
«Материаловедение и технология материалов»








Государственное образовательное учреждение
высшего профессионального образования «Академия гражданской защиты»
Министерства по делам гражданской обороны, чрезвычайным ситуациям
и ликвидации последствий стихийных бедствий
Донецкой Народной Республики

С.А.Онищенко
ПРАКТИКУМ
по дисциплине
«Материаловедение и технология материалов»
Государственное образовательное учреждение
высшего профессионального образования «Академия гражданской защиты»
Министерства по делам гражданской обороны, чрезвычайным ситуациям
и ликвидации последствий стихийных бедствий
Донецкой Народной Республики
С.А.Онищенко
ПРАКТИК
ПРАКТИКУМУМ
по дисциплине
«Материаловедение и технология материалов»
Рассмотрен:
на заседании кафедры
естественнонаучных
дисциплин
Протокол № 5 от 18.12.2019г.
Утвержден:
учебно-методическим советом
ГОУВПО«Академия
гражданской
защиты» МЧС ДНР
Протокол № от
Донецк – 2020
УДК: 621.771
ББК 30.3
Онищенко С.А. Материаловедение и технология материалов: практикум по дисциплине для обучающихся по направлению подготовки 20.03.01 Техносферная безопасность (профиль – Пожарная безопасность) и специальности 20.05.01 «Пожарная безопасность». - Донецк: Академия МЧС ДНР, 2019. –327 с.
Практикум написан в соответствии с требованием государственного образовательного стандарта преподавания общепрофессиональных дисциплин: «Материаловедение и технология конструкционных материалов». В практикуме подробно рассмотрены виды и свойства конструкционных материалов, теоретические и практические вопросы термохимического воздействия на эти свойства, основные процессы получения машиностроительных деталей, В 4-9 главах подробно рассмотрены вопросы основных технологических процессов технологии материалов. Практикум – учебное издание, содержащее практические задания и упражнения, способствующие усвоению пройденного материала по дисциплине, примеры задач и упражнений, рекомендации по выполнению лабораторных и практических работ, дидактические материалы и тому подобное.
При рассмотрении каждого процесса основной упор делается на: описание основных схем обработки; технологических особенностей, технологических возможностей способа; технологические требования, предъявляемые способом к заготовкам. Даны практические рекомендации по выбору способа и режима обработки
Практикум рассчитан на студентов очной и заочной формы обучения, будет полезна для аспирантов, инженеров, научных работников.
Разработал: доцент кафедры естественнонаучных дисциплин
Онищенко С.А.
Рецензент: доцент кафедры математических дисциплин Михайлов Д.А.
Ответствееный завыпуск: заведующий кафедрой естественнонаучных дисциплин доцент Мнускин Ю.В.
Содержание
Ввведение………………………………………………………………….........5
Практическое занятие №1 Практическое изучение физико-механических свойств материалов и методов их исследования………………………...……..6
Практическое занятие № 2 Практическое изучение металлов и сплавов...21
Практическое занятие № 3 Практическое изучение производства металлов………………………………………………………………………….61
Практическое занятие № 4 Практическое изучение неметаллических и комкомпозиционных материалов……………………………………………....94
Практическое занятие № 5 Практическое изучение поведения материалов
в особых условиях……………………………………………………………..156
Практическое занятие № 6 Практическое изучение современных материалов………………………………………………………………………220
Практическое занятие № 7 Практическое изучение обработки металлов давлением……………………………………………………………………….227
Практическое занятие № 8 Практическое изучение размерной обработки металлов………………………………………………………………………...251
Практическое занятие № 9 Практическое изучение неразъёмных соединений металлов………………………………………………………………..288
Заключение.......................................................................................................325
Библиографический список…………………………………………............326
Введение
Практикум подготовлен в соответствии с требованием государственного образовательного стандарта преподавания общепрофессиональных дисциплин: «Материаловедение и технология конструкционных материалов».
Практикум предназначен для обучающихся по специальности 20.05.01 «Пожарная безопасность» и направлению подготовки 20.03.01 «Техносферная безопасность» (профиль – Пожарная безопасность).
В практикуме рассмотрено кристаллическое строение металлов, процессы кристаллизации, пластической деформации и рекристаллизации. Изложены современные методы испытаний и критерии оценки конструктивной прочности материалов, определяющие надежность и долговечность изделий. Описаны фазы, образующиеся в сплавах, и диаграммы состояния. Описаны современные конструкционные материалы. Большое внимание уделено теории и технологии термической обработки. Рассмотрены современные и перспективные технолоические способы (применяемые в единичном, серийном и массовом производствах): получения и переработки конструкционных материалов; новых технологических материалов;изготовления заготовок и деталей машин литьем, методами пластической деформции, сваркой, резанием и другими способами. При рассмотрении каждого способа основной упор делался на описание основных схем обработки; технологических особенностей, технологических возможностей способа; технологические требования, предъявляемые способом к заготовкам. Даны практические рекомендации по выбору способа и режима обработки.
Практическое занятие 1. Практическое изучение физико-механических свойств материалов и методов их исследования
Силы, действующие между элементарными частицами в кристаллах
В твердом состоянии многие вещества имеют кристаллическое строение. Оно характеризуется фиксированным расположением элементарных частиц в пространстве с образованием кристаллической решетки. Некоторые вещества не имеют строгого порядка в расположении элементарных частиц и называются аморфными. По строению и свойствам такие вещества (углеводороды с большой молекулярной массой (гудрон), а также при определенных условиях металлы) похожи на очень густую жидкость.
Образование кристаллической решетки обусловлено действием сил, имеющих электростатическую природу (рис. 1.1).
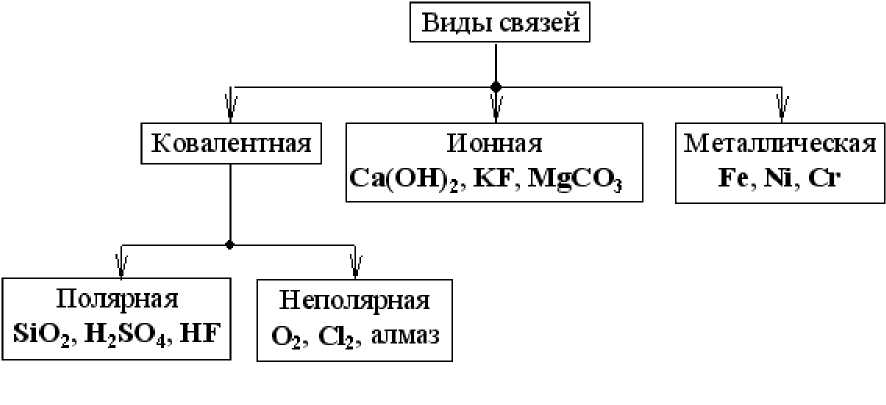
Рис. 1.1. Классификация основных типов связей в твердых кристаллических телах
Ковалентная и ионная связи возникают за счет образования общих электронных облаков между атомами элементов, входящих в состав соединения. Помимо этого в случае ковалентной полярной и, особенно, ионной связей происходит смещение электронной плотности. При этом электронная плотность смещается к ядру атома элемента с большей электроотрицательностью.
Металлический тип связи характеризуется обобществлением валентных электронов в объеме всего кристалла и образованием “электронного облака”.
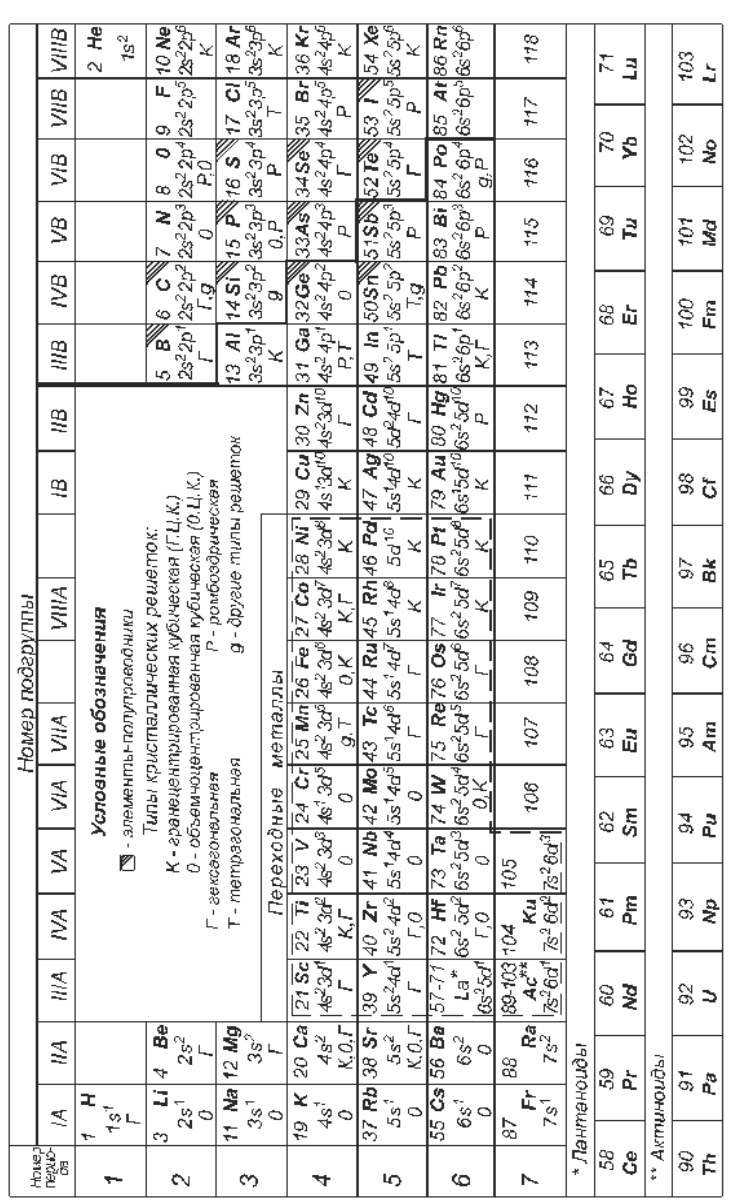
Среди металлов встречаются s,р и d элементы (таблица Менделеева). Как известно, устойчивая конфигурация s подуровня 2, р - 6 и d - 10 электронов. Если у элемента незаполнен соответствующий подуровень, то его электроны являются валентными и участвуют в образовании связи. Среди металлов повышенной прочностью обладают d элементы, у которых в образовании связи участвуют не только s электроны, но и электроны d подуровня.
Практическая работа 1.1.Проведение статических испытаний образцов
Испытания на растяжение
В этих испытаниях создается однородное напряженное состояние по сечению образца (гладкого цилиндрического или плоского), и материал находится под действием нормальных и касательных напряжений. Доля нормальных напряжений является преобладающей; величина максимальных касательных напряжений составляет половину от максимальных нормальных растягивающих. Такое испытание называется «жестким».
Приводимые в литературе сведения о механических свойствах материалов указываются в большинстве случаев для условий определения на растяжение гладких образцов.
Для испытаний на растяжение применяют цилиндрические или плоские образцы, форма и размеры которых установлены ГОСТ 1497 (рис. 1.2, табл.1.1).

Рис. 1.2. Форма и размеры образцов для испытаний на растяжение: а — цилиндрический образец; б — плоский образец.
Таблица 1.1
Стандартные образцы для испытаний на растяжение
| Образец | Расчетная длина l0,мм | Сечение образца,мм | Диаметр цилиндрического образца d0, мм | Симводы для обозначения кратности образца (относительного удлинения |
| Нормальный Длинный Короткий | 200 100 | 314 314 | 20 20 | δ10 δ5 |
В испытаниях на растяжение определяют характеристики прочности: временное сопротивление (предел прочности) σв, предел текучести σт (σ0,2) и реже предел пропорциональности σпц и характеристики пластичности: относительное удлинение δ относительное сужение ψ.
Испытания выполняют на машинах механического или гидравлического действия. Они автоматически фиксируют величины приложенной нагрузки и изменения длины образца (диаграмма растяжения); запись выполняется в увеличенном масштабе.
Образцы нагружают на машине плавно возрастающей нагрузкой Р.Сначала удлинение образца возрастает пропорционально прилагаемой нагрузке. Затем, после достижения определенной величины нагрузки, начинает нарушаться прямолинейная зависимость между нагрузкой и
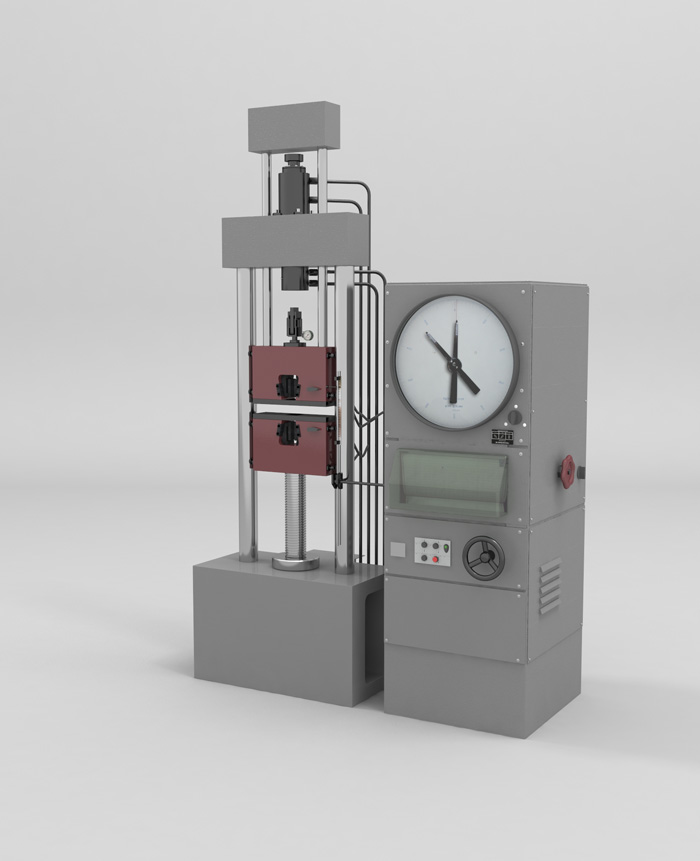
Рис. 1.3. Разрывная машина
удлинением образца. Условное напряжение, отвечающее началу отклонения от линейной пропорциональной зависимости между напряжением и деформацией, называется пределом пропорциональности σпц и равно отношению нагрузки Рпц к начальной площади поперечного сечения образца:
σпц =Рпц/ F нач , Па
Величину Рпц, по которой находят предел пропорциональности, можно также с некоторым приближением определить графически на диаграмме растяжения 1.4.
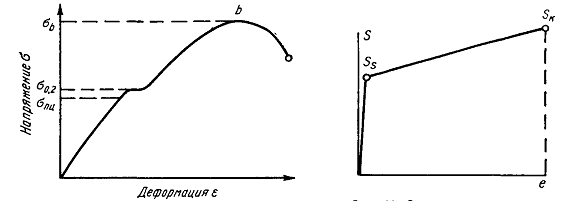
| Рис.1.4.Схематическая диаграмма растяжения образцов из пластических материалов | Рис.1.5.Схематическая диаграмма истинных напряжений при растяжении |
При нагружении до предела пропорциональности отношение между напряжением о и удлинением образца е определяется по закону Гука:
откуда:
Модуль упругости Е является постоянной материала и на диаграмме растяжения характеризует крутизну подъема кривой деформации. Чем больше модуль упругости, тем меньшую деформацию получает материал при одинаковом напряжении и тем больше его жесткость. Каждый материал имеет определенный модуль упругости, сравнительно мало зависящий от структуры металла и его обработки. Величина модуля упругости Е для различных металлов составляет в кгс/мм2:
Стали…………20·10 3
Меди………….10·10 3
Алюминия…….7·10 3
Титана………..11·10 3
При нагружении до предела пропорциональности в металле возни кают упругие деформации. Удлинение образца при этом незначительно. Для стали, имеющей предел пропорциональности 20 кгс/мм2, удлинение в области упругих деформаций в момент приложения нагрузки составит
ε= 
т. е. величина упругой деформации не превышает в этом случае 0,1 %.
Модуль упругости меди в два раза меньше, но удлинение в области упругих деформаций тоже незначительно, так как предел пропорциональности меди ниже, чем стали.
После снятия нагрузки, не превышающей предела пропорциональности, растянутый образец сокращается практически до исходной длины.
При приложении нагрузки, близкой или большей Рпц, в металле появляется незначительная пластическая деформация; в случае снятия нагрузки образец не возвращается полностью в исходное со стояние, а получает небольшую остаточную деформацию. Условное напряжение, отвечающее появлению остаточной деформации после нагружения образца, называется пределом упругости металла.
Переход из области упругих деформаций в область пластических происходит постепенно и начинается в разных зернах металла при неодинаковых нагрузках; поэтому положение предела упругости трудно определить непосредственно на диаграмме растяжения. За предел упругости принимают то наибольшее напряжение, которое выдерживает испытуемый металл, показывая при снятии нагрузки остаточную деформацию определенной величины. В качестве технического (условного) предела упругости принимают напряжение, при котором остаточная деформация составляет 0,05 от первоначальной расчетной длины образца.
Дальнейшее увеличение нагрузки усиливает пластическую деформацию и на кривой растяжения наблюдается криволинейный уча сток.
Кривые растяжения низкоуглеродистой стали и отожженной алюминиевой и марганцовистой бронзы в отличие от остальных металлов показывают скачкообразный переход из упругой области в пластическую. Этот переход наблюдается на кривой в виде горизонтального участка (или «зуба» текучести), показывающего, что образец удлиняется почти без возрастания нагрузки Р. Наименьшее напряжение, при котором продолжается деформация образца без заметного увеличения нагрузки, называется пределом текучести (физическим).
Большинство металлов и, в частности, средне- и высокоуглеродистые стали не обнаруживают такого горизонтального участка на диаграмме растяжения. Поэтому за условный предел текучести принимают то напряжение, которое вызывает в образце остаточное удлинение, равное 0,2% начальной расчетной длины образца:
σ0,2=Р0,2/ F нач, Па.
Предел текучести можно с точностью, достаточной для технических расчетов, определить непосредственно на диаграмме растяжения, вычерчиваемой на машине, тогда как предел упругости надо определять с помощью тензометрии. Поскольку абсолютные значения пределов пропорциональности, упругости и текучести мало отличаются друг от друга, то при проектировании конструкций и деталей машин во многих случаях расчет допускаемых напряжений проводят от предела текучести.
Увеличение нагрузки выше предела текучести вызывает пластическую деформацию во всех объемах металла и его упрочнение. Поэтому нагрузка, необходимая для растяжения образца, постепенно возрастает, достигая наибольшего значения в точке b на рис.1.4. Напряжение, соответствующее наибольшей нагрузке Рь и предшествующее разрушению образца, называется временным сопротивлением (пределом прочности) при растяжении σв.
Для пластических металлов наибольшая нагрузка при растяжении соответствует не разрушению, а переходу пластической деформации от равномерной к сосредоточенной на определенном небольшом (обычно более ослабленном) участке по длине образца. В таком участке происходит местное более значительное уменьшение сечения растягиваемого образца, обнаруживаемое по образованию шейки [1]. Следовательно, предел прочности характеризует сопротивление пластической деформации. Дальнейшее приложение большей на грузки усиливает развитие пластической деформации, что значительно уменьшает сечение (развитие шейки). Вследствие этого уменьшается абсолютная нагрузка, необходимая для разрушения образца.
При определении пределов пропорциональности, упругости, текучести и прочности соответствующая им нагрузка Р относилась к начальной площади поперечного сечения образца, т. е. площади образца до испытания. Практически при растяжении образца в области упру гой деформации или близко от нее, т. е. при определении пределов пропорциональности и упругости, можно пренебречь весьма небольшим изменением площади сечения образца. Однако в области пластической деформации изменение сечения образца становится значительным; поэтому для определения пределов прочности и текучести можно относить соответствующую нагрузку не к исходной площади образца, а к его действительной площади, которую он имеет в момент приложения соответствующей нагрузки.
Напряжения, определенные по отношению приложенной нагрузки к начальной площади образца, называют условными напряжениями, а определенные по отношению к действительной площади — истинными.
На рис. 1.5 приведена схематическая кривая истинных напряжений. Предел текучести в этом случае обозначается Ss , а предел прочности, или точнее истинное сопротивление разрушению, Sk. Очевидно, что величины Ss и Sk больше величин σв и σт Это различие более значительно для пластичных металлов, получающих большую деформацию при растяжении, и незначительно для хрупких металлов. Вместе с тем различие между величинами Ss и σв в свою очередь больше, чем между величинами Ss и σт , поскольку при нагружении до предела текучести деформация образца еще не
столь значительна.
Хрупкие металлы при растяжении почти не испытывают пластической деформации. Предел текучести этих металлов по своему абсолютному значению почти такой же, как предел прочности. При достижении предела прочности происходит разрушение образца.
Измерения длины и сечения образцов после их разрушения позволяют определить пластичность испытанного материала.
Относительное удлинение δ — отношение (в процентах) приращения расчетной длины образца, остающегося после разрыва, к его начальной расчетной длине:
Абсолютное удлинение l кон — l нач, полученное при растяжении, складывается из равномерного удлинения всего образца ∆ l 1 и сосредоточенного (местного) удлинения образца в шейке ∆ l 2.
Равномерное удлинение l 1 зависит от свойств металла и пропорционально длине образца l , а сосредоточенное удлинение ∆ l 2. также зависит от свойств металла, но не зависит или мало зависит от начальной длины образца l.
Относительное сужение ψ — отношение (в процентах) наибольшего уменьшения площади поперечного сечения образца к начальной площади его поперечного сечения Fнач:
Для полимерных материалов используются такие же образцы, как и для металлов. В испытаниях этих материалов определяют главным образом предел прочности (σв),а для более пластичных также и предел текучести (σт ).
Необходимо, однако, учитывать отличия в условиях испытаний образцов из полимерных материалов по сравнению с рассмотренными выше испытаниями для металлов. Прочность этих материалов сильно зависит от длительности испытания и снижается с увеличением времени испытания. Поэтому при указании прочности полимерных материалов необходимо приводить длительность испытания (если оно было несколько больше обычных кратковременных).
Кроме того, механические свойства многих полимерных материалов зависят от поглощения ими влаги. Необходимо учитывать влажность помещения, в котором они хранятся до испытания, а затем испытываются.
Испытания на сжатие
В испытаниях на сжатие максимальные касательные напряжения значительно (вдвое) превышают величину максимальных нормальных сжимающих напряжений:  Поэтому сжатие — осевое и особенно объемное — является наиболее мягким способом нагружения.
Поэтому сжатие — осевое и особенно объемное — является наиболее мягким способом нагружения.
Испытания на сжатие наиболее пригодны для хрупких материалов, образцы которых разрушаются практически без пластической деформации, следовательно, без уширения (образования бочки), а именно для инструментальных сталей в состоянии высокой твердости (при необходимости определения предела текучести), для белых и мало- пластичных серых чугунов (а также горных пород, цементов).
Прочность указанных металлов при сжатии по указанным причинам в 1,5—3 раза выше прочности, определяемой при растяжении.
Существенно, что при сжатии можно определять предел текучести малопластичных металлов. Это выполняется при последовательном нагружении возрастающими нагрузками (или разгружении) с замером остающейся деформации.
Испытания на кручение
В испытаниях на кручение величина максимальных касательных напряже- ний близка к нормальным:  0,8. Эти испытания являются средними по жесткости по сравнению с испытаниями на растяжение и на сжатие.
0,8. Эти испытания являются средними по жесткости по сравнению с испытаниями на растяжение и на сжатие.
Прочностные свойства при кручении мало отличаются для большинства металлов от получаемых при растяжении. Тем не менее испытания на кручение, несмотря на несколько большую сложность выполнения, получают более широкое применение для пластичных, а также для малопластичных металлов из-за ряда преимуществ по сравнению с испытаниями на растяжение.
Образцы при кручении не образуют шейки, вследствие чего крутящий момент возрастает вплоть до их разрушения. Пластическая деформация протекает почти равномерно по длине образца. Это позволяет более надежно определять деформации и напряжения в очень пластичных, особенно чистых металлах. В испытаниях же на растяжение такие металлы образуют очень большую шейку; происходящее при этом неодинаковое изменение сечения растягиваемого образца затрудняет точный расчет деформаций.
Испытания на изгиб
При изгибе в соответствующих зонах образца действуют как растягивающие, так и сжимающие напряжения. Поэтому испытания на из гиб являются более мягким способом нагружения, чем растяжение, но более жестким, чем сжатие.
Эти испытания применяют для малопластичных материалов, главным образом для серых и белых чугунов, инструментальных сталей в состоянии высокой твердости, а также с целью определения влияния коррозии. Прочность этих материалов при изгибе (из-за влияния сжатой зоны) больше, чем при растяжении, но меньше, чем при сжатии.
Недостатком испытаний на изгиб (по сравнению с испытаниями на растяжение и на сжатие) является то, что при изгибе в образце создается неоднородное напряженное состояние. Это затрудняет анализ поведения металла в процессе нагружения.
Для пластичных металлов испытания на изгиб не применяют, так как образцы из этих металлов изгибаются до соприкосновения обоих концов без разрушения. Это не позволяет, как и в испытаниях на сжатие, определять сопротивление разрушению и максимальную пластичность.
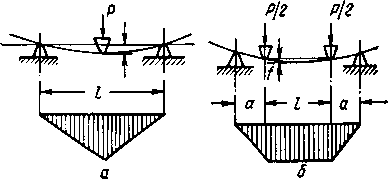
Рис.1.6. Схема испытаний на изгиб: а — сосредоточенный; б — чистый
а 6
Рис.1.7 Распределение напряжений при изгибе: а- в области упругих деформаций, б- в области пластических деформаций.
Для испытаний на изгиб применяют образцы круглого или прямо угольного (лучше квадратного) поперечного сечения, которые помещают концами на две опоры. Для устранения смятия в опорах лучше применять относительно малые нагрузки; это достигается выбором длинных образцов с соотношением l :Н >10.
Динамические испытания
Эти испытания применяют для металлов с решеткой объемноцентрированного куба и, следовательно, для сталей (главным образом пластичных конструкционных), для цинка и его сплавов, а также для некоторых полимерных материалов. Динамические испытания ценны тем, что материалы, не проявляющие хрупкости в испытаниях при растяжении, как относительно мягком способе нагружения, становятся хрупкими под действием ряда факторов, которые могут возникать в эксплуатации: большой скорости деформирования, т. е. при ударных нагрузках, при наличии надрезов или трещин, двухосного и трехосного напряженного состояния, понижении температуры и т. д.
Склонность стали к хрупкому разрушению возрастает, если она имеет повышенное содержание фосфора, крупное зерно, распределение карбидов по границам зерен, полосчатость (в последнем случае хрупкость возрастает в определенных направлениях.
Динамические испытания получают применение и для сталей в состоянии высокой твердости, в частности инструментальных.
Эти испытания излишни для сталей и сплавов с аустенитной структурой, дуралюминов, однофазных латуней и бронз; такие сплавы трудно перевести в хрупкое состояние.
Определения ударной вязкости
Ударной вязкостью ан для пластичных и а б.н для более хрупких материалов, определяемой в рассматриваемых здесь испытаниях, называется отношение работы ударного разрушения (путем изгиба) образца к площади его поперечного сечения в месте надреза (кгс.м/см2).
На рис.1.8 показан образец основного типа. Размеры образца, форма надреза и способ обработки места надреза оказывают большое влияние на результаты испытаний. Надрезы надо выполнять абразивным камнем, а в мягких металлах — фасонной фрезой с дополнительным шлифованием или доводкой дна надреза.
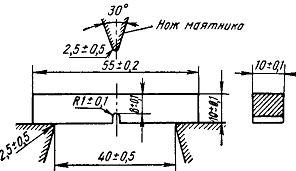
Рис.1.8 Форма и размеру образца для испытаний на ударную вязкость
Результаты испытаний зависят также от направления волоком металла; поэтому в технических условиях определяют место вырезки образца и его положение по отношению при прокатке, ковке или штамповке, в частности вдоль прокатки(продольные образцы), поперек прокатки (поперечные образцы) или в радиальном направлении.
Кроме того, например, при вырезке образцов из металла сортовых профилей (круглых, квадратных и т. п.) ось надреза у поперечных образцов может быть параллельна направлению полосчатости металла, а при вырезке образцов из листов и полос надрез должен быть перпендикулярен к поверхности проката. В процессе изготовления образцов надо избегать наклепа и нагрева, а при их термической обработке — окисления и обезуглероживания. Если последние нельзя полностью устранить при нагреве, то образец надо шлифовать после термической обработки. Рекомендуется проводить надрез после термической обработки.
Определение ударной вязкости выполняют на копрах (рис. 1.9). Разрушение выполняют маятником, свободно качающимся в опорах и имеющим нож определенной формы и размеров.
Образец устанавливают на нижних опорах копра симметрично относительно опор и так, чтобы надрез был обращен в сторону, противоположную направлению удара.
Вначале маятник поднимают в верхнее положение и закрепляют с помощью защелки. В этом положении маятник обладает потенциальной энергией U 1 = P · h 1, где Р — вес маятника;h 1 — высота подъема. Затем маятник опускают. При падении он разрушает образец и поднимается на некоторую высоту h 2, обладая энергией U 2 = P · h 2, меньшей чем P · h 1. Разность между U 1 и U 2 определяет работу, затраченную на разрушение образца.
Стрелка 4, установленная на станине копра, захватывается маятником и указывает на шкале 3 угол подъема маятника после разрушения образца.
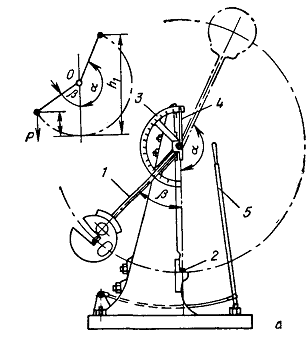
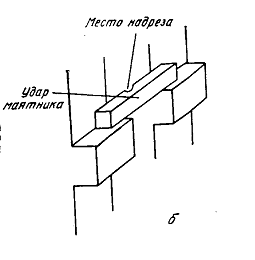
Рис.1.9.Схема маятникового копра (а); положение образца при испытаниях (б): 1-маятник; 2-образец; 3-шкала, 4-стрела, 5-тормоз.
Работа разрушения Ан определяется по формуле:

где l— расстояние от оси маятника до его центра тяжести; α и β — углы подъема соответственно до и после разрушения.
Угол α принимают постоянным, переводя стрелку перед началом испытания в положение, соответствующее 0° на шкале.
Весь расчет работы разрушения можно не проводить, так как копры снабжают таблицей, в которой против каждой величины угла указаны соответствующие значения Ан.
Чем меньше работа разрушения Ан, тем более точным должно быть измерение; поэтому для образцов, показывающих небольшую работу разрушения, надо применять менее мощный копер. Удобными для испытания являются маятниковые копры, в которых можно изменять высоту подъема маятника и тем самым изменять энергию удара.
Зная работу разрушения Ан, можно определить величину ударной вязкости:
 =Ан/ F кгс·м/см2
=Ан/ F кгс·м/см2
где F — площадь поперечного сечения образца в месте надреза, см2,
В приведенной формуле работа разрушения Ан отнесена к площади поперечного сечения образца в месте надреза. Между тем удар маятника воспринимается не площадью сечения образца, а определенным объемом вокруг места надреза, в котором происходит деформация. Чем больше этот деформируемый объем, тем выше способность металла рассредоточить деформацию и больше величина ударной вязкости.
Ударная вязкость снижается при повышении прочностных свойств (если одновременно ухудшается пластичность). Однако для инженерных решений надо учитывать следующую важную особенность изменений вязкости. В сопротивлении ударному разрушению участвует, хотя и неодинаково, определенный объем материала по всему поперечному сечению образца (детали). Между тем при кручении или изгибе при однократном или циклическом нагружении максимальные напряжения создаются только в наружном слое, и серединные слои остаются почти не нагруженными. Поэтому упрочнение, создаваемое поверхностной обработкой, индукционным нагревом, холодной деформацией и в меньшей степени химико-термической обработкой, почти не снижает вязкости (кроме деталей небольшого сечения).
Ударная вязкость при динамических испытаниях изменяется при понижении температуры (в условиях, когда вязкое разрушение становится хрупким) значительнее, чем свойства, определяемые в статических испытаниях. Поэтому испытания на ударную вязкость используют для определения хладноломкости, т. е. перехода стали из вязкого в хрупкое состояние при пониженных температурах .
Практическая работа 1.2.Ознакомление с методикой измерения твердости по Роквеллу и Бринелю
Цель: научиться определять твердость металлов различными способами.
Оборудование: твердомер Бринелля; твердомер Роквелла; образцы в виде пластин или дисков из различных металлов; таблицы показателей механических свойств металлов и сплавов.
Подготовительные работы
Заранее подготавливают образцы различных металлов и сплавов, твердость которых будут определять. Образцы изготавливают в виде пластин или дисков с параллельными плоскостями. Толщина пластин или дисков зависит от предполагаемой твердости металла. Так, толщина образцов из мягких сталей, алюминия, меди должна быть не меньше 6 мм, из других сталей, дюралюмина, силуминов, никеля, бронз, латуней - не менее 4 мм.
Поверхность образцов очищают от окалины и других посторонних веществ. На ней не должно быть вмятин, следов от ударов, раковин.
Содержание работы
Твердостью металла называют его способность сопротивляться проникновению в него другого, более твердого тела. Твердость металлов определяют, замеряя деформации в поверхностном слое металла при вдавливании в него шарика или индикатора (деталь в виде острия) под действием регламентированной нагрузки.
Определение твердости по Бринеллю. Твердость металла по Бринеллю оценивают по диаметру отпечатка на поверхности испытуемого металла, оставленного вдавливаемым шариком.
Твердость определяют с помощью твердомера Бринелля (рис. 1.10).
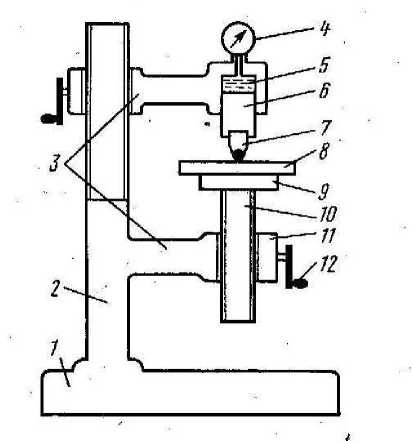
Рис.1.10.Твердометр Бринелля.
1- станина; 2 - колонна; 3- консоли;
4 - манометр; 5 - гидроцилиндр;
6 - поршень; 7- сменный наконечник;
8 - испытуемый образец; 9-рабочий стол; 10-червячный винт; 11-червячный редуктор; 12 - рукоять.
Испытуемый образец 8 кладут на рабочий стол твердомера 9 так, чтобы центр отпечатка отстоял от края образца не менее чем на 2,5 диаметра предполагаемого отпечатка (для меди и алюминия 3,06), а расстояние между центрами двух соседних отпечатков должно быть не менее 4,06, а для меди и алюминия 6,06. Вращением рукоятки 12, насаженной на червячный вал редуктора 11, поднимают стол 9 с образцом 8. При этом шарик наконечника вдавливается в поверхностный слой образца 8. Одновременно наконечник через поршень 6 сжимает в гидроцилиндре 5 масло, давление в котором определяют по манометру 4 .
Шарики наконечника - съемные, изготовлены из термически обработанной стали с твердостью, определенной по методу Виккерса не менее ИУ 850. Диаметр применяемых шариков 2, 5 и 10 мм. Для образцов, толщина которых указана в описании подготовительных работ, используют шарики диаметром 10 мм. Загружают образец равномерно, что достигается плавным вращением рукоятки со скоростью примерно один оборот в секунду. После того как нагрузка достигнет требуемой величины, ее выдерживают определенное время. Размер нагрузки и время выдержки под нагрузкой образца зависит от твердости металла и толщины испытуемого образца (табл. 1.2).
Таблица 1.2
Размер нагрузки и время выдержки под нагрузкой при диаметре шарика 10 мм
| Материал | Интервал твердости в числах Бринелля | Нагрузка на шарик Р, кгс | Выдержка под нагрузкой, с |
| Черные металлы (мягкие стали) | 140 | 1000 | 10 |
| Черные металлы (мягкие стали) | 140-450 | 3000 | 10 |
| Никель, дюралюмины, силумины, латуни, бронзы | 35-130 | 1000 | 30 |
| Алюминий, медь | 8-35 | 250 | 60 |
Нагрузку на образец определяют по показанию манометра 4, который в некоторых случаях градуирован на величину нагрузки в кгс. Требуемое показание манометра устанавливают по формуле:
М=Р/Бп, где М - показание манометра, кгс/см2; Р - требуемая нагрузка по таблице 1.2, кгс; Бп - площадь поршня цилиндра, см2.
После того как время выдержки истечет, нагрузку снимают, вращая рукоять 12 в обратном направлении. Образец снимают со стола 9 и замеряют диаметр отпечатка отсчетным микроскопом, который входит в комплект прибора. Замер производят с погрешностью не более 0,01 мм. Твердость металла характеризуется числом твердости по Бринеллю НВ, которое определяют по формуле:
НВ=P/S= 2P/(πD (D-√ D2-d2) ,кгс/мм2 (1.2)
где Р - усилие, действующее на шарик, кг;
S- площадь поверхности отпечатка, мм;
D- диаметр шарика, мм.;
d. - диаметра отпечатка, мм;
НВ - твердость по Бринеллю.
Например, при измерении твердости шариком диаметром 10 мм под нагрузкой 3000 кгс, выдерживаемой в течение 10 с, число твердости по Бринеллю выражается символом НВ, например НВ 180. При других параметрах испытания их символ дополняется индексом. Например, НВ 5/750/30-200, что означает число твердости по Бринеллю 200 при испытании шариком диаметром 5 мм, под нагрузкой 750 кгс, приложенной в течение 30 с.
К прибору Бринелля прилагается таблица, в которой число твердости по Бринеллю указано в зависимости от диаметра отпечатка и нагрузки. При наличии таких таблиц подсчеты по формуле (2.2) можно не делать.
Результаты испытания записывают в тетрадь.
Определение твердости по Роквеллу. Твердость металлов по Роквеллу оценивается глубиной проникновения в него наконечника (алмазного конуса или стального шарика), вдавливаемого с определенной силой. За условную единицу твердости по Роквеллу принята величина, соответствующая проникновению наконечника на 0,002 мм.
Твердость определяют на рычажном твердомере Роквелла (рис. 1.11).
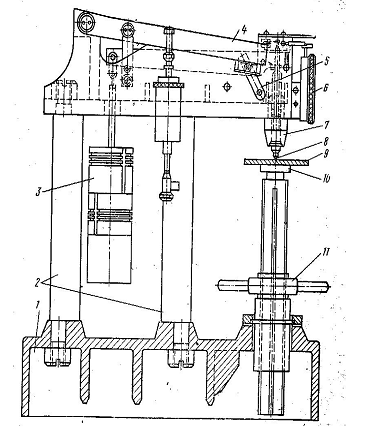
Рис.1.11.Твердометр Роквелла.
1 - станина , 2 - колонны, 3 - груз, 4 - рычажное устройство, 5 - рукоять включения,6 - индикатор, 7 - сменный наконечник, 8 - стальной шарик или индектор (алмазный конус), 9 - испытуемый образец, 10 - рабочий стол, 11 - маховик
Сменные наконечники 7 прибора оканчиваются стальным шариком диаметром 1,588 мм или индентором 8, представляющим собой алмазный конус.
На циферблате индикатора 6, по которому определяют число твердости, нанесены три шкалы: А, В, С. Шкала А служит для отсчетов при испытаниях алмазным конусом под общей нагрузкой 60 кгс. Число твердости в этом случае обозначается индексом HRA; пределы измерений HRA 70 - 90 единиц твердости. По шкале С твердость измеряют при том же наконечнике, но при общей нагрузке 150 кгс. Пределы измерений HRC 20 - 67. Шкала В предназначена для отсчетов при испытаниях шариком с общей нагрузкой 100 кгс. Пределы измерений по этой шкале HRB 25 - 100.
Наименьшая цена деления индикатора на всех шкалах равна 0,5 единиц твердости, что соответствует проникновению на 0,001 мм.
Твердость определяют в такой последовательности. В зависимости от ориентировочно ожидаемой твердости металла вставляют наконечник 7 и подвешивают груз 3. Образец 9 устанавливают на рабочий стол 10 твердомера таким образом, чтобы расстояние от отпечатка до края и до предыдущего отпечатка было не менее 30 мм.
Общая нагрузка на наконечник Р складывается из предварительной Р0 и основной Р1. Предварительная нагрузка Р0, которая во всех случаях равна 10 кгс, создается путем приближения образца к неподвижному наконечнику с помощью вращения маховика 11.В этот момент, когда предварительная нагрузка достигнет 10 кгс, маленькая стрелка индикатора совпадет с красной точкой, нанесенной на его циферблате. Затем, вращая обойму индикатора, совмещают его большую стрелку с нулевой точкой.
После этого рукояткой 5 плавно отводят опоры от рычажного устройства 4, передавая тем самым нагрузку от груза 3 через рычажное устройство на наконечник 7. Проникновение индикатора 8 наконечника в образец фиксируется по одной из шкал 9 индикатора. Для этого через 1-3 с после резкого замедления движения стрелки индикатора снимают основную нагрузку. Отсчет берут при продолжающемся действии предварительной нагрузки. Погрешность отсчета не более +-0,5 единиц шкалы. Взяв отсчет, снимают предварительную нагрузку. Результаты испытания записывают в отчет по форме.
Практическое занятие 2. Практическое изучение металлов и сплавов
Практическая работа №2.1 Макроскопический и микроскопический структурный анализ
Цель работы: ознакомиться с назначением, сущностью и методикой проведения макроскопического и микроскопического анализа структуры металлов и сплавов.
Введение
Для изучения строения и свойств металлов и превращений, происходящих в них, применяют различные методы исследований. Одни из них позволяют определить температуры, при которых происходят превращения, по тепловому эффекту (термический анализ) или характеризовать условия превращения, а также структуру металла по изменению физических или механических свойств (определения объемных изменений, магнитных свойств, механические испытания и т.д.).
Другие, называемые структурными методами (макроскопический, микроскопический и рентгеновский анализ), позволяют определить структуру металлов и отдельные ее составляющие, имеющие размеры от видимых невооруженным глазом до межатомных (10-8 см). По изменению структуры можно изучать превращения, происходящие в металлах при изменении их химического состава и условий обработки.
Каждый из перечисленных методов позволяет получить необходимые и важные сведения о строении и свойствах изучаемых металлов, но вместе с тем не всегда может дать полную характеристику изучаемого металла и условий его обработки. Поэтому при исследовании обычно применяют не один, а несколько методов анализа, которые дополняют друг друга при оценке сложной природы металлов.
Макроскопический анализ
Макроскопическим структурным анализом (макроанализом) называется метод исследования строения металлов и сплавов невооруженным глазом или через лупу при увеличении до 30-40 раз. Строение металлов, изучаемое при помощи макроанализа, называется макроструктурой.
Макроструктуру можно изучать непосредственно на поверхности отливки, поковки, детали или по излому. Чаще всего макроструктура изучается на макрошлифах.
Макрошлифом называется специально подготовленная к макроисследованию часть детали, поковки, отливки и т.д. Если деталь небольшая, то ее разрезают на две части, если большая, то из нее вырезают фрагмент (темплет), у которого хотя бы одна поверхность плоская. Данная поверхность подвергается шлифовке наждачной бумагой путем последовательного перехода от грубого номера к тонкому; каждый раз макрошлиф поворачивают на 90°. Шлифовку в одном направлении ведут до тех пор, пока не исчезнут риски, появившиеся от шлифования предыдущим номером бумаги. Шлифование можно вести вручную или на специальном станке. Дальнейшая обработка темплетов зависит от целей исследования.
Место вырезки и ориентацию предназначенной для исследований плоской поверхности темплета выбирают в зависимости от назначения детали и целей исследования. Например, для катаных профилей обычно вырезают два темплета с продольной относительно направления прокатки и поперечной ориентацией исследуемой поверхности.
Макроанализ не позволяет определить всех особенностей строения, поэтому он часто является не окончательным, а лишь предварительным видом исследования. По данным макроанализа можно выбрать те участки изучаемой детали, которые надо подвергнуть дальнейшему, более подробному микроскопическому исследованию.
Существуют несколько способов макроанализа, различающихся главным образом по задачам, поставленным при исследовании конкретных деталей.
Изучение излома. При изучении вида излома можно установить характер разрушения изделия (хрупкое, вязкое или усталостное) и таким образом судить о пластических свойствах материала.

Рис.2.1 Виды изломов
Хрупкий излом (рис. 2.1, а) имеет кристаллическое строение. В изломе обычно видно форму и размер зерен металла, так как он происходит без значительной пластической деформации.
Вязкий излом (рис. 2.1, б) имеет характерное волокнистое строение (последнее не следует путать с волокнистостью, формируемой при обработке давлением). Форма и размеры зерен при вязком изломе значительно искажены, поскольку разрушение в этом случае сопровождается большой пластической деформацией.
Усталостный излом (рис. 2.1, в) всегда имеет две зоны разрушения: усталостную с мелкозернистым, фарфоровидным, зачастую ступенчато-сложным строением, иногда с отдельными участками блестящей, как бы шлифованной поверхности, и зону долома, которая может иметь характер вязкого или хрупкого разрушения в зависимости от свойств металла.
Выявление дефектов, нарушающих сплошность металла (раковины, трещины, крупные неметаллические включения). Этот способ макроанализа позволяет обнаружить усадочную рыхлость, газовые пузыри, пустоты, трещины, неметаллические включения и другие дефекты в литом состоянии или после обработки давлением, или в сварных швах. Для выявления указанных дефектов в слитках, отливках, катаных и кованых заготовках чаще применяют макрошлифы, изготовленные в поперечных сечениях, а в сварных швах - макрошлифы, изготовленные в продольном сечении.
Грубые дефекты - различного рода нарушения сплошности металла (усадочная рыхлость, раковины, крупные поры, трещины) - легко обнаруживаются сразу после вырезки темплета (рис.2.2).

Рис.2.2.Пористость литых заготовок
Для выявления мелких дефектов, дендритной структуры, ориентации волокна, зональной ликвации и других особенностей макроструктуры темплет шлифуют и подвергают глубокому или поверхностному травлению.
Глубокое травление применяется главным образом для макроанализа слитков и проката. Реактивы глубокого травления действуют неодинаково на отдельные участки металла. На участках с более развитой и активной поверхностью (поры, раковины, трещины), а также неоднородных по составу и структуре, вследствие ликвации макрошлифы
имеют избирательно протравленную поверхность (обычно более темную). В качестве реактива для конструкционных сталей чаще всего используется 50%-ный водный раствор соляной кислоты.
Реактивы поверхностного травления хорошо выявляют сравнительно крупную пористость и другие дефекты, а также характер ликвации и волокнистости металла. Эти реактивы просты в обращении. Поэтому они широко используются, особенно при макроанализе деталей из низко- и среднеуглеродистых сталей. Наиболее часто применяют реактив, содержащий 53 г хлористого аммония NH4Cl и 85 г хлористой меди CuCl2 на 1000 мм воды (реактив Гейна).
После промывки водой макрошлиф на одну минуту погружается шлифованной поверхностью в раствор. При этом происходит обменная реакция: железо вытесняет медь из водного раствора, и она оседает на поверхности шлифа. На участках, в которых обменная реакция не имеет достаточного развития (трещины, раковины, поры, неметаллические включения, а также зоны, обогащенные фосфором, серой и углеродом), медь осаждается слабо и происходит более интенсивное их растравление. После промывания под струей проточной воды указанные области приобретают более темную окраску по сравнению с бездефектными участками и с зонами с меньшим содержанием Р, S и С.
Определение структуры металла, сформировавшейся при первичной кристаллизации.
Данный способ макроанализа применяется для изучения строения металлов в литом состоянии и проводится с применением реактивов глубокого травления.
Определение химической неоднородности сплава (ликвации).
Сера, фосфор и углерод в процессе кристаллизации имеют склонность к неравномерному распределению по сечению слитка, что сильно сказывается на свойствах отдельных его участков. Это явление, называемое ликвацией, не устраняется последующей обработкой. Разновидности ее - неоднородность химического состава по сечению слитка (зональная ликвация) и объему кристаллов (дендритная ликвация).
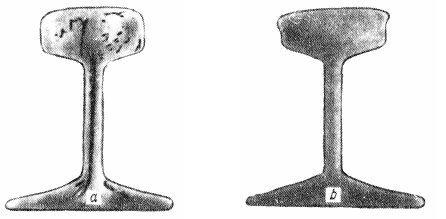
Рис. 2.3. Распределение серы в стали: а - ярко выраженная ликвация; б - равномерное распределение
Для определения общей химической неоднородности (ликвации) по распределению отдельных элементов (серы, фосфора и углерода) в сечении заготовки (детали) применяется травление исследуемой поверхности макрошлифа реактивами поверхностного травления. Для этой цели обычно используется реактив Гейна.
Для выявления характера распределения серы по сечению детали применяют метод снятия отпечатка на серу по методу Баумана.
В стали сера присутствует в виде сульфидов FeS и MnS. Распределение их в сечении макрошлифа можно установить по отпечатку на бромсеребряной фотобумаге. Для указанных целей на поверхность макрошлифа на 3 мин помещают лист фотобумаги, предварительно смочив ее 5-10 %-ным раствором серной кислоты (эмульсия должна быть обращена к исследуемой поверхности). Фотобумагу слегка приглаживают рукой или резиновым валиком для удаления из-под нее пузырьков воздуха, так как последние оставляют белые участки. По истечении выдержки фотобумагу снимают, промывают водой, фиксируют в растворе гипосульфита и снова промывают. Во время контакта фотобумаги с макрошлифом между сульфидами, серной кислотой и бромистым серебром, которое входит в состав фотоэмульсии, произойдут следующие химические реакции:
FeS + H 2 SO4 = H 2 S + FeSO4,
MnS + H2 SO4 = H 2 S + MnSO4,
2 AgBr + H2 S = Ag2 S + 2HBr.
В местах с повышенным содержанием серы имеет место более интенсивное выделение сероводорода H2S. Соответственно, напротив этих участков в эмульсионном слое фотобумаги образуется Ag2S. Наличие на фотобумаге темных включений Ag2 S указывает форму и характер распределения сульфидов по сечению макрошлифа (рис.2.3).
Определение неоднородности строения металла (волокнистости), обусловленной обработкой давлением. После обработки давлением внутреннее строение металлов и сплавов получается более плотным, чем после литья, так как в процессе горячей обработки давлением частично уничтожаются пористость, рыхлость, трещины и т. д.
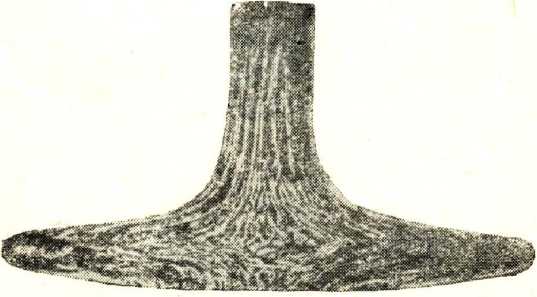 Рис. 2.4. Макроструктура правильно отштампованного клапана
Рис. 2.4. Макроструктура правильно отштампованного клапана
|
В процессе обработки давлением структурные составляющие, а также неметаллические включения дробятся и вытягиваются вдоль направления деформации, образуя продольную волокнистость. Механические свойства металла оказываются различными в зависимости от направления волокна. Ударная вязкость поперек волокна в 3-4 раза выше, чем вдоль волокна. Для деталей, работающих при повышенных удельных нагрузках (коленчатые валы, клапаны, зубчатые колеса и т. д.), необходимо, чтобы волокна располагались параллельно контуру детали. Это достигается правильным выбором способов обработки давлением (рис. 4.4).
Для выявления волокнистости обычно используются реактивы поверхностного травления. Макрошлифы при этом изготавливаются в продольном направлении.
Поскольку в образовании волокнистости участвуют и сернистые включения (сульфиды), то удовлетворительные результаты получаются и при использовании метода отпечатков на фотобумаге.
Определение неоднородности состава и структуры, возникших после термической или химико-термической обработки. Детали, которые должны иметь высокую поверхностную твердость при сохранении вязкой, пластичной сердцевины, обычно подвергаются поверхностной закалке или химико-термической обработке, т.е. поверхностному насыщению углеродом (цементации), азотом (азотированию) или совместным насыщением углеродом и азотом (цианирование) и т.д. с последующей термической обработкой или без нее. Макроанализ позволяет определить глубину и характер распределения закаленного, цементованного, азотированного, цианированного слоя. Для замера толщины за каленного слоя исследуют обычно излом образцов малого сечения после закалки (закаленный слой имеет более мелкое зерно и матовый шелковистый излом). Толщину этого слоя можно определить невооруженным глазом или с помощью лупы. Из образцов большого сечения после закалки изготавливают макрошлиф. Исследуемое сечение подвергают глубокому травлению, закаленный слой при этом приобретает более темную окраску.
Микроскопический анализ
Микроскопическим структурным анализом (микроанализом) называется метод исследования структуры металлов и сплавов с помощью оптического или электронного микроскопов.
Внутреннее строение, или структура металлов, изучаемая при помощи
микроскопа, называется микроструктурой. Между микроструктурой и свойствами металлов и сплавов существует прямая качественная и количественная зависимость. Поэтому в практике металловедения микроанализ является широко распространенным методом изучения строения металлов и сплавов.
Изучение микроструктуры производят на специально подготовленных для микроанализа образцах, называемых микрошлифами.
В отличие от макрошлифов, размеры микрошлифов ограничены. Стандартным размером считается микрошлиф с площадью сечения 1 см2 (рис. 2.5, а). На практике часто приходится изготавливать шлифы меньших и больших размеров. При изготовлении шлифов из мелких деталей, например из проволоки, или при исследовании края образца шлиф 1 заливают легкоплавким сплавом, серой, пластмассой (рис.2.5, б) или зажимают в специальные струбцинки (рис.2.5, в). Твердость материала струбцинки
выбирается выше твердости исследуемого образца.
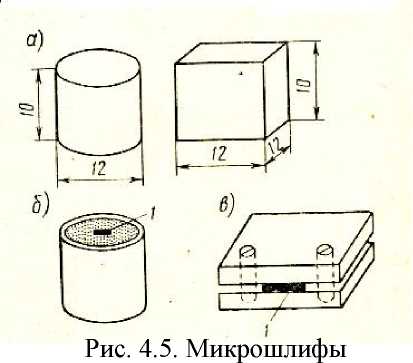
Рис.2.5 Виды микрошлифов
Приготовление микрошлифов включает вырезку образца из исследуемого участка материала с последующей его шлифовкой, полировкой и травлением.
Образцы должны правильно характеризовать свойства изучаемого металла, поэтому их отбор производится в соответствии с задачей исследования. Так, при исследовании заготовок, полученных прокаткой, волочением или ковкой, с направленным расположением зерен в металле желателен отбор образцов в поперечном и в продольном направлении, так как только в этом случае можно правильно оценить форму и характер распределения структурных составляющих.
Шлифовка образцов производится на металлографической абразивной бумаге с постепенным переходом от бумаги с зернистостью 125-20 мкм к бумаге с микронной зернистостью от 28-3,5 мкм. Для этих же целей можно применять специальные пасты, например, ГОИ (по зернистости выпускаются 3 сорта пасты).
Доводка образцов осуществляется на полировальном круге, обтянутом сукном или фетром, с введением в зону обработки водных эмульсий абразивов (Fe3O4; Cr2O3; Al2O3). Помимо механической полировки широко применяется метод электролитического полирования. При этом образец в качестве анода помещают в электролитическую ванну, а катодом является свинцовая, цинковая, медная или алюминиевая пластина. Плотность тока зависит от размеров и материала образца.
Полировка считается законченной, если со шлифа полностью удалены риски, видимые под микроскопом. Тщательная подготовка шлифа является необходимым условием получения четкой микроструктурной картины.
Особенности микроструктуры могут выявляться как на отполированных микрошлифах непосредственно после их приготовления, так и (главным образом) после специального травления. Разрешающая возможность микроструктурного анализа на нетравленых шлифах основана на различии отдельных структурных составляющих по цвету и физическим свойствам. Таким образом, в сталях выявляются неметаллические включения, в сером чугуне - включения графита; в медных сплавах - кристаллики свинца и т.п. Несравненно большую информацию дает исследование микроструктуры с применением травления.
Устройство оптического металлографического микроскопа
В металлографическом микроскопе при наблюдении и фотографировании металлов используется отраженный свет от непрозрачного объекта-шлифа. На оптическом микроскопе можно получить увеличение исследуемого объекта в 50-2000 раз.
Оптическая схема металлографического микроскопа приведена на рис. 2.6.
Микроскоп состоит из сложной системы линз, отдельные группы которых образуют две главные оптические системы - объектив 7 и окуляр 9 - и одну вспомогательную, связанную с источником света 1.
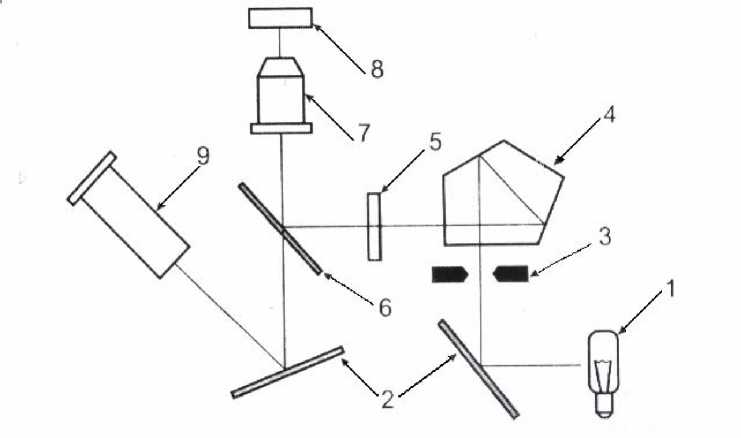
Рис. 2.6. Оптическая схема микроскопа: 1 - электрический осветитель; 2 - зеркала; 3 - апертурная диафрагма; 4 - пентапризма; 5 - светофильтр; 6 - полупрозрачное зеркало; 7 - объектив; 8 - исследуемый образец (микрошлиф); 9 - окуляр
Расстояние между фокусом объектива и окуляра называется оптической длиной тубуса l. Исследуемый шлиф помещают на предметный столик перед объективом, немного дальше его фокуса, так, что объектив дает увеличенное действительное изображение структуры. Последнее при помощи ахроматической линзы переносится в плоскость, близкую к фокусу окуляра. Окуляр расположен относительно промежуточного изображения как лупа, в результате чего окончательное изображение получается мнимым, обратным, увеличенным, отстоящим на ≈250 мм от глаза наблюдателя.
Осветительная система микроскопа состоит из лампы, которая может центрироваться относительно оптической оси, коллекторной линзы, проектирующей источник света на плоскость апертурной диафрагмы, и набора светофильтров. Апертурная диафрагма ограничивает пучок лучей, входящих в систему микроскопа. Степень раскрытия диафрагм меняется в зависимости от выбранных для работы объектива и окуляра.
Максимальное (полезное) увеличение микроскопа зависит от разрешающей способности глаза и микроскопа. Оно определяется по формуле
Мmax = d1/d2 (2.1)
где d1 - максимальная разрешающая способность человеческого глаза, равная 0,3 мм; d - максимальная разрешающая способность оптического микроскопа. Под разрешающей способностью понимается минимальная частичка, которая может быть отчетливо видна в оптическом приборе.
Разрешающая способность микроскопа зависит от длины видимого света и может быть определена по формуле
d=λ / (2 n sin α-1) (2.20
где λ - длина волны видимого света, равная 6000 A; n - коэффициент преломления; для воздуха n = 1, для кедрового масла n = 1,52;
α - угол раскрытия входящего светового пучка.
Предельная величина угла равна 90°, следовательно, sin α /2= 1.
Отсюда максимальная разрешающая способность микроскопа
d = 6000 / (2· 1,5 · 1) = 0,2 мк = 0,0002 мм, а максимальное полезное увеличение (по формуле 4.1) М max = 1500 раз.
Практически увеличение микроскопа определяется произведением увеличения окуляра на увеличение объектива: Мпрак = Моб · Мок .
Микроанализ нетравленых шлифов
В нетравленых шлифах стали на общем светлом поле с помощью микроскопа просматриваются небольшие участки поверхности в виде темных или серых точек и линий с четко очерченной границей. Эти участки могут представлять собой неметаллические включения. Их необходимо отличать от других дефектов, имеющихся на поверхности шлифа: раковин, микротрещин, царапин.
Характерные особенности наблюдаемых включений, позволяющие отнести их к той или иной группе, можно уточнить по результатам изучения шлифа с варьированием способов освещения, применением различных увеличений, а также дополнительного травления специальными реактивами.
Неметаллические включения в металле являются неизбежным результатом любого из существующих в настоящее время металлургических способов производства. Присутствие в металле даже небольшого количества неметаллических включений значительно ухудшает свойства металла, снижает его пластичность, усталостную и динамическую прочность. Это особенно существенно сказывается при неблагоприятной форме и расположении включений, образующих цепочки частиц, вытянутых по направлению деформации металла, или сетку по границам кристаллитов. В этих случаях неметаллические включения могут служить местами концентрации напряжений, вызывают внезапные разрушения или облегчают возникновение усталостных трещин при переменных нагрузках.
Вследствие хрупкости неметаллические включения могут полностью выкрашиваться при шлифовании и неосторожном полировании. На поверхности шлифа получаются углубления, кажущиеся темными, так как на них падает тень от соседних выступающих участков. Однако в этом случае трудно судить о размерах и количестве включений, так как одновременно с выкрашиванием неметаллических включений может происходить также и выкрашивание частиц металлической основы. При осторожном полировании происходит лишь незначительное выкрашивание или несколько более заметное истирание неметаллических включений; этого уже достаточно для обнаружения их под микроскопом вследствие иного, чем у металлической основы, коэффициента отражения. Для характеристики неметаллических включений целесообразно применять в микроскопе поляризованный свет.
Микроанализ протравленных шлифов
Для выявления структуры шлиф травят. При травлении микрошлифов в зависимости от химического состава, способа обработки, а также целей исследования применяют различные реактивы. В качестве травителя для выявления микроструктуры чаще всего применяют слабые спиртовые или водные растворы кислот или щелочей, а также смеси различных кислот.
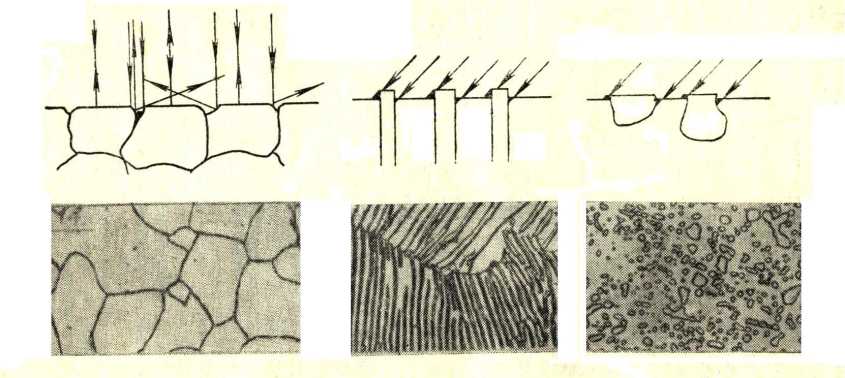
а б в
Рис.2.7. Схема, поясняющая видимость под микроскопом: а - границ зерен чистых металлов; б - структуры пластинчатого строения; в - структуры зернистого строения
Для выявления структуры шлиф травят. При травлении микрошлифов в зависимости от химического состава, способа обработки, а также целей исследования применяют различные реактивы. В качестве травителя для выявления микроструктуры чаще всего применяют слабые спиртовые или водные растворы кислот или щелочей, а также смеси различных кислот.
Любой металл или сплав является поликристаллическим телом, т.е. состоит из большого числа различно ориентированных кристаллитов или зерен. На границе зерен (даже чистейших металлов) обычно располагаются различные примеси. Кроме того, граница зерен имеет более искаженное кристаллическое строение, чем тело зерна. Под действием травителя вследствие различного потенциала зерна и его границы для чистых металлов или различных структурных составляющих для сплавов образуются микроскопические гальванические пары. Границы зерен, а также структурные составляющие с более низким потенциалом будут растворяться быстрее, чем тело зерна или структуры с более высоким потенциалом. Механические смеси различных структур (эвтектика, эвтек- тоид) травятся быстрее, чем однофазные структуры (чистые металлы, твердые растворы), так как в первом случае образуется большое количество гальванических пар.
В результате различной глубины растравливания структурных составляющих на поверхности шлифа появляется микрорельеф. При рассмотрении такого микрорельефа в металлографическом микроскопе можно увидеть тене- световую картину (рис.2.7), которая образуется в результате отражения лучей света от рельефной поверхности образца под разными углами.
Содержание и выполнение работы
Оборудование, материалы и инструмент
Для выполнения работы необходимо иметь наборы макро- и микрошлифов, химические реактивы для их травления: раствор Гейна, 4%-ный раствор серной кислоты, 3%-ный раствор азотной кислоты, а также фотобумагу, фиксаж, металлографические микроскопы.
Порядок выполнения работы
Для проведения макроанализа каждой бригаде студентов из 2-3-х человек выдается подготовленный макрошлиф.
Его исследование проводится в следующем порядке.
Выявить макроструктуру шлифа с помощью реактивов поверхностного травления. Перед травлением зачистить макрошлиф наждачной бумагой, затем шлиф промыть водой и опустить на две-три минуты шлифованной поверхностью в реактив Гейна. Осевшую на шлиф медь смыть под струей воды и тщательно просушить поверхность фильтровальной бумагой. Выявленные особенности структуры зарисовать и описать.
С протравленной поверхности шлифа изготовить серный отпечаток по Бауману. Для этого смоченный в 4%-ном растворе серной кислоты лист фотобумаги положить эмульсионной стороной на шлиф. Фотобумагу слегка пригладить рукой или резиновым валиком для удаления из-под нее пузырьков газа. Через две-три минуты фотоотпечаток снять со шлифа, промыть водой, зафиксировать в растворе гипосульфита и снова промыть водой. Выявленное распределение соединений серы описать. Фотоотпечаток приложить к одному из отчетов.
Перед проведением микроанализа студенты должны ознакомиться с устройством металлографического микроскопа и правилами пользования им.
Для проведения микроанализа каждой бригаде выдаются по 2 нетравленых микрошлифа (стальной и чугунный). Микроанализ их структуры проводится в следующем порядке.
Подготовить микрошлиф к исследованию, удалив следы предыдущего травления на полировальном станке.
Просмотреть и зарисовать структуру микрошлифов до травления, сделать выводы о качестве его подготовки, наличии неметаллических включений и по их форме - о возможном виде обработки материала шлифов.
Просмотреть и зарисовать структуру микрошлифов после поверхностного травления в 4%-ном растворе серной кислоты, сделать выводы о строении сплава.
Содержание отчета
В теоретической части отчета должны быть кратко рассмотрены следующие вопросы:
сущность макроанализа и основные методы его проведения;
сущность микроанализа, оптическая схема металлографического микроскопа.
По результатам выполнения работы в отчете должны быть представлены:
зарисовки макроструктуры шлифа с описанием и выводами;
зарисовки микроструктуры шлифов с описанием и выводами.
Вопросы для самоконтроля:
Что называют макроанализом?
Что называют макроструктурой?
Какие способы макроанализа Вам известны?
Какие особенности макроструктуры можно выявить, исследуя шлифы после поверхностного и глубокого травления?
Что можно выявить, анализируя изломы?
Как приготовит серный отпечаток по Бауману и что можно выявить с его помощью?
Что называют микроанализом?
Что называют микроструктурой?
Особенности подготовки микрошлифов.
В результате чего создается микрорельеф поверхности шлифа при выявлении микроструктуры?
Какие особенности микроструктуры выявляются до и после травления микрошлифа?
Практическая работа № 2.2 Анализ диаграммы состояния системы железо - углерод.
Цель работы:
-изучить фазовый состав сплавов системы железо - углерод в зависимости от содержания углерода и температуры;
-научиться анализировать закономерности формирования структуры технического железа и углеродистых сталей, а также структурные изменения в условиях медленного охлаждения и нагрева, пользуясь диаграммой железо - углерод;
-приобрести навыки относительно определения содержания углерода в стали по ее микроструктуре.
1.Фазы в системе железо - углерод
Основными фазами железо-углеродистых сплавов являются жидкие и твердые растворы углерода в железе, графит и цементит.
Твердый раствор внедрения углерода в α- и β - железе называют ферритом и характеризуется ОЦК решеткой. Высокотемпературный β -феррит имеет максимальную концентрацию углерода 0.1%. Максимальная растворимость углерода в α- феррите составляет 0,025% при 727°С. Феррит является мягким (около 80 НВ) и пластичным. Он ферромагнитен до 760°С и парамагнитен при более высоких температурах.
Твердый раствор углерода в γ-железе называется аустенитом. Он характеризуется ГЦК решеткой. Аустенит, стабилизированный путем легирования, имеет твердость около 200 НВ и высокую упрочняемость. В отличие от феррита, в аустените не наблюдается хладноломкость. Он парамагнитен. Грачичная растворимость углерода в аустените -2%.
Графит - одна из полиморфных модификаций углерода с гексагональной решеткой, в которой атомы расположены слоями. Между атомами углерода каждого слоя действуют сильные ковалентные связи. Слои находятся на большом расстоянии один от другого, и между ними действуют слабые поляризационные силы.
Цементит - карбид железа Fе3С со сложной орторомбической решеткой. Силы межатомной связи имеют комплексную, вероятно, ковалентно - металлическую природу. Цементит характеризуется большой твердостью (около 70 НRС ) и хрупкостью. В углеродистых железных сплавах цементит является относительно стойкой (метастабильной) фазой. Стабильной высокоуглеродистой фазой, характеризующейся минимальным значением термодинамического потенциала, является графит.
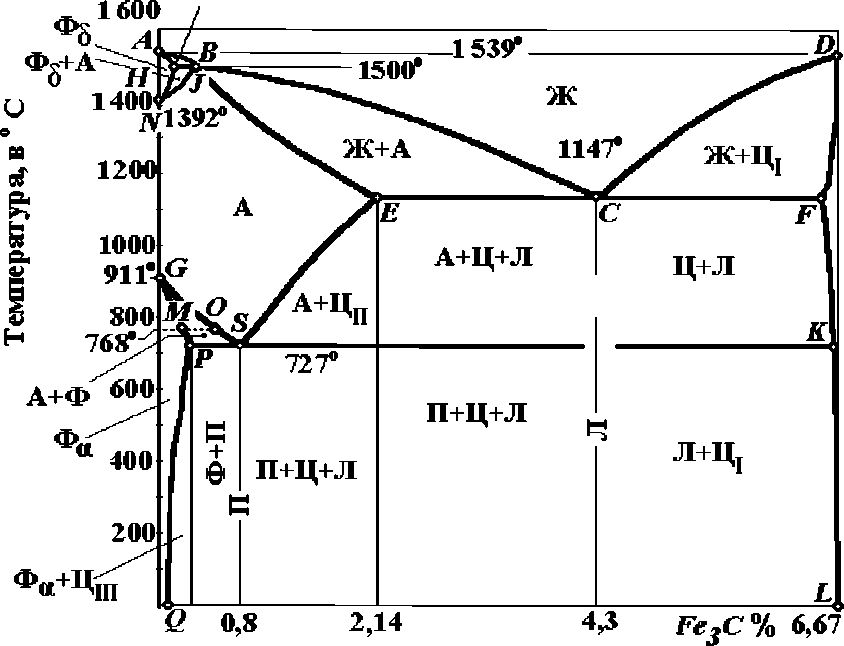
Рис.2.8 Диаграмма фазового равновесия железо-углерод стабильной (Fe-С) и метастабильной (Fe-Fe 3C) систем
Характерные точки диаграммы железо-углерод
| Точка | Температура оС | Содержание углерода, % | Точка | Температура оС | Содержание углерода, % |
| A | 1539 | 0,00 | E, | 1152 | 2,01 |
| B | 1494 | 0,53 | G | 910 | 0,00 |
| C | 1145 | 4,3 | S | 723 | 0,8 |
| C, | 1152 | 4,26 | S, | 738 | 0,68 |
| N | 1400 | 0,00 | P | 723 | 0,025 |
| H | 1494 | 0,1 | P, | 738 | 0,023 |
| J | 1494 | 0,16 | Q | 20 | 0,000 |
| E | 1145 | 2,03 | Q, | 20 | 0,000 |
Диаграмма (рис.2.8) имеет две особенности:
Во-первых, на диаграмму нанесено две системы линий : сплошные и пунктирные. Сплошные отвечают метастабильному равновесию (железо - цементит), пунктирные - стабильному (железо - графит).
Во-вторых, диаграмма представлена только до 6,67% углерода, то есть до содержания углерода в цементите.
Точка А характеризует равновесие между жидкостью и β - фазой в чистом железе, точка N равновесие β - γ , точка в - равновесие γ - α . Правее от областей существования полиморфных модификаций чистого железа расположены области соответствующих твердых растворов. Область выше линии ликвидус соответствует жидкой фазе. Правее диаграмма заканчивается вертикальными линиями, которые соответствуют однофазным областям существования цементита (метастабильная система) или графита (стабильная система). Эти области изображены в виде вертикальных линий, поскольку растворимость железа в цементите и графите очень мала.
Линия АВС (АВС'D') - линия ликвидуса, линия АHJECF (А'H'J'E'C'F' ) - линия солидуса. HJB -линия перитектического равновесия ж + β - ф + А. Линия ЕСF (Е'С'F') - линия эвтектического равновесия ж + А + Ц (Г), РSК (Р'S'К') - линия эвтектоидного равновесия А + αф + Ц (Г). Точки С (С’) и S (S ') являются соответственно эвтектической и эвтектоидной точками. В таблице приведены координаты характерных точек диаграммы.
Все сплавы системы делят на две большие группы - стали и чугуны.
3.Порядок выполнения работы
После общей характеристики диаграммы состояния железоуглеродистых сплавов, которую дают студенты в ответах на вопросы преподавателя (с использованием контрольных вопросов), каждый студент выполняет индивидуальную задачу по определению фазового состава сплавов при разных температурах и концентрациях, а также химического состава сплава по заданным соотношениям массовых количеств фаз.
При выполнении индивидуального задания необходимо:
1.Проанализировать последовательность формирование структуры при охлаждении из жидкого состояния до комнатной температуры технического железа, эвтектоидной стали, а также доэвтектоидных и заэвтектоидных сталей заданных составов.
Описание формирования структуры технического железа и сталей
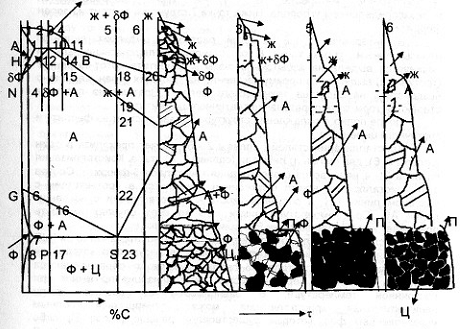
Рис.2.9 Кривые охлаждения сплавов с разным содержанием углерода
Кристаллизация сплава 1 ( приблизительно 0.02 %С ) начинается при некотором переохлаждении относительно линии АВ с образования кристаллов β -феррита ( рисунок 2. сплав 1 ). Эти кристаллы имеют вид дендритов. Содержание углерода в β -феррите увеличивается в соответствии с наклоном линии АН. а в жидкой фазе - в соответствии с наклоном линии АВ. При некотором переохлаждении относительно линии АН (точка 3) кристаллизация заканчивается Структура состоит из равноосных зерен β -феррита. Дендритная ликвация в этих сплавах обычно не выражена в связи с высокой подвижностью атомов углерода.
В сплаве 1 полиморфное превращение β → γ начинается и заканчивается при некотором переохлаждении относительно соответственно точек 4 и 5. расположенных на линиях НN и JN. Оно сопровождается перераспределением углерода между ферритом и аустенитом. При медленном охлаждении состав этих фаз изменяется в соответствии с наклоном указанных линий. Ниже точки 5 структура состоит из равноосных зерен аустенита.
Ниже точки 6 структура аустенита снова становится нестабильной Начинается полиморфное превращение γ→ α , которое протекает в температурном интервале 6…7 и также сопровождается перераспределением углерода. Ниже точки 7 структура состоит из зерен феррита.
В интервале 7... 8 твердый раствор α -феррит является ненасыщенным. Ниже точки 8 он становится перенасыщенным, и начинается выделение избыточной фазы - цементита. Этот цементит (третичный) выделяется преимущественно на границах зерен, негативно воздействуя на свойства технического железа. Поэтому на практике стараются тормозить образование третичного цементита.
После полного охлаждения структура сплава состоит из феррита и третичного цементита.
Кристаллизация сталей ( сплавы 2 - б ) может проходить в один (сплавы 5. 6), два (сплав 3) либо три (сплавы 2, 4) этапа. Кристаллизация сплавов 2 - 4 начинается с образования кристаллов β -феррита. Состав этих кристаллов во время охлаждения изменяется в соответствии с наклоном линии АН. а состав жидкости - в соответствии с наклоном линии АВ. При температуре линии HJВ во всех случаях жидкость принимает концентрацию точки В. а кристаллы - точки Н.
В условиях небольшого переохлаждения относительно линии HJВ начинается перитектическая кристаллизация, в результате которой за счет взаимодействия кристаллов β -феррита и жидкости образовываются кристаллы аустенита. Перитектическая кристаллизация протекает при постоянной температуре/ В зависимости от состава стали перитектическая кристаллизация может завершиться полным исчезновением фаз, которые существовали раньше (сплав 3), либо сохраняется избыток 5-феррита (сплав 2 ) или жидкости (сплав 4). В последнем случая имеет место третий этап кристаллизации, во время которого в температурном интервале между линиями HJB и JЕ кристаллизуется аустенит.
В сплавах 5, 6 кристаллизация происходит в температурном интервале между линиями ВС и JE. Образовываются кристаллы аустенита. Во время кристаллизации химический состав кристаллов и жидкости изменяется в соответствии с наклоном линий JE и ВС. Кристаллы аустенита растут в форме дендритов. В связи с повышенной подвижностью атомов углерода, дендритная ликвация почти не выражена.
Дальнейшее формирование структуры зависит от состава стали. В эвтектоидной стали (состав 5) аустенит остается стабильным при охлажденнии до точки S. При некотором переохлаждении относительно этой точки при постоянной температуре происходит эвтектоидное превращение, в результате которого формируется структура эвтектоида. состоящего обычно, из чередующихся пластин феррита и цементита.
Такой эвтектоид называется перлитом. Таким образом, после полного охлаждения структура эвтектоидной стали представляет собой перлит.
Во время охлаждения доэвтектоидной стали аустенит теряет свою стабильность ниже линии GS. Начинается полиморфное превращение аустенита в феррит, которое имеет место в температурном интервале между точками 16 и 17 (сплав 3). Кристаллы феррита образовываются преимущественно на границах зерен аустенита и растут обычно в форме равноосных зерен. В некоторых случаях возможно образование ферритной сетки на границах аустенитных зерен. Превращение сопровождается изменением химического состава аустенита в соответствии с линией GS. Важно подчеркнуть, что при эвтектоидной температуре аустенит всегда имеет эвтектоидное содержание углерода. При некотором переохлаждении будет иметь место эвтектоидное превращение. В результате описанных процессов структура доэвтектоидной стали будет состоять из феррита и перлита.
Путем рассуждений можно определить количественное соотношение между ферритом и перлитом в структуре доэвтектоидной стали. Для этого следует иметь в виду, что перлит образуется из аустенита, который сохраняется до эвтектоидной температуры Относительное количество аустенита и феррита при эвтектоидной температуре легко определить по правилу отрезков. С помощью аналогичных рассуждений можно решить обратную задачу - определить ориентировочно содержание углерода в стали в зависимости от соотношения в структуре феррита и перлита. Надо, однако, иметь в виду, что такой метод годен только тогда, когда наверняка известно, что охлаждение стали было медленным.
В заэвтектоидной стали ( состав 6 ) ниже линии ES аустенит становится перенасыщенным углеродом. Избыточный углерод выделяется из аустенита в виде вторичного цементита, который располагается на границах аустенитных зерен. Во время охлаждения в интервале температур между точками 22, 23 аустенит обедняется углеродом в соответствии с линией ЕS. Как и в предыдущем случае, при эвтектоидной температуре аустенит имеет эвтектоидную концентрацию и при дальнейшем охлаждении при постоянной температуре превратится в перлит. Таким образом, структура заэвтектоидной стали будет состоять из перлита и вторичного цементита.
Превращения при нагреве сталей происходят в обратном порядке. Полагаем, что студент схематично может произвести такой анализ самостоятельно.
2.Отметить фазовый состав сплавов и соотношение массовых количеств сосуществующих фаз для случаев стабильного и метастабильного равновесия.
3.Отметить химический состав сплава по приведенным фазовым составам при комнатной температуре.
4.Оценить относительные количества фазовых и структурных составляющих сталей, которые содержат 0.1. 0.2, 0.4, 0.6. 0.7, 9, 1.0 и 1.2 % углерода.
5.Проанализировать коллекцию фотографий микроструктур стали.
Просмотреть непосредственно на микрошлифах структуры технического железа и сталей с разным содержанием углерода. При работе на микроскопах использовать увеличение х100 и х400. Изобразить схемы характерных микроструктур
6.На исследуемых образцах доэвтектоидных сталей с помощью микроструктурного анализа определить ориентировочно содержание углерода.
7.Проанализировать фазовые и структурные изменения при нагреве сталей заданного состава.
Вопросы для самоконтроля:
1.Что представляют собой основные фазы железоуглеродистых сплавов и каковы характерные особенности их кристаллического строения?
2. Каковы причины существования стабильного и метастабильного вариантов диаграммы Fе-С?
3.Охарактеризовать трехфазные равновесия в системе железо-углерод.
4.На что указывают линии ЕS и РQ диаграммы?
5.Укажите однофазные области на диаграмме. Все ли они изображены на рисунке 2.
6.Что является основанием для изображения метастабильного равновесия Fе- Fе3С?
7. Почему точка Е считается границей между сталями и чугунами?
8.Почему при анализе структурообразования в сталях используют метастабильную диаграмму железо - цементит?
9.Укажите, что представляет собой перлит.
10.Как влияет содержание углерода на фазовый состав, структуру и свойства сталей?
11.В каких случаях можно ошибиться при определении химического состава стали по микроструктуре?
12.Из какой фазы и при каких температурах образуется цементит в структуре стали, которая содержит меньше, чем 0,25% углерода?
13.Из какой фазы и при каких температурах образуется цементит в структуре стали, которая содержит 1.5% углерода?
14.Наличие какой структурной составляющей отличает сталь от технического железа?
14.Какая структурная составляющая преобладает в структуре сталей с содержанием углерода 0.08, 0.20, 0.65,1.00%?
Практическая работа № 2.3. Исследование структуры белых чугунов
Цель работы: приобретение навыков анализа формирования структуры белых чугунов и оценки их структуры с помощью металлографического микроскопа.
1.Формирование структуры белых чугунов
В белых чугунах весь углерод находится в связанном состоянии, то есть в виде цементита. Структура белого чугуна формируется в условиях быстрого охлаждения жидкого расплава в соответствии с метастабильной диаграммой железо - цементит.
Схемы структурных изменений во время кристаллизации белых чугунов разного химического состава (доэвтектического. эвтектического и заэвтектического) приведены на рис.3. Рассмотрим детально формирование структуры доэвтектического чугуна. Остальные случаи рекомендуем рассмотреть студентам самостоятельно.

Рис.2.10.Формирование структуры белых чугунов.
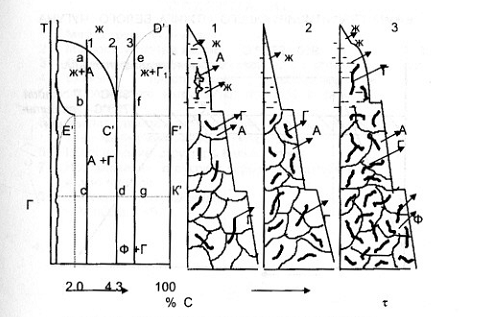
Рис.2.11.Формирование структуры серых чугунов.
Кристаллизация доэвтектического чугуна (сплав 1) протекает в два этапа. В интервале температур 1... 2 кристаллизуется аустенит. При этом химический состав жидкой фазы изменяется в соответствии с наклоном линии ВС диаграммы, то есть жидкость обогащается углеродом. При эвтектической температуре концентрация жидкой фазы будет отвечать точке С, то есть будет эвтектической. При некотором переохлаждении относительно эвтектической линии эвтектическая жидкость кристаллизуется в эвтектику, состоящую из аустенита и цементита и называется ледебуритом. Ведущей фазой во время эвтектической кристаллизации преимущественно является цементит, пластины которого перерезаются стержнями (пластинами) аустенита. После окончания кристаллизации структура состоит из аустенита и ледебурита.
Во время дальнейшего охлаждения в интервале температур 2 ..3 аустенит обедняется углеродом в соответствии с наклоном линии ЕS диаграммы. Из него выделяется вторичный цементит, который может наслаиваться на цементит ледебурита, образовывать приграничную сетку или видманштеттовые пластины. Преимущественно вторичный цементит в чугуне не является самостоятельной структурной составляющей. При некотором переохлаждении относительно эвтектоидной линии аустенит состава точки Б превращается в эвтектоид - перлит. Таким образом, структура доэвтектического белого чугуна будет состоять из перлита и ледебурита. Поскольку в ледебурите аустенит также превратился в перлит, такой ледебурит иногда называют видоизмененным.
Нетрудно увидеть, что структура эвтектического чугуна после полного охлаждения представляет собой ледебурит (видоизмененный), а заэвтектического состоит из первичного цементита и ледебурита.
Порядок выполнения работы
По заданию преподавателя проанализировать формирование структуры в белых чугунах разного химического состава. С помощью правила отрезков оценить относительное количество ледебурита и избыточных кристаллов в зависимости от содержания углерода.
Проанализировать структурные превращения во время нагрева доэвтектического, эвтектического и заэвтектического чугунов (в соответствии с приложением Ж).
Просмотреть коллекцию фотографий микростуктур белых чугунов и отметить ориентировочно содержание углерода в них.
Просмотреть при разных увеличениях коллекцию микрошлифов и зарисовать схематично структуры, которые наблюдались. Отметить ориентировочно содержание углерода в исследованных образцах.
Порядок оформления отчета
В отчете следует привести :
цель работы.
анализ структурообразования во время охлаждения и нагрева чугунов. состав которых был задан преподавателем.
результаты расчетов соотношения структурных составляющих в зависимости от содержания углерода,
привести рисунки структур, которые наблюдались с помощью микроскопа,
результаты расчетов химического состава чугунов по соотношению структурных составляющих.
Вопросы для самоконтроля:
1.Можно ли получить эвтектическую структуру в чугуне неэвтектического состава? Что представляет собой такая структура и при каких условиях образуется?
2.Какая структурная составляющая заэвтектического чугуна и в каком виде содержит феррит?
3 Какая структурная составляющая доэвтектического чугуна и в каком виде содержит феррит?
4. Почему вторичный цементит преимущественно не рассматривают как структурную составляющую чугунов? При каких условиях оценка химического состава чугуна по соотношению структурных составляющих становится ненадежной?
5.Как будет меняться структура доэвтектческого белого чугуна при увеличении содержания в нем углерода?
6.Какими свойствами характеризуются белые чугуны и где они могут быть использованы?
Практическая работа №2.4. Исследование микроструктуры серых, высокопрочных и ковких чугунов
Цель работы:
• привить студентам навыки анализа процессов структурообразования и структур разных видов чугунов, которые содержат графит как структурную составляющую.
Формирование структуры серых и высокопрочных чугунов
В серых и высокопрочных чугунах эвтектическая кристаллизация происходит по стабильной системе с созданием аустенито-графитной эвтектики. Поскольку дальнейшее структурообразование может происходить в соответствии как со стабильной, так и с метастабильной системами, для анализа этих процессов приходится использовать полную диаграмму железо - углерод (обе системы).
Серые чугуны по своему составу - преимущественно доэвтектические сплавы, поэтому рассмотрим структурообразование на примере такового сплава. Принципиально анализ структурообразования в эвтектическом и заэвтектическом чугуне может быть проведен с помощью схем, приведенных на рис.3 и рис.4.Следует только иметь в виду, что создание структуры металлической основы на схеме изображено условно: перлитная основа в доэвтектическом чугуне, феррито-перлитная в эвтектическом и ферритная в заэвтектическом. В реальных условиях в зависимости от содержания кремния и скорости охлаждения (сечения отливки) все виды структур металлической основы могут образовываться при разном содержании углерода.
Кристаллизация сплава 1 начинается при некотором переохлаждении относительно линии ВС. Кристаллизуется аустенит. Химический состав жидкой фазы изменяется в соответствии с наклоном линии ВС. При эвтектической температуре он соответствует точке С. При некотором переохлаждении относительно эвтектической линии стабильной диаграммы кристаллизуется аустенито-графитная эвтектика. Поскольку фазы этой эвтектики сильно отличаются одна от другой как по составу, так и по строению, эвтектика не имеет характерного вида. Эвтектический аустенит присоединяется к первичному, и после окончания кристаллизации структура чугуна состоит из аустенита и графита. Морфология эвтектического графита зависит от условий кристаллизации. Обычно, образуется аустенито-графитная колония, где графит имеет сложную форму и в сечении имеет вид пластин. Размеры пластин зависят от степени дифференцирования эвтектики и могут быть существенно уменьшены под воздействием модификаторов. Если в расплав ввести небольшое количество (0,003...0,007%) магния, эвтектическая кристаллизация протекает абнормально с созданием шаровидного графита. Такой чугун называется высокопрочным. При дальнейшем охлаждении между эвтектической и эвтектоидной линиями аустенит обедняется углеродом в соответствии с линией ЕS диаграммы. Вторичный графит, который выделяется из аустенита, присоединяется к эвтектическому. При некоторых условиях может происходить выделение вторичного цементита. Такой чугун (с перлито- цементитной основой) считается браком. Эвтектоидное превращение в зависимости от условий может происходить по метастабильной (как изображено на рисунке), стабильной либо частично по метастабильной и стабильной системами. В первом случае получается чугун на перлитной основе, во втором - на ферритной (образовывается феррито-графитный эвтектоид ). в третьем - на феррито-перлитной.
Формирование структуры ковкого чугуна
Ковкий чугун получают путем специальной термической обработки (графитизирующего отжига) отливок белого чугуна. При такой обработке происходит графитизация цементита, то есть распад цементита на составные части - железо и углерод (графит). Если обработка происходить выше эвтектоидной температуры, образуется аустенит, ниже - феррит. Реальный механизм графитизации цементита несколько сложнее. Графит образовывается обычно в отдельных местах, на структурных несовершенствах (дефектах). Частички графита растут за счет растворения цементита и диффузионного перемещения атомов углерода. Такой механизм ведет к образованию компактной формы графита - в виде хлопьев.
Схема режима графитизирующего отжига приведена на рис.2.12.
Во время первой стадии происходит графитизация цементита и ледебурита. Вторая стадия может осуществляться по-разному. Если в интервале эвтектоидного превращения проводить очень медленное охлаждение, образовывается феррито-графитовый эвтектоид, и, таким образом, будет получен чугун на ферритной основе. Такой же результат будет иметь место, если охлаждение в этом температурном интервале вести не очень медленно, но произвести выдержку немного ниже эвтектоидной температуры. Во время выдержки происходит графитизация цементита перлита.
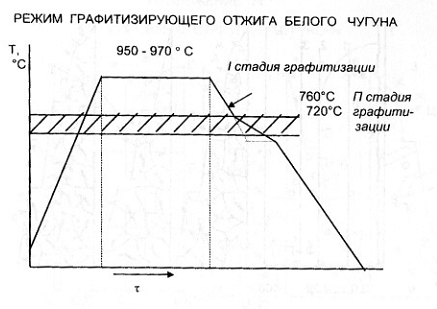
Рис.2.12.Режим графитизирующего отжига белого чугуна
Если вторую стадию графитизации совсем не проводить, получим чугун на перлитной основе. Если эту стадию не довести до конца, сформируется феррито-перлитная металлическая основа. Благодаря компактной форме графита ковкие чугуны характеризуются повышенными механическими свойствами, которые приближают их к высокопрочным. При испытаниях образцов ковких и высокопрочных чугунов на растяжение получается такая пластичность, которая полностью отсутствует в серых чугунах.
Порядок выполнения работы
Проанализировать формирование структуры серого чугуна с разной металлической основой (приложение Ж).
Просмотреть с помощью микроскопа коллекцию микроструктур образцов серых чугунов и оценить приблизительно содержание структурно свободного и связанного углероду в каждом примера. Структуры схематически зарисовать.
Ознакомиться с методикой оценки формы и характера расположения графитных включений в соответствии с требованиями ГОСТ 3443-86.
Провести оценку формы и характера расположения графитных включений в образцах. которые выданы преподавателем, по методике ГОСТ 3443-86.
Сопоставить по литературным данным механические свойства серых, высокопрочных и ковких чугунов и проанализировать, какие структурные факторы воздействуют на свойства чугунов.
Порядок оформления отчета
В отчете следует отразить:
цель работы,
анализ формирования структуры серых чугунов с разной металлической основой.
результаты микроструктурного исследования коллекции образцов с требуемыми рисунками, а также результаты определения формы и характера расположения включений по методике ГОСТ 3443-86,
результаты сопоставления механических свойств разных видов чугунов с соответствующим анализом структурных факторов, которые воздействуют на свойства.
Вопросы для самоконтроля:
1.От каких факторов и как зависит реальная структура чугунной отливки?
2.Как воздействуют на свойства чугуна форма графитных включений, структура металлической основы?
3.Проанализируйте, как изменяется по сечению структура отбеленной отливки.
4.Проанализируйте, можно ли получить в отливке большого сечения структуру ковкого чугуна.
5.Проанализируйте детально причины роста графитных частиц и растворения цементита при графитизирующем отжиге.
6.В чем заключаются основные технологические трудности при производстве высокопрочного чугуна?
7.Как устранить отбел поверхностного слоя в отливке из серого чугуна?
Практическая работа №2.5. Дефекты структуры стали
Цель работы: ознакомиться с разными видами дефектов структуры и приобрести навыки в оценке качества стали.
Структура литой и перегретой стали
Сталь после литья или нагрева до высоких температур имеет видманштеттовую структуру. Характерной ее особенностью является ориентированное расположение пластин избыточного феррита в доэвтектоидной стали и вторичного цементита во заэвтектоидной (рисунок 6.1).
Образование видманштеттовой структуры связано с наличием великих зерен аустенит, которые возникают, как правило в отливках или в перегретых изделиях (после сварки, после деформации при высоких температурах). Во время охлаждения феррит или цементит выделяются вдоль определенных кристаллографических плоскостей аустенитного зерна и принимают вид пластин. Сталь с видманштеттовой структурой в следствие большого размера зерна и пластинчатого строения структурных составляющих имеет низкую ударную вязкость. Видманштеттовую структуру можно исправить соответствующей термической обработкой.
В заэвтектоидной стали дефектом структуры надо считать также расположение вторичного цементита в виде сетки по границам бывших аустенитных зерен, что имеет место в большинстве случаев после медленного охлаждения. Для предотвращения получения таковой формы вторичного цементита проводят ускоренное охлаждение после горячей деформации или специальную термическую обработку.
В заэвтектоидной стали дефектом структуры надо считать также расположение вторичного цементита в виде сетки по границам бывших аустенитных зерен, что имеет место в большинстве случаев после медленного охлаждения. Для предотвращения получения таковой формы вторичного цементита проводят ускоренное охлаждение после горячей деформации или специальную термическую обработку.

Рисунок 2.13. Видманштеттовая структура
а - сталь 35 в литом состоянии. Перлит и феррит; х100; б - сталь У12. Перлит и иглы цементита; х100.
В заэвтектоидной стали дефектом структуры надо считать также расположение вторичного цементита в виде сетки по границам бывших аустенитных зерен, что имеет место в большинстве случаев после медленного охлаждения. Для предотвращения получения таковой формы вторичного цементита проводят ускоренное охлаждение после горячей деформации или специальную термическую обработку.
При горячей обработке зерно аустенита находится под воздействием двух факторов: деформирующего и рекристаллизующего. Первый вытягивает зерно в направлении деформации. а второй, благодаря высокой температуре горячей обработки, мгновенно его рекристаллизует. Как и при холодной обработке, величина зерна зависит от степени деформации и температуры рекристаллизации. Наиболее крупное зерно получается при критической степени деформации, которая для| стали равна примерно 5—-10%.
Зерно в стали после горячей обработки зависит от температуры конца обработки. В доэвтектоидной стали мелкое зерно получается, когда температура конца обработки находится близко к точке Аrз. При этом из мелкого зерна аустенита при последующем охлаждении формируется и мелкое конечное зерно стали (рис. 8). После горячей обработки зерно, как правило, получается равноосным с более или менее равномерным распределением феррита и перлита.
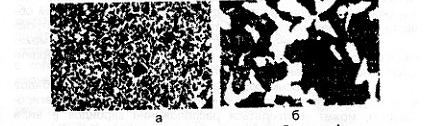
Рисунок 2.14. Микроструктура стали после горячей деформации
а - температура конца деформации близка к Аrз ; б - температура конца деформации значительно выше Аrз .
При высокой температуре конца горячей обработки зерно получается более крупным (рис.2.14 6), механические свойства стали, и особенно ударная вязкость, при этом ухудшаются.
Строчечная структура и карбидная неоднородность
В доэвтектоидной стали, которая проходила горячую обработку давлением, может иногда проявляться строчечная структура (рисунок 2.15).
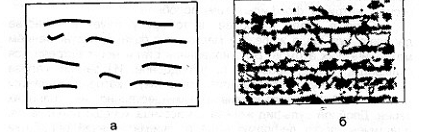
а - шлиф до травления; б - шлиф после травления
Рисунок 2.15. Строчечная структура углеродистой стали,х 100.
Это может быть прежде всего следствием сильного загрязнения стали неметаллическими включениями. Последние вытягиваются в виде строк в направления деформации. Они становятся центрами формирования зерен феррита и способствуют созданию ферритных строк. Строчечная структура возникает также при наличии дендритной ликвации. Причиной создания строчечной структуры может быть нарушение технологии горячей обработки давлением. Если такая обработка заканчивается при пониженной температуре в двухфазной аустенито-ферритной области. образовавшийся феррит, также вытягивается в виде строк.
Наличие строчечной структуры ведет к анизотропии механических свойств и к ухудшению пластичности и вязкости перпендикулярно направлению деформации.
В сталях, которые содержат большое количество карбидов в структуре (заэвтектоидные углеродистые и карбидные легированные), может наблюдаться расположение карбидов в виде строк. Такая структура также называется строчечной, а расположение карбидов в виде строк - карбидной неоднородностью.
Неметаллические включения
Неметаллические включения затрагивающие сплошность металла, снижают его прочность, а главное - могут быть концентраторами напряжений, что особенно опасно для деталей, которые работают в условиях переменных и ударных нагрузок. Неметаллические включение могут быть также причиной создания трещин вo время закалки. Они попадают в сталь вместе с шихтой, могут быть продуктами реакций, которые протекают в время раскисления, или относятся струей металла в время разливки. Неметаллические включения - это сульфиды, силикаты, оксиды, нитриды, фосфиды и тому подобное.
Сера в стали наиболее часто присутствует в качестве двойного сульфида железа и марганца с разным соотношением металлических атомов. В легированной стали могут встречаться сульфиды титана, хрома и тому подобное. Из закиси железа сульфиды могут образовывать эвтектику, которая является легкоплавкой и расположена преимущественно на границах зерен. Двойной сульфид железа и марганца хорошо полируется, пластичен, легко деформируется во время горячей обработки давлением. Цвет частичек двойного сульфида зависит от содержания железа и марганца. При преимуществе железа цвет светло-желтый, при увеличении содержания марганца он изменяется от голубовато-серого до темно-серого. Сульфиды титана и хрома более хрупкие, легко выкрашиваются, имеют бледно-розовый цвет с ярким блеском.
Силикаты в стали в большинстве случаев представляют собой растворы либо механические смеси соединений кремния с оксидами. Наиболее часто встречаются силикаты железа и марганца, в состав которых в некоторых случаях могут входить кальций, алюминий (алюмосиликаты) и тому подобное.
Силикаты железа и марганца пластичные, легко деформируются и вытягиваются во время прокатки. Они хорошо полируются и не выкрашиваются. При рассмотрении в отраженном свете под микроскопом они имеют темно-серый цвет с коричневым оттенком. В некоторых случаях силикаты имеют сложную структуру.
Силикаты кальция и алюмосиликаты непластичны, не деформируются, легко выкрашиваются, имеют темно-серый цвет.
Оксиды образовываются во время раскисления жидкой стали, а также в процессе ее кристаллизации. Они имеют, как правило, компактную форму. В стали встречаются закись железа (вюстит), глинозем, алюминаты, шпинели и тому подобное. Под микроскопом включения закиси железа имеют вид шаровидных частичек серого цвета с бледно-коричневым оттенком возле края. Оксиды кремния имеют вид сфероидов черного цвета с блестящей точкой в центре. Они непластичны, легко выкрашиваются. Непластичными являются также оксиды алюминия, которые очень часто встречаются в стали, возникая как результат раскисления стали алюминием.
Неметаллические включения в деформируемых изделиях оценивают на образцах, вырезанных вдоль волокон. Исследования ведут при увеличении х100. Количественную оценку загрязненности металла неметаллическими включениями проводят либо путем подсчета площади, которую они занимают на поверхности шлифа, либо путем сравнения со шкалами ГОСТ 1778-70. Последний метод используется наиболее часто. Неметаллические включение изучают на нетравленных микрошлифах.
Порядок выполнения работы
Каждый студент изучает дефектные структуры стали на готовой коллекции микрошлифов в таком порядке :
Микроструктуры образцов просмотреть при двух увеличениях: х100 и х500.
Отметить структуру каждого образца, зарисовать ее схематически и коротко описать.
Во время изучения неметаллических включений внимательно просмотреть образцы по всей поверхности микрошлифа, пользуясь увеличением х100.
Прочитайте и усвойте методику оценки загрязненности неметаллическими включениями согласно ГОСТ 1778-70.
Для каждого образца выявить наиболее загрязненный участок и по нему провести количественную оценку загрязненности с помощью шкал ГОСТ 1778-70.
Зарисовать неметаллические включения, дать описание формы, их расположения и иных характерных примет.
Порядок оформления отчета
Сформулировать цель работы.
Привести рисунки и коротко описать дефектные структуры, которые изучались, указать причины их возникновения и возможности исправления.
Описать неметаллические включения в образцах, которые были исследованы, их форму, цвет, характер расположения и тому подобное.
Привести результаты определения балла загрязненности неметаллическими включениями с помощью стандартных шкал ГОСТ 1778-70.
Вопросы для самоконтроля:
1.Какие особенности имеет микроструктура стали в литом состоянии? В чем недочеты такой структуры? Как ее можно исправить?
2.Охарактеризуйте разные возможности расположения вторичного цементита в структуре заэвтектоидной стали и воздействие характера его расположения на свойства.
3.Почему в доэвтектоидной стали возникает строчечная структура и как она воздействует на свойства?
4.В чем заключается разница воздействия на механические свойства хрупких и пластичных включений?
5.В чем заключается причина воздействия пластичных включений на создание строчечной структуры стали?
6.С помощью каких методов можно провести комплексную оценку природы неметаллических включений?
Практическая работа №2.6.Влияние термической обработки на свойства стали
Цель работы: Изучить влияние температурно-временных условий нагрева и режимов охлаждения при термической обработке на свойства стали.
Введение
Металлопродукция с металлургических предприятий поступает на машиностроительные заводы обычно в виде различного проката, поковок, в литом состоянии. Из них изготовляют заготовки деталей машин, которые подвергают предварительной термической обработке. Последующей механической обработкой резанием. получают детали заданной геометрической формы и размеров. Эти детали далее проходят упрочняющую термическую обработку и, в случае сложных машин, направляются на сборку отдельных частей машины, а из сборочных единиц собирается сама машина. Схема обработки и изготовления на машиностроительных заводах объемных деталей машин (рычаги, коленчатые валы и шатуны двигателей внутреннего сгорания, зубчатые колеса и др.) из деформируемых металлических материалов представлена на рис. 1. Как видно, в процессе изготовления деталей машин два раза проводится термическая обработка.
.
|
|

МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
↓
Изготовление заготовок деталей машин обработкой
давлением (горячей штамповкой и др.)
↓
Заготовка детали
↓
Предварительная термическая обработка заготовок
↓
Механическая обработка резанием на металлорежущих станках
↓
Детали машин
↓
Упрочняющая термическая обработка деталей
↓
Доводочные операции обработки (при необходимости)
↓
Сборка машины
↓
Машина (изделие)
Рис.2.16. Типовая укрупненная схема обработки и изготовления объемных деталей машин на машиностроительном заводе
Термическая обработка - процесс обработки изделий из технических материалов путем теплового воздействия (нагрева и охлаждения) с целью изменения их структуры и свойств в заданном направлении.
Термическую обработку применяют как окончательную для получения заданных механических, физических, эксплуатационных свойств деталей машин, а также промежуточную (предварительную) с целью улучшения технологических свойств (обрабатываемости режущими инструментами, обрабатываемости давлением и др.).
Основными видами предварительной термической обработки заготовок из конструкционных сталей в машиностроении являются нормализационный или полный отжиг. Для их проведения заготовки нагревают в случае использования конструкционных доэвтектоидных сталей выше температуры фазового превращения tАСз на 30...50°С и получают структуру аустенита. После некоторой выдержки при температуре нагрева проводят охлаждение на воздухе (нормализационный отжиг) или вместе с печью (полный отжиг), получая структуру из феррита и перлита.
Предварительная термическая обработка снижает твердость стали и улучшает обрабатываемость резанием. За показатель обрабатываемости при резании принимается обычно численное значение скорости резанием при точении резцами из быстрорежущей стали на токарном станке, которой соответствует стойкость резцов 60 минут (время между двумя переточками режущей кромки инструмента).
При содержании углерода в конструкционных углеродистых и низколегированных сталях менее 0,5 % проводят обычно для заготовок нормализационный отжиг, а для сталей, имеющих более 0,5 % углерода - полный отжиг.
Типовая окончательная термическая обработка деталей машин и инструментов состоит из двух операций: 1 - закалки с получением на этапе охлаждения с большой скоростью (для углеродистых сталей в воде и других средах) из аустенита структуры мартенсита (А→М); 2 - отпуска закаленной стали с нагревом до температуры не выше температуры фазового превращения Ас1.Применение термической обработки значительно изменяет механические свойства стали. Схемы основных видов термической обработки для конструкционных доэвтектоидных сталей представлены на рис. 2.17.
Данные о механических свойствах конструкционных среднеуглеродистых (улучшаемых) сталей различного химического состава после закалки и высокого отпуска приведены в табл.1.3
Материально - техническое обеспечение работы
В работе используются лабораторные электрические печи, автоматические потенциометры для регулирования температуры нагрева в печи, бачки с водой и маслом для охлаждения, заточный станок (точило) для зачистки образцов от заусенцев и окалины, твердомеры, щипцы для загрузки образцов в печь и выгрузки, образцы сталей разных марок, линейка для измерения размеров образцов или штангенциркуль.
Работа выполняется в лаборатории термической обработки. Для нагрева образцов применяются электрические лабораторные камерные или муфельные печи. Примером камерной печи является печь СНОЛ-1.6.2.5 мощностью 3 кВт. Рабочая камера, в которой проводится нагрев, выполнена из жаростойкой керамики. Нагревательные элементы в виде спиралей расположены в углублениях по боковым стенкам, на поду и в своде печи. Для предохранения спиралей от повреждений и расположения нагреваемых образцов имеется на поду печи плоская керамическая плитка. С целью измерения температуры в рабочую зону печи вставляется термопара. Рабочая камера печи спереди закрывается крышкой. Максимальная температура в рабочей зоне составляет 1100°С. Печь снабжена милливольтметром типа МП-64-02.
|
Рис. 2.17. Схемы термической обработки конструкционных сталей Таблица 1.3 Механические свойства некоторых типовых конструкционных среднеуглеродистых сталей после закалки и высокого отпуска |
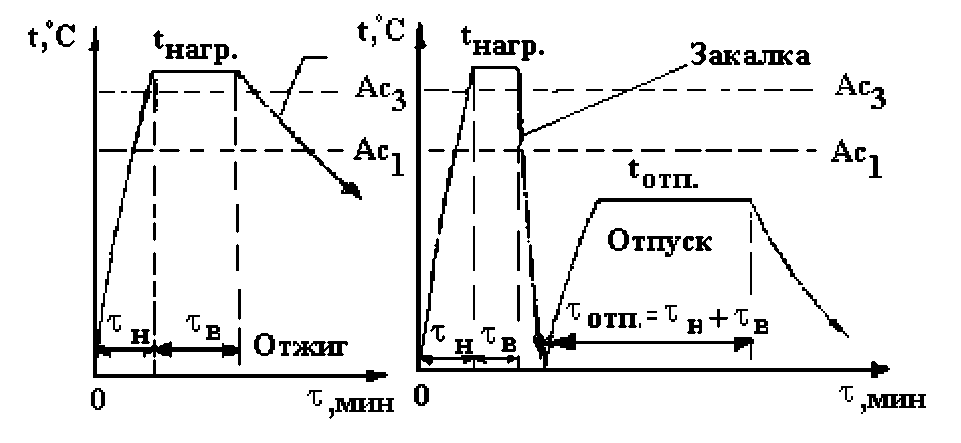
| Марка стали | Оптовая ценах) | Критический диаметр,ммхх) | Для деталей с поперечным размером, ммххх) | Механические свойства | |
| σ0,2,МПа | σв,МПа | ||||
| 45 | 1,0 | 12 | 15...20 | 490 | 730 |
| 40Х | 1,2 | 15 | 25...35 | 800 | 900 |
| 40ХН | 1,6 | 25 | 50…75 | 800 | 1000 |
| 40ХН2МА | 2,1 | 100 | 75…100 | 950 | 1050 |
| 38ХНЗМФА | 2,6 | 100 | 100...200 | 1070 | 1150 |
Примечания:
х)относительные единицы: за 1,0 принята оптовая цена углеродистой качественной стали;
хх) диаметр образца, закаливающегося насквозь с получением в центре микроструктуры из 95 % мартенсита и 5 % троостита.
ххх) Стали могут быть использованы для изготовления деталей с еще большим поперечным размером. Следует иметь в виду, что в этом случае изделия получают пониженные по сравнению с табличными значениями механических свойств в связи с недостаточной прокаливаемостью по сечению деталей большого поперечного диаметра.
Для точного измерения и автоматического поддержания заданной температуры применен особый прибор - автоматический электромеханический потенциометр типа КСП4, к которому с помощью электрических проводов присоединена термопара. Прибор может автоматически записывать данные о температуре в печи на ленточную бумажную диаграмму в прямоугольных координатах.
Рядом с печами располагаются на подставке бачки с водой и минеральным маслом. Бачки имеют "корзинки" с отверстиями, посредством которых образцы после завершения охлаждения вынимаются из охлаждающей среды. Схема установки для термической обработки показана на рис. 3.
Оценка механических свойств образцов проводится в данной работе по численному значению твердости. Твердость - свойство материала оказывать сопротивление пластической деформации при вдавливании под постоянной нагрузкой в плоскую поверхность материала шарика из закаленной твердой стали, алмазного конуса или пирамиды. Применяются различные методы измерения твердости: метод Бриннеля, Роквелла, Виккерса и др.
Твердость стали связана с ее прочностью соотношением:
σв МПа = 3,3 НВ = 33 HRC
Твердость относительно легко контролировать на готовых изделиях, именно поэтому данная характеристика свойств металла широко распространена.
Рис.2.18. Схема установки для проведения термической обработки:
1 - печь; 2 - шкаф с потенциометрами; 3 - бачки с охлаждающими жидкостями.
Последовательность выполнения и обработка экспериментальных данных.
Практическая часть работы выполняется в следующем порядке:
1.Группе студентов до 3-4 человек преподаватель указывает номер выполняемого задания. Текст задания каждый студент записывает себе в отчет.
2.В соответствии с заданием преподаватель назначает марку стали, определяется ее структурный класс.
3.Определяется по заданию вид термической обработки: закалка, отжиг, закалка с отпуском.
4.Далее переходят к назначению режимов термической обработки: температуры нагрева, времени нагрева и выдержки, охлаждающей среды. Некоторые показатели режима в зависимости от конкретного задания указываются преподавателем.
Температура нагрева подсчитывается по формулам, приведенным в табл. 2. Численные значения температур фазовых превращений Ас1 и Aсз принимаются по данным табл.1.5. При этом вычисляют два численных значения температуры: минимальное tmix и максимальное tmax. Эти значения температуры характеризуют оптимальный интервал температуры нагрева. Фактическая величина температуры в печи должна находиться в этом интервале (не ниже tmix:
Пример. Закалка стали У12 (Ас1=730°С): tmin = 730 + 70 = 800°С;
Время нагрева образцов до заданной температуры вычисляют по следующей эмпирической зависимости: τн = 1,5 Д , мин, где Д - диаметр или толщина образца, мм.
Время выдержки при заданной температуре τв = 0,2 τн , мин. Общее время от загрузки образцов в рабочую камеру печи до их выгрузки из печи составляет сумму времени нагрева и выдержки:τ = τн + τв
tmax = 730 + 100 = 830°С.
Таблица 1.4.
Температуры нагрева и охлаждающие среды при термической обработке стали
| Вид термической обработки стали | Температура нагрева,оС | Типовая охлаждающая среда | |
| Стали доэвтектоидные (менее 0,8 %С) | Стали эвтектидные и заэвтектоидные (от 0,7…0,8 до 2,14%С) | ||
| Отжиг | tотж = tАс3 + +(30…50 °С) | tотж = tАс1 + +(30…70 °С) | С печью |
| Нормализационый отжиг | tн.о. = tАс3 + +(50…80 °С) | tн.о. = tАсm + +(30…50 °С) | На спокойном воздухе |
| Закалка | tзак = tАс3 + (30…50 °С) | tзак = tАс1 + +(70…100 °С) | Углеродистые стали – в воде, легированные – в масле |
| Отпуск закаленной стали | Ниже Ас1 (в зависимости от заданных свойств при 160…650о С) | Для большинства сталей – на воздухе | |
| Таблица 1.5. Температуры критических точек Ась Ас3 , Асm некоторых сталей
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Пример. Диаметр образца равен 12 мм: τн = 1,5 • 12 = 18 мин; τв = 0,2 • 18 = 3,6 мин; τ= 18,0 + 3,6 = 21,6 мин.
Охлаждающая среда при термической обработке стали назначается по табл.1.6.
