
Тема 13. Кучное выщелачивание








Технологическая схема KB золотосодержащих руд и материалов достаточно проста и состоит из следующих операций (рис.Рисунок 35):
- поставка руды (исходного материала);
- подготовка исходного материала, рудоподготовка, включая агломерацию;
- подготовка площадки KB;
- отсыпка штабеля;
- орошение штабеля выщелачивающим раствором;
- обустройство системы сбора и хранения продуктивных и маточных (оборотных) растворов;
- цикл извлечения металлов;
- охрана среды и обезвреживание штабеля с рекультивацией полигона КВ.
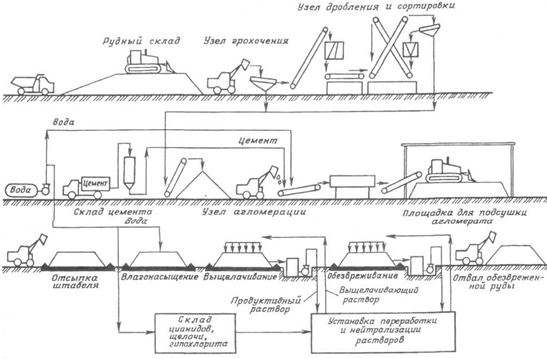
Рисунок 35 – Технологическая схема КВ
Недостатками способа KB являются:
1) невысокое извлечение металла (на уровне 50—80 %) по сравнению с заводским методом, где оно составляет 85—95 %;
2) сравнительно высокая продолжительность процесса (от 30 сут до 1—2 лет);
3) необходимость значительных площадей с определенным рельефом местности для размещения площадок KB, возможные дополнительные затраты на транспортирование руды от рудника до места складирования и т.д.;
4) отрицательное воздействие атмосферных явлений (дождь, снег), нарушающих водный баланс в технологической схеме, на процесс;
5) возникновение технических, технологических и организационных трудностей при отрицательных температурах воздуха;
6) не все известные типы золотосодержащих руд пригодны для цианирования в условиях КВ.
По сравнению с заводским способом переработки руд кучное выщелачивание характеризуется рядом преимуществ. Основными из них являются:
1) исключение дорогостоящего процесса тонкого измельчения и сравнительно меньшие объемы промышленного и гражданского строительства;
2) повышение производительности труда по конечной продукции и сокращение численности работающих;
3) возможность отработки небольших, но богатых по содержанию золота залежей в отдаленных районах, где нецелесообразно строить предприятия;
4) возможность полной автоматизации процесса и контроля над ним, простота аппаратурного оформления;
5) снижение материалоемкости и энергоемкости производства;
6) расширение сырьевой базы за счет вовлечения в отработку забалансового, по современным оценкам, сырья;
7) исключение строительства обогатительных фабрик;
8) резкое сокращение сроков ввода месторождения в отработку в связи с меньшим количеством оборудования, меньшим объемом капитального строительства и низкими трудовыми затратами;
9) гибкость технологического процесса, позволяющая приостанавливать выщелачивание в неблагоприятные периоды года.
Результатом указанных преимуществ являются низкие капитальные и эксплуатационные затраты, что дает возможность экономично отрабатывать даже бедные руды, содержание золота в которых определяет нецелесообразность их направления на заводской передел.
Материалом, подвергаемым KB, являются ранее складированная низкосортная (забалансовая) руда, минерализованная отвальная порода, измельченные хвосты после флотационного или гравитационного обогащения и свежедобытая руда.
Механизм KB в общем виде сводится к следующим этапам:
- диффузионное проникновение раствора реагента, фильтрующегося через слой руды, к извлекаемому компоненту в отдельной частице;
- химическое взаимодействие компонента в порах частицы с реагентом и его растворение;
- перенос растворенного вещества из глубины поры твердой частицы к поверхности раздела фаз;
- перенос вещества от поверхности раздела фаз в общий объем просачивающегося через горную массу раствора реагента.
13.1 Рудоподготовка
Значимость рудоподготовки в настоящее время определяется двумя факторами.
Если раньше KB использовали при переработке крупнодробленых руд, исключая тонкое дробление и измельчение, то в настоящее время отмечается тенденция направлять на KB золота более тонкий материал. Примером является полигон KB в Мурунтау, где забалансовые руды измельчаются до 3,35 мм. Очевидно, что затраты на рудоподготовку прямо связаны с экономикой извлечения металла. Если затраты на дробление крупных кусков дают дополнительную прибыль, получаемую от увеличения извлечения, то тонкое измельчение оправдано. Рудоподготовка сопряжена с крупными капитальными вложениями на сооружение зданий, приобретение и монтаж оборудования, а также с повышенными эксплуатационными расходами по ремонту и содержанию основных средств, расходу электроэнергии.
