вызывающую равномерное сжатие поперечного сечения. В центрально - сжатых колоннах нагрузки приложены либо непосредственно к центру сечения колонны либо симметрично относительно оси стержня.
В данном курсовом проекте рассчитывается центрально-сжатая сварная колонна.
2. Технологическая часть
2.1. Анализ технологичности конструкции
Изделие считается технологичным, если при его проектировании и изготовлении обеспечивается его качество и работоспособность по следующим критериям:
• Применение материалов обладающих хорошей свариваемостью.
• Доступность сварных швов для проведения сварки и контроля.
• Возможность проведения сварки в нижнем положении.
• Возможность применения механизированных способов сварки.
• Возможность применения механизированного оборудования и универсальных сборочно-сварочных приспособлений.
• Швы должны быть доступны для контроля.
Вывод: из вышеперечисленных факторов данное изделие центрально-сжатая колонна считается технологичным.
2.2. Выбор материала конструкции Ст3пс
Сталь СТ3ПС – это конструкционный полуспокойный материал обычного качества. Он используется для изготовления несущих и второстепенных конструкций, которые эксплуатируются при температуре более 0 градусов. Данный вид является одним из наиболее востребованных металлов, изготавливается конвертерным и мартеновским способом.
Таблица 2.2.1. Химический состав стали

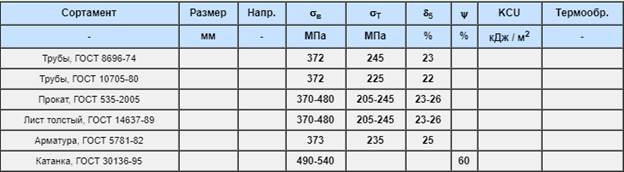
Таблица 2.2.2. Механические свойства стали
2.3 Описание метода сварки
Механизированная дуговая сварка в СО2- дуговая сварка, при которой подача плавящегося электрода или присадочного материала, а также относительное перемещение дуги и изделия выполняются механизмами, в качестве защитного газа поступающей в зону сварочной дуги используется углекислый газ (СО2) или смеси (80% Ar +20% СО2), (СО2+ О2).
Преимущество сварки в среде защитных газов заключается в следующем:
· хорошая защита зоны сварки от воздействия кислорода и азота воздуха;
· хорошие механические качества сварного шва; высокая производительность процесса сварки, достигающая при ручной сварке до 50-60 м/ч, а при автоматической сварке – до 200 м/ч и более;
· отсутствие необходимости применения флюсов и другой очистки шва от шлаков;
· возможность наблюдения за процессом формирования сварного шва;
· малая зона термического влияния;
· возможность полной механизации и автоматизации процесса сварки.
Недостатки сварки в среде защитных газов заключается в следующем:
• Вероятность нарушения газо-вой защиты на открытом воздухе и сквозняке • Разбрызгивание электродного металла, особенно при сварке в углекислом газе
• Необходимость жидкостных систем охлаждения при сварке на режимах с повышенной мощностью.
Сварка в среде защитных газов широко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа.