
Ограничение по максимальной подаче.








Расчетная величина подачи не может быть выбрана больше, чем максимальная по паспортным данным станка Sст.max
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ПиОФ 15.03.05.11.16.000 РПЗ |




1.2 Технические ограничения, связанные с режущим инструментом.
7) Ограничение по стойкости инструмента.
где Т- период стойкости инструмента, которая равна 60 мин. m- показатель относительной стойкости инструмента.
Cv, Xv,Yv- коэффициенты характеризующие условия обработки.
По справочному материалу определяем:

Для получистовой и чистовой 
Kv находим по формуле:  , где kmv находится как:
, где kmv находится как:

 - для черновой обработки.
- для черновой обработки.
 -для чистовой и получистовой обработки
-для чистовой и получистовой обработки
При черновом точении:



| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 12 |
| ПиОФ 15.03.05.11.16.000 РПЗ |
При получистовом точении:



При чистовом точении:



8) Ограничение по прочности инструмента.

где kз- коэффициент запаса, учитывающий нагружение в пределах от 1,3 до 1,5. W- момент сопротивления сечения державки резца, который находится по формуле:  .
.
 -,предел прочности державки при изгибе, находится как
-,предел прочности державки при изгибе, находится как  где Мu- изгибающий момент. Находится по формуле:
где Мu- изгибающий момент. Находится по формуле: 
При черновом точении:




| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 13 |
| ПиОФ 15.03.05.11.16.000 РПЗ |
При получистовом точении:



При чистовом точении:



9) Ограничение по жесткости инструмента.
Жесткость режущего инструмента ограничивает режим резания из условия обеспечения заданной точности обработки и ограничения уровня вибраций системы.

где f- допустимая стрела прогиба резца: f=0,1 мм при черновом и получистовом точении; f=0,05 мм при чистовом точении. E- модуль упругости материала. Для стали  . I- момент инерции сечения державки, который находится по формуле:
. I- момент инерции сечения державки, который находится по формуле:

При черновом точении:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 14 |
| ПиОФ 15.03.05.11.16.000 РПЗ |


При получистовом точении:


При чистовом точении:


1.3 Технические ограничения, связанные с технологическими требованиями к результатам обработки.
10)Ограничение по точности обработки.
Данное ограничение устанавливает связь расчетных значений скорости резания и подачи с точностью обработки, зависящей от жесткости технологической системы станок - приспособление - инструмент - заготовка.

где µ- коэффициент, зависящий от способа крепления заготовки. Способ крепления патрон и центр µ=70. fmax=0,1T для черновых и получистовых; fmax=0,05T для чистовых, где Т-квалитет равный 1. По справочному материалу определяем значения: Cpy=43; Xpy=0,9; Ypy=0,75; npy=0;

Находим Kpy по формуле:

При черновом точении:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 15 |
| ПиОФ 15.03.05.11.16.000 РПЗ |


При получистовом точении:


При чистовом точении:


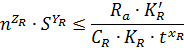
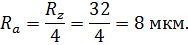
11)Ограничение по шероховатости обработанной поверхности.
По справочному материалу определяем:

 находим по формуле
находим по формуле 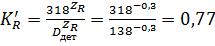 .
.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 1 |
| ПиОФ 15.03.05.11.16.000 РПЗ |
При черновом точении:


При получистовом точении:


При чистовом точении:


Целевая функция
Выбранные технические ограничения в совокупности с критерием оптимальности позволяют построить математическую модель процесса обработки. В качестве критерия оптимальности принята себестоимость операции F, которая определяется по формуле

где коэффициент C зависит от условий обработки, но не зависит от режимов резания.
2. ПРИВЕДЕНИЕ ТЕХНИЧЕСКИХ ОГРАНИЧЕНИЙ