13.1.1 Дробление
В настоящее время на практике наиболее широко используемая крупность материала, поступающего на KB, составляет от 10—12 до 50—70 мм. Схема дробления золотосодержащих руд (принципы и оборудование) мало чем отличается от используемой в практике обогащения руд (рис.Рисунок 36, Рисунок 37).
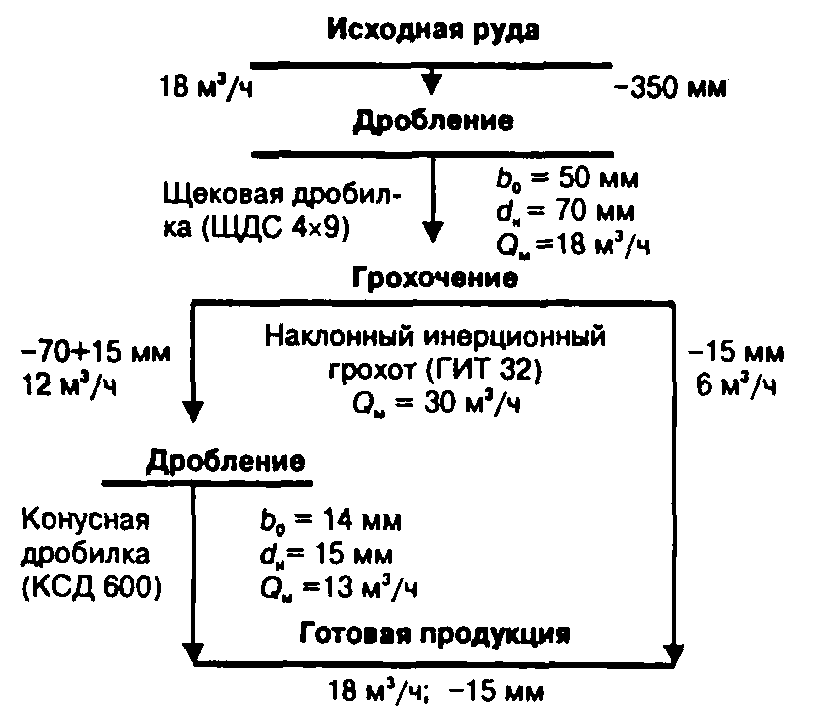
Рисунок 36 - Схема дробления руды до класса крупности — 15 мм в открытом цикле:
bo — ширина выходной щели; dH — номинальная крупность дробленого материала; Qм — максимальная производительность оборудования при принятой выходной щели; в скобках приведены марки используемых дробильных аппаратов и грохотов
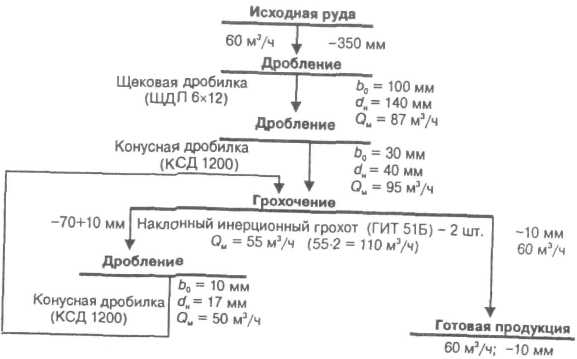
Рисунок 37 - Схема с трехстадийным дроблением руды с грохочением замкнутом в цикле на третьей стадии с получением продукта -10 мм.
Для первичного дробления крупнокусковых золотосодержащих руд наиболее распространенными дробильными машинами являются щековые и конусные дробилки, для среднего дробления - конусные дробилки специальной конфигурации, для мелкого дробления - короткоконусные, реже молотковые или валковые дробилки. Все они работают в цикле с грохотами.
13.1.2 Агломерация руды и материалов
В процессе кучного выщелачивания на многих объектах по истечении определенного времени практически прекращалась фильтрация растворов через штабель. Скопление глин и тонких частиц в пределах отдельных участков горной массы штабеля закупоривало фильтрационные каналы, вызывая образование на поверхности штабеля искусственных прудков, которые, в свою очередь, способствовали возникновению каналов с высокой проницаемостью.
Глины обычно присутствуют в исходных золотосодержащих рудах или же образуются при дроблении и измельчении. Проницаемость штабеля начинает ухудшаться с момента отсыпки за счет сегрегации крупных и мелких частиц руды. Обычно это приводит к концентрированию тонких частиц в центре штабеля и внизу, а больших кусков - на наклонных поверхностях (рис.Рисунок 38). Укладка наверх новых порций руды также сопровождается миграцией сухих тонких частиц вниз штабеля; механизмы, разравнивающие штабель и отсыпающие наверх руду, за счет вибрации усиливают этот процесс. Таким образом, по горизонтали и вертикали штабеля формируются зоны с различной проницаемостью: от участков практически непроницаемых до энергично фильтрующих, т.е. в обоих случаях неблагоприятных для КВ.

Рисунок 38 - Сегрегация частиц при формировании штабеля
Особенно нежелательно присутствие в отсыпанных рудах шламов размером 270 меш.
Основной целью агломерации является получение пористого материала, достаточно прочного при перегрузках, укладке штабеля и в то же время проницаемого при выщелачивании.
Исследования показали, что для получения требуемых агломератов важными являются три параметра:
1) количество вяжущего (портланд-цемента), добавляемого к сухому исходному материалу. Рекомендуется добавлять и известь;
2) количество воды, вводимой к смеси вяжущее + руда; вместо воды возможно использование цианидного раствора;
3) время выдержки, необходимое для образования перемычки из силиката кальция.
Типовая схема агломерации с использованием в качестве связующих цемента и извести приведена на рис.Рисунок 39
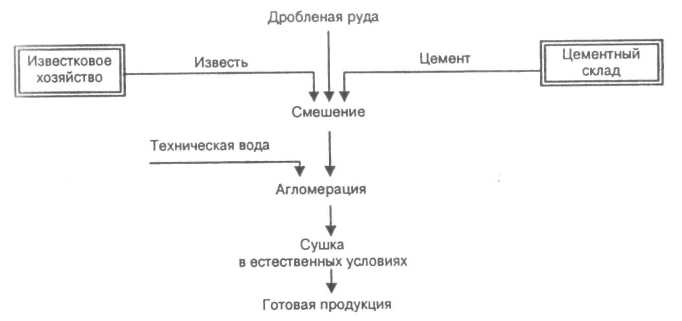
Рисунок 39 - Типовая схема агломерации
В процессе агломерации наблюдаются два очень важных физико-химических эффекта:
- обмен катионов натрия в глинистой составляющей руды на катион кальция вяжущего материала, что улучшает проницаемость руды;
- цементирующее действие вяжущего.
Для успешного окомкования есть два основных способа: окомкование мелочи с крупными кусками (окускование) и окомкование мелочи в прочные окатыши. На рис.Рисунок 40 показано, как происходит окомкование. Мелочь может быть связана с крупными частицами (рис.Рисунок 40, а) или содержать большое количество глины (рис.Рисунок 40, б, в).
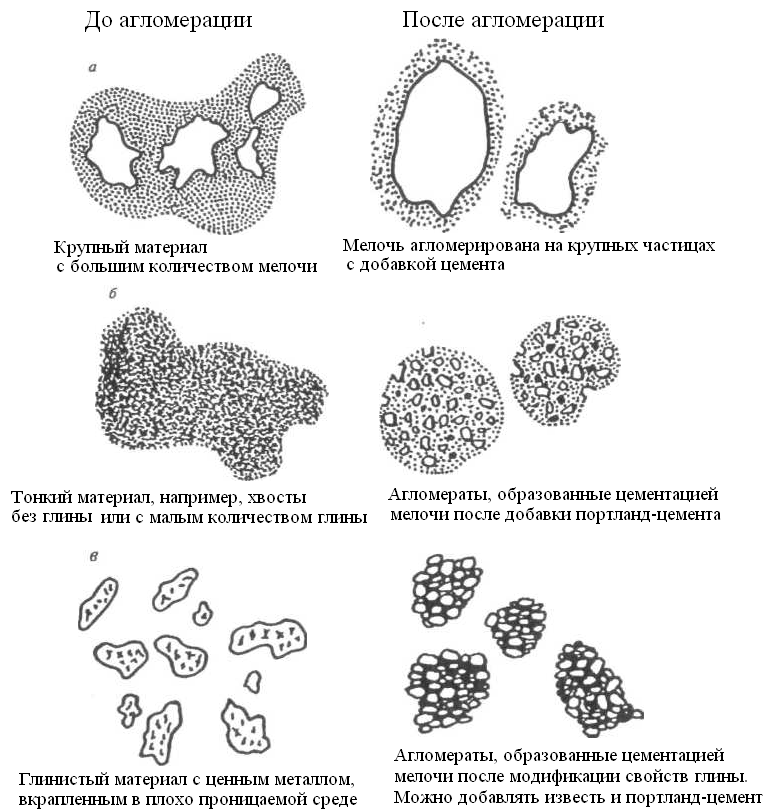
Рисунок 40 - Эффекты агломерации
Для окомкования мелочи и хвостов нужно небольшое или умеренное количество вяжущего. Портланд-цемент в качестве вяжущего применяется для окомкования тонкого материала (хвосты без глины или с малым ее содержанием). Глинистые руды неэффективно выщелачиваются из-за плохой проницаемости. Особенно сложную проблему представляют бентонитовые глины. Глинистые руды можно окомковывать с помощью извести и портландцемента.
