
1.7.2 Просверлить отверстие ∅10 мм на проход








1.7.3 Расточить отверстие ∅ 10 мм до ∅ 30 мм
1.7.4 Обточить ∅83мм до ∅45 мм на длину 52мм
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 15 |
| 0.3.КР.В.4.14.00.00.ПЗ |
1.7.5 Проточить канавку шириной 2.5 мм с фаской 2•45° и
скруглением R1на ∅45мм занимает несколько секунд
Т=0,30
1.7.6 Подрезать торец в размер 83мм
1.7.7 Обточить ∅83мм до ∅80мм на длину 11мм
Фрезерная
1.7.8 Фрезеровать паз шириной 11.6 мм на глубину 25мм на ∅45мм
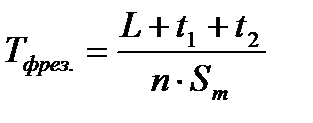
где Sm – подача в минуту( минутная подача)
Сверлильная
1.7.9 Сверлить последовательно 8 отв. ∅8мм на проход
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 16 |
| 0.3.КР.В.4.14.00.00.ПЗ |
1.7.10 Рассверлить последовательно 8 отв. ∅9.6мм на проход
1.7.11 Нарезать резьбу М11-6g на длину 11 мм в 8 отверстиях комплектом их 3 метчиков
Контрольная
1.7.12 Проконтролировать все размеры
| Изм.Изм.Изм.Изм. |
| ЛистЛистЛистЛист |
| № докум.№ докум.№ докум.№ докум. |
| ПодписьПодписьПодписьПодпись |
| ДатаДатаДатаДата |
| ЛистЛистЛистЛист |
| 17 |
| 0.3.КР.В.5.14.00.00.ПЗ 0.3.КР.В.4.13.00.00.ПЗ 0.3.КР.В.5.14.00.00.ПЗ 0.3.КР.В.5.14.00.00.ПЗ |
2 Предварительная разработка технологического маршрута изготовления детали
2.1 Схемы обработки отдельных переходов с расчетами основного времени.
Схемы обработки представлены в таблице 1.
Таблица 1
| Операции и переходы | Эскизы обработки | Оперативное время в мин |
| 1 | 2 | 3 |
| 1 Токарная 1.1Подрезать торец ∅ 83мм 1.2Просверлить отверстие ∅ 10 мм на проход 1.3Расточить отверстие ∅ 10 мм до ∅ 30 мм 1.4 Обточить ∅83 мм до ∅ 45 мм на длину 52 мм 1.5Проточить канавку согласно чертежу 1.6Подрезать торец 1.7Обточить ∅ 83 мм до ∅ 80 мм на длине 11мм |
 Т=0,30
Т=0,30
| |
| 2 Фрезерная 2.1Фрезеровать паз шириной 11.6 мм на глубину 25 мм на |
| |
| 3 Сверлильная 3.1Сверлить последовательно 8 отв.∅8мм на проход 3.2Рассверлить последовательно 8 отв. 9.6 мм под резьбу 3.3Нарезать резьбу М11-6g в 8 отверстиях комплектом из 3 метчиков |
| |
| 4 Контрольная 4.1 Проконтролировать все размеры |
|
2.2 Расчет суммарного основного времени
∑T = T ток. + T ток-свер. + T ток-расточ. + T черн.обт.. + T чист.обт + T + T тор. + T черн.обт.. + T чист.обт.. +
T фрез + T свер.. + T рассвер + T рез + T конт
=0.83+0.63+0.63+0.53+0.45+0.30+0.83+0.13+0.11+0.01+9.6+8.8+5=27.85мин.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 18 |
| 0.3.КР.В.4.14.00.00.ПЗ |