Факторы, влияющие на агломерацию:
1) По характеру кривой зависимости скорости перколяции раствора выщелачивания от количества введенного портланд-цемента (рис. Рисунок 41) видно, что увеличение содержания цемента до 4,5 кг/т значительно улучшает скорость просачивания, которая затем стабилизируется.
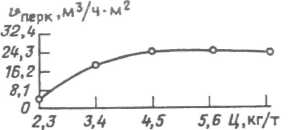
Рисунок 41 - Влияние количества портланд-цемента, применяемого для окомкования материала, на скорость перколяции раствора выщелачивания vпep> через колонку.
2) Эффект влияния увлажнения агломерируемой руды на скорость перколяции раствора выщелачивания при оптимальном количестве связующего (рис. Рисунок 42) показывает, что фильтруемость через колонку увеличивается с повышением содержания влаги, достигая максимального значения при 12 % влажности, а затем быстро уменьшается до исходного значения при 25 % влаги. Когда вводится слишком много влаги, смесь руда + цемент теряет способность формировать агломераты. Оптимальное содержание влаги при агломерации руды 12 %, однако возможно проводить окомкование и в более широких пределах влажности: 8—16 %.
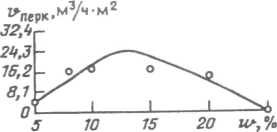
Рисунок 42 - Влияние содержания влаги в агломерируемой руде w на скорость перколяции раствора выщелачивания vпер через колонку.
3) С увеличением времени выдерживания увлажненной смеси руда + портланд-цемент до 8 часов скорость перколяции раствора выщелачивания растет (рис.Рисунок 43), наблюдается улучшение фильтрации, в последующем скорость фильтрации стабилизируется и остается постоянной. В случае, когда увлажнение производится раствором цианида вместо воды, период выщелачивания золота и серебра сокращается, и при последующей перколяции воды извлекается растворенное золото.
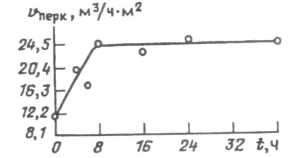
Рисунок 43 - Влияние времени выдерживания t увлажненной смеси руда + портланд-цемент на скорость перколяции раствора выщелачивания vперк через колонку.
Оборудование для агломерации
При выборе конструкции агломератора руководствуются гранулометрическим составом исходного материала, объемом поступающей в процесс рудной массы совместно с вводимой связкой, их влажностью и условиями поддержания оптимального их соотношения.
Агломератор должен обеспечивать перекатывание и перемещение материалов, необходимых для образования гранул.
Для золотосеребряных руд и материалов разработаны три основных типа агломераторов: ленточный, барабанный и чашевый.
Ленточный агломератор, наименее используемый для хвостов флотации, пригоден для материалов с небольшим количеством мелочи и хорошей извлекаемостью из крупных кусков руды. Для перекатывания и гранулирования частиц применяется конвейер с уклоном или же имеющий пороги, число которых зависит от количества мелочи: для твердых кремниевых руд с содержанием 5 % мелочи (-0,15 мм) - 2-3 порога, 10-15 % (-0,15 мм) - 4-5 порогов. Окомкование происходит при скатывании руды на стадии разгрузки по наклонному желобу (ленте).
В барабанном агломераторе (рис.Рисунок 44, Рисунок 45) образуется широкий диапазон гранул по крупности. Степень прочности гранул зависит от размера и производительности оборудования. Время пребывания гранул в аппарате определяют по эмпирической формуле
 (29)
(29)
где Т — время пребывания частиц в барабане, мин;
А — угол естественного откоса материала, градус;
В — угол наклона барабана, градус;
N — частота вращения барабана, об/мин;
L — длина барабана, фут;
D — диаметр барабана, фут.
Крупность гранул и их прочность растет с увеличением времени Т, скорость роста достигает максимума при оптимальном содержании влаги.
Отношение L : D сохраняется постоянным (от 2 до 4), угол наклона обычно 7°, время пребывания зависит от нагрузки и поддерживается постоянным. Производительность аппарата линейно зависит от диаметра барабана. В качестве футеровки в аппаратах используют гибкую резиновую прокладку для исключения образования в барабане бесформенных гранул и чересчур крупных кусков.
Барабанный окомкователь получил наибольшее распространение при агломерации весьма тонкого материала (хвостов флотации).
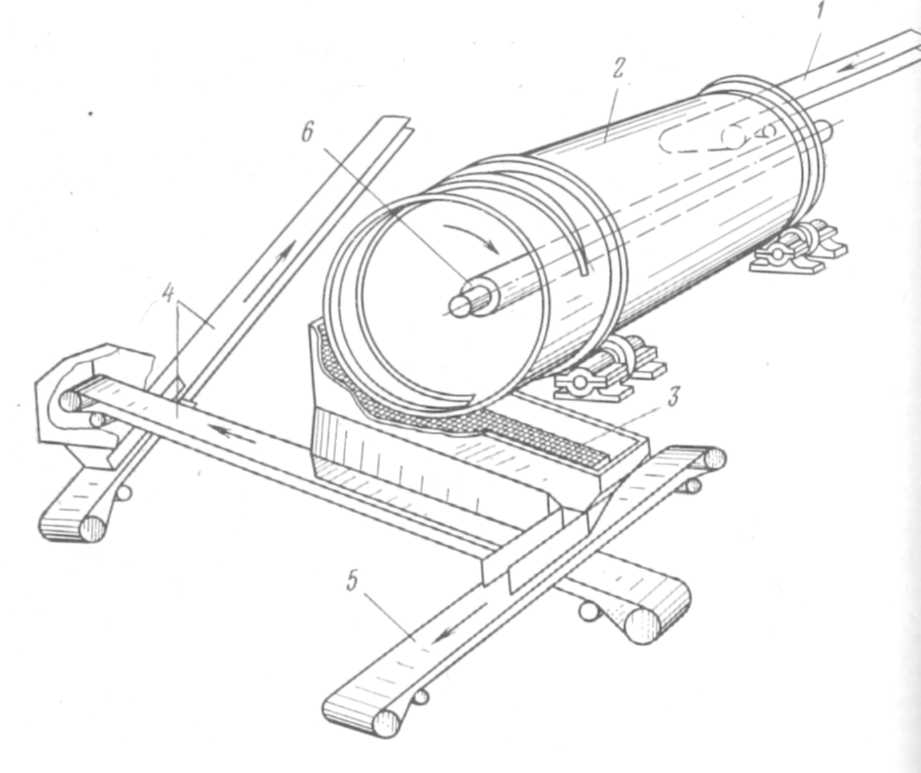
Рисунок 44 – Схема барабанного окомкователя. 1 – загрузочный конвейер; 2 – окомкователь; 3 – грохот для отделения мелочи; 4 – система конвейеров; 5 – конвейер для транспортирования окатышей; 6 – вращающаяся фреза.


Рисунок 45 – Барабанный окомкователь «ОрскМетМаша»
В чашевом окомкователе (рис.Рисунок 47, Рисунок 46) используют плоскую наклонную тарель. Окатыши получаются однородными и очень прочными. Этот тип агломераторов используется редко. При точном соблюдении режима окомкования и отсутствия колебаний в составе и влажности чашевые окомкователи могут работать в открытом цикле и давать равномерный по крупности продукт.
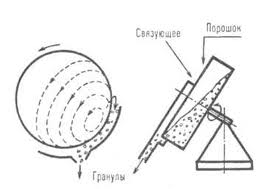
Рисунок 46 – Схема чашевого окомкователя.


Рисунок 47 – Чашевый окомкователь.
При окусковании руд и отвалов руду агломерируют с добавкой 2,5—5 кг/т портланд-цемента, смачивают водой или крепким цианистым раствором до 8-16 % влажности, руда механически перекатывается и выдерживается определенное время перед формированием штабеля. Добавляемый цемент обычно обеспечивает щелочную среду, необходимую для цианирования. После окускования и формирования штабеля осуществляется стандартная технология КВ.
При окусковании тонкоизмельченного материала режим и параметры гранулирования иные. Вяжущее - обычно смесь извести и цемента по 4—6 кг каждого на 1 т исходного продукта, влажность -16—22 %, время выдержки - 72 ч и более; влагу (или цианидный раствор) подают в тонкодисперсном виде или в форме капель. Аппарат для окомкования должен обеспечивать вращательное движение, а не перекатывание или перемещение. В этом случае в качестве аппаратов предпочтительнее барабаны, чем ленточные агломераторы.
Агломерация дробленой руды
Кучное выщелачивание в штате Аризона. Кучное выщелачивание серебра с предварительным окускованием организовано близ Томб-стауна, где добывают руду двух сортов - старую забалансовую и свежую рядовую с разным содержанием серебра (нижний предел -34 г/т Ag). За сутки добывают и окусковывают примерно 2000 т руды.
Руду из склада подают на дробильную фабрику, где измельчают до 12 мм в три стадии с грохочением. Сначала в щековой дробилке до -37 мм, затем во второй и третьей стадии - в коротко-конусных дробилках с грохочением. Известь (3 кг/т) как вяжущее подают для окускования на вторую стадию дробления. Дробленая руда и известь поступает на склад с небольшим увлажнением для пылеподавления.
Руду окомковывают на реверсивном ленточном окомкователе размером 1,2x7,6 м, установленном под углом 35-45°, с производительностью до 200 т/ч. Угол наклона и скорость движения ленты выбирают такими, чтобы руда успела окомковаться. В нескольких местах по длине ленты разбрызгивают воду для обеспечения влажности руды до 10—12 %. Окускованную руду складируют, со склада перевозят самосвалами на расстояние 150 м на площадку для отсыпки штабеля; размер площадки 4000 м2. Всего на этой площадке выщелачивают пять штабелей высотой 3-3,4 м, из них три находятся в разной стадии отработки, два других или готовятся к выщелачиванию, или удаляются с площадки.
Штабели орошают цианистым раствором (рН — 10,5, концентрация 1 кг/т) с расходом 0,005 л/см2. Раствор дренирует в канавы, выложенные пластиком. Цикл выщелачивания и промывки длится семь дней. Руду после выщелачивания (хвосты) перемещают на дополнительную площадку, где еще орошают цианистым раствором 1 день в месяц для доизвлечения металла. Серебро осаждается из раствора цинковой пылью. Осадок перерабатывают на месте с получением сплава Доре, который перевозят на аффинаж.
До введения операции окомкования KB осуществляли с низкими показателями: из руды крупностью -75 мм за 90 дней извлекали только 37 % серебра. Возникали серьезные проблемы с перколяцией. Окомкование позволило мельче дробить руду с дополнительным раскрытием серебра, повысив извлечение до 90 % и сократив цикл выщелачивания до 7 дней.
Окомкование хвостов
Окомкование и кучное выщелачивание золота на юге Центральной Невады. Хвосты в этом районе были переработаны с помощью окомкования и кучного выщелачивания. Хвосты образовались в результате работы золотоизвлекательного завода по схеме с цианированием еще в начале века. Руда была с большим содержанием сульфидов, и извлечение золота было низким. За 70 лет хвосты подверглись естественному окислению и сульфиды перешли в растворимый сульфат. Пульпа с содержанием 50 % твердого компонента имеет рН — 1,7. Хвосты крупностью -0,074 мм составляют 65 %, содержание золота - 2,7 г/т. Максимальное извлечение золота цианированием с перемешиванием достигает 83 %.
Хвосты погрузчиком перевозили на фабрику окомкования, они поступали в бункер, оттуда — на барабанный окомкователь (2,6x6,7 м), основой которого был барабан для подогрева асфальта. Барабан вращался с частотой 10,5 об/мин, угол наклона его в сторону разгрузки 4°, имел внутренние лопатки - лифтеры из транспортерной ленты. По центру барабана располагалась труба для капельного орошения на 3/4 всей длины. Через эту трубу подавался известково-цементный раствор для обеспечения влажности материала 12—14 %. Расход извести - 25 кг/т, цемента - 5 кг/т. Большое количество извести необходимо для перехода рН от 1,7 до 10,5.
На расстоянии 1,2 м от разгрузки внутри барабана был сделан порог высотой 30 см для увеличения времени пребывания материала в барабане. Свежие окатыши бережно перевозили и некоторое время выдерживали.