Студенты получают у лаборанта образцы стали заданной марки и зачищают их от заусенцев на заточном станке (точиле). Далее лаборант измеряет твердость образцов до термообработки методом Роквелла по шкале НRВ. Полученное число твердости переводится по таблице в шкалу НВ. Величину твердости записывают в таблицу.
После этого образцы с помощью щипцов загружаются в печь под руководством лаборанта. Предварительно печь отключается от электрической сети. После загрузки образцов в печь дверца закрывается, и печь включается в электрическую сеть. По истечений времени нагрева и выдержки печь отключается от электрической сети, образцы с помощью щипцов быстро выгружаются
из печи и помещаются в заданную охлаждающую среду.
После завершения охлаждения образцы зачищаются на заточном станке (точиле) и лаборант измеряет твердость в зависимости от вида термической обработки по шкале НRС или HRB. Полученные числа твердости переводятся по таблице в шкалу НВ. Величины твердости записывают в таблицу.
Изучение влияния охлаждающей среды (скорости охлаждения) на твердость стали.
Четыре образца углеродистой стали заданной марки нагреть, выдержать и охладить: первый образец в воде (полная закалка), второй - в минеральном масле (частичная закалка), третий - на воздухе (нормализационный отжиг), четвертый - в печи (полный отжиг). Измерить твердость образцов до и после термической обработки.
| Таблица 1.6. Скорость охлаждения в различных средах
|
Изучение влияния закалки на твердость стали с различным содержанием углерода.
Для нескольких образцов углеродистых сталей разных марок проводится закалка. Измеряется твердость образцов до и после закалки.
Результаты приведены в таблице 5
Изучение влияния температуры отпуска на твердость закаленной стали.
Три образца стали одной марки подвергнуть закалке. Измерить твердость каждого образца до и после закалки.
Провести отпуск закаленных образцов при температуре: первого— 200°С, второго - 400°С, третьего - 600°С. Время нагрева и выдержки 30 мин. Измерить твердость после отпуска.
Результаты приведены в таблице 1.7.
Примечание:
- в графе 4 и 6 указана твердость после отжига и закалки в соответствующей среде соответственно;
- в графе 7 указан максимальный диаметр круга (прутка) или сечения изделия, которые прокаливаются в воде (В) или в масле (М) насквозь;
- при расчете штучного времени, затрачиваемого на термическую обработку следует учесть количество деталей одновременно загружаемых в печь, а к времени выдержки (указано в таблице) следует прибавить время прогрева ( τпр ), которое зависит от сечения детали: τпр = D (Н)max * 0,5 мин
Вопросы для самоконтроля:
1.Понятие термической обработки.
2.Какие основные виды термической обработки применяются в машиностроении?
3.Какое влияние оказывают полный отжиг и полная закалка с отпуском на механические свойства конструкционной стали?
4.Какие печи применяются для термической обработки в лаборатории материаловедения?
5.Для каких целей применяются потенциометры?
6.Понятие твердости материалов.
7.Как определяется температура нагрева при закалке и отжиге?
8.Какая охлаждающая среда применяется в случае нормализационного отжига?
Отпуск стали
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от Таблица 1.7
Режимы термической обработки, твердость и прокаливаемость наиболее распространенных сталей
|
№ п/п |
Марка стали, ГОСТ | Режимы термической обработки, НВ, HRc | ||||||||||
|
|
Отжиг |
НВ |
Закалка |
HRC |
dкр., мм | t oС отпуска, 2 часа после закалки | ||||||
| 200 | 300 | 400 | 500 | 600 | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 10 | 11 | 12 | |
| 1 | Сталь 45 1050-74 | 8500С, 2 часа печь | 126-156 | 8500С, 15 ′ вода | 58...62 | 25В | 56 | 50 | 40 | 32 | 24 | |
| 2 | Сталь 40Х 4543-71 | 8600С, 2 часа печь | 140-160 | 8500С, 15 ′,во- да,масло | 58...62 | 42В 22М | 56 | 50 | 42 | 33 | 26 | |
| 3 | Сталь 30ХГСА 4543-71 | 8800С, 2 часа печь | 136-158 | 8800С, 15 ′ масло | 54...56 | 54В 30М | 49 | 47 | 41 | 36 | 30 | |
| 4 | Сталь 40ХН2МА 4543-71 | 8500С, 2 часа печь | 8500С, 15 ′ масло | 100М | 56 | 49 | 44 | 35 | 28 | |||
| 5 | Сталь 65Г 14959-79 | 8300С, 2 часа печь | 8300С, 15 ′ масло | 38В 16М | 63 | 52 | 46 | 38 | 30 | |||
| 6 | Сталь 60С2А 14959-79 | 8500С, 2 часа печь | 8500С, 15 ′ масло | 60В 36М | 60 | 47 | 43 | 35 | 30 | |||
| 7 | Сталь ШХ15СГ 801-78 | 9400С, 2 часа печь | 186 | 9000С, 15 ′ масло | 62 | 70В 45М | 61 | 55 | 50 | 45 | 37 | |
| Инструментальные стали | ||||||||||||
| 9 | Сталь У8А 1435-74 | 8000С, 2 часа печь | 201 | 7800С, 15 ′ вода | 65 | 18В 6М | 62 | 54 | 47 | 37 | 29 | |
| 10 | Сталь У12А 1435-74 | 8300С, 2 часа печь | 207 | 8100С, 15 ′ вода | 65 | 20В 6М | 62 | 55 | 48 | 38 | 30 | |
температуры нагрева могут быть получены состояния мартенсита, тростита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Таблица 1.8
Дефекты закалки стали и пути их исправления
| Вид дефекта | Причина | Способ исправления |
| Недостаточная твердость | 1.Нагрев доэвтектоидных сталей ниже А3. В структуре остается феррит 2.Нагрев заэвтектоидных сталей выше Асм В структуре больше Аост. и отсутствует цементит 3.Недостаточная скорость охлаждения В структуре присутствует тростит | Повторная закалка Повторная закалка Сменить охладитель или способ закалки Увеличить скорость охлаждения |
| Трещины | Чрезмерно быстрое охлаждение в мартенситном интервале | Сменить охладитель или способ закалки. Уменьшить скорость охлаждения |
| Повышенная хрупкость | Перегрев доэвтектоидных сталей, сильный рост зерна. Наличие в исходной структуре заэвтектоидной стали сетки цементита | Повторная закалка Перед закалкой провести нормализацию |
| Сильное обезуглераживание и окисление поверхности | Завышена продолжительность выдержки при нагреве | Уменьшить выдержку до требуемой |
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение, ударную вязкость, повышенное удлинение и предел текучести по сравнению со сталью с пластинчатой структурой.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости.
| Температура, °С | Цвета каления | Температура, °С | Цвета каления |
| 1600 | Ослепительно бело-голубой | 850 | Светло-красный |
| 1400 | Ярко-белый | 800 | Светло-вишневый |
| 1200 | Желто-белый | 750 | Вишнево-красный |
| 1100 | Светло-белый | 600 | Средне-вишневый |
| 1000 | Лимонно-желтый | 550 | Темно-вишневый |
| 950 | Ярко-красный | 500 | Темно-красный |
| 900 | Красный | 400 | Очень темно-красный (видимый в темноте) |
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
| Бледно-желтый | 210 | - |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | - |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | - |
| Серый | 330 | - |
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Практическое занятие №3.Практическое изучение производства металлов
Практическая работа № 3.1 Практическое изучение литейного производства. Определение свойств формовочной смеси
Цель работы: изучение методики определения влажности и газопроницаемости в формовочной смеси; изучение влияния влаги на свойства формовочной смеси, изучение влияния добавок (глины, влаги и др.) на газопроницаемость формовочной смеси.
Оборудование и инструмент: Лабораторные бегуны, технические весы с разновесами, сушильный шкаф с термометром для измерения температур до 300°С, прибор для ускоренного определения влажности, прибор для определения газопроницаемости, коробка для смеси, сухой песок, формовочная глина, вода.
Для изготовления разовых форм применяются единые, облицовочные и наполнительные формовочные смеси. Единые смеси, как правило, используется для формовки по сырому, т.е. когда заливка металла производится в сырые формы. Облицовочные смеси служат для выполнения поверхности формы, непосредственно контактирующей с металлом.
Их применяют при изготовлении средних и крупных форм, которые подвергают сушке или поверхностной подсушке. Облицовочную смесь наносят на модель слоем 50-60мм, остальной объём опоки заполняют наполнительной смесью. В последнее время в качестве облицовочных смесей крупных форм используют самотвердеющие смеси, позволяющие исключить операцию сушки.
В зависимости от условий работы и технологического процесса изготовления отливки формовочные и стержневые смеси должны обладать следующими основными свойствами:
1)прочностью – способностью форм и стержней не разрушаться под действием внешних усилий;
2)поверхностной прочностью (осыпаемостью) – сопротивлением поверхностного слоя формы или стержня истирающим усилиям;
3)поверхностной твердостью – способностью поверхности формы (или стержня) сопротивляться проникновению в нее более твердого тела;
4)газопроницаемостью – способностью смеси пропускать через себя газы, выделяемые формой и жидким металлом; если газопроницаемость смеси недостаточна, то газы попадают в металл, вызывая брак отливки.
5)малой газотворностью – способностью смеси выделять газы при нагревании;
6)текучестью – способностью смеси перемещаться под действием внешних усилий или собственного веса;
7)податливостью – способностью форм и стержней сжиматься при усадке остывающей отливки;
8)влажностью – способностью смеси удерживать влагу;
9)низкой гигроскопичностью – способностью компонентов поглощать влагу из окружающей среды;
10)малой прилипаемостью – способностью смеси прилипать к стенкам модели или стержневого ящика;
11)огнеупорностью – способностью смеси выдерживать высокую температуру без оплавления;
12)низкой пригораемостью – способностью смеси привариваться к стенке отливки в результате механического и химического взаимодействия с металлом;
13)высокой выбиваемостью – способностью форм и стержней легко разрушаться после охлаждения отливки;
14)долговечностью – способностью смеси сохранять свои свойства после повторных заливок;
15)"живучестью" – способностью смесей сохранять свои физикомеханические свойства от момента их приготовления до применения.
В литейных цехах контроль качества формовочных и стержневых смесей сводится к определению следующих физико-механических характеристик: влажности, газопроницаемости, предела прочности при сжатии во влажном и высушенном состояниях, предела прочности при растяжении, а иногда при изгибе.
Кроме того, при разработке новых составов смесей производят определение газотворности, осыпаемости, поверхностной твердости, долговечности, текучести, выбиваемости и "живучести".
Методика определения влажности. Под влажностью формовочной смеси понимается содержание в нейсвободной и гидроскопической влаги, выражаемой в процентах к весу смеси. Влияние влажности на газопроницаемость показано на рисунке 1.
Рисунок 3.1 – Зависимость газопроницаемости смесей от содержания влаги
Содержание влаги в смесях определяют одним из двух методов: нормальным и ускоренным.
Нормальный метод. Навеску 50±0,01 г. исследуемой смеси помещают в предварительно высушенные и взвешенные фарфоровые чашки и переносят в сушильную печь. Температура в печи должна быть105-110°C.
По истечении 1 часа чашку с навеской вынимают из печи и взвешивают, затем опять помещают в печь. Этот процесс повторяют до установления постоянного веса. После этого чашку с навеской охлаждают до комнатной температуры. Охлажденную навеску взвешивают.
Влажность смеси определяется по формуле:
W=(G-G1)/G·100% (3.1)
где G – вес смеси до сушки в граммах;
G1 – вес смеси после сушки в граммах.
Ускоренный метод. В предварительно высушенную и взвешенную металлическую чашечку с сетчатым дном помещают 25±0,01 грамм смеси. Чашечку с навеской устанавливают в прибор и пропускают через неё нагретый до температуры110-150 oС воздух в течение 5-6мин.
После этого навеску с чашечкой взвешивают и по приведенной выше формуле определяют содержание влаги в смеси.
В настоящее время для ускоренного определения влаги в формовочных смесях используют новый прибор (рисунок 3.2) лампового типа. Навеску 1 исследуемой смеси насыпают на поворотный столик 3 прибора, а затем помещают под колпак 2 на 3 мин.
Рисунок 3.2 – Прибор для определения влажности смеси
Для определения газопроницаемости смеси существует два метода: нормальный и ускоренный.
Нормальный метод. Через стандартный образец диаметром 50 мм и высотой 100 мм пропускают 2000 см3 воздуха при комнатной температуре, при этом фиксируют давление воздуха перед образцом и время прохождения всего объема воздуха.
Величину газопроницаемости вычисляют по формуле:
K= (V · h ) / (F · P· t) (3.2)
где V – объем воздуха, прошедшего через образец, в см3.
h – высота образца, см.
F – площадь, см2
P – давление воздуха перед образцом, г/см2
t – время прохождения через образец см3 воздуха в мин.
Газопроницаемость выражается безразмерным числом.
Газопроницаемость смеси определяют на специальном приборе (рисунок 3.3). Трёхходовой воздушный кран 10 прибора ставят в положение "открыто" и осторожно поднимают колокол 3 до тех пор, пока отметка X, имеющаяся на колоколе, не совпадёт с верхней кромкой бака 5; после этого кран прибора переключают на положение "закрыто".
Из исследуемой смеси изготавливают стандартный образец в металлической гильзе. Гильзу с образцом 7 вставляют в чашку 9 затвора и поворотом гайки плотно закрепляют.
Рисунок 3.3 - Прибор для определения газопроницаемости:
1 – ручка; 2 – грузы; 3 – колокол; 4 – стержень; 5 – бак; 6 – направляющая трубка; 7 – исследуемый образец; 8 – ниппель; 9 – чашка затвора; 10 – трехходовой кран; 11 – воздухопровод; 12 – водяной манометр; 13 – станина.
Кран 10 ставят в положение "испытание", колокол 3 начинает опускаться. При совпадении отметки 0 на колоколе с краем бака 5 включают секундомер; при прохождении отметки 1000 фиксируют по манометру 12 давление воздуха Р под испытуемым образцом, а при прохождении отметки 2000 останавливают секундомер и фиксируют время, в течение которого через образец прошло 2000 см3 воздуха. Трехходовой кран ставят в положение "закрыто". Зная Р и t по формуле находят газопроницаемость смеси. За показатель газопроницаемости принимают среднее арифметическое результатов испытания трёх образцов.
Если результат одного испытания, отличается от среднего арифметического, более чем на 10%, испытания повторяют на трёх новых образцах.
Ускоренный метод. В воздухопровод прибора (рисунок 3) вставляют дополнительное сопротивление в виде ниппеля. В комплекте прибора имеется два ниппеля с калибровочными отверстиями диаметром 0,5 и 1,5 мм, которые поддерживают определенный минутный расход воздуха для каждого образца; в этом случае отпадает необходимость замера времени прохождения воздуха через образец. Для испытания смеси газопроницаемостью более 50 применяют ниппель с отверстием диаметром 1,5 мм, а для смеси газопроницаемостью до 50 - с отверстием диаметром 0,5 мм.
Ниппели устраняют необходимость пропускания через образец 2000 см3 воздуха и позволяют определять газопроницаемость смеси по показаниям водяного манометра с помощью таблицы 1.
Порядок проведения работы
1. Приготовить формовочную смесь следующего состава:
кварцевого песка – 82 %, формовочной глины – 3 % , горелой смеси – 15 %, влаги произвольное количество.
2. Определить влажность смеси по обычному способу и ускоренному способу.
3.Приготовить формовочную смесь следующего состава: состав №1:
кварцевого песка – 92 %, формовочная глина – 3 % , влаги – 5 %.
состав №2: кварцевого песка – 88 %, формовочная глина – 7 % , влаги – 5 %.
Таблица 3.1 - Газопроницаемость смесей
| Давление, | Диаметр ниппеля, мм. | Давление, | Диаметр ниппеля, мм. | ||
| см. вод ст. | 0,5 | 1,5 | см. вод ст. | 0,5 | 1,5 |
| 1,0 | - | 950 | 5,1 | 14,3 | 134 |
| 1,0 | - | 850 | 5,2 | 13,8 | 128 |
| 1,2 | - | 780 | 5,3 | 13,4 | 126 |
| 1,3 | - | 710 | 5,4 | 13,0 | 122 |
| 1,4 | - | 650 | 5,5 | 12,6 | 119 |
| 1,5 | - | 610 | 5,6 | 12,2 | 115 |
| 1,6 | - | 550 | 5,7 | 11,8 | 112 |
| 1,7 | - | 525 | 5,8 | 11,4 | 108 |
| 1,8 | - | 492 | 5,9 | 11,0 | 105 |
| 1,9 | - | 467 | 6,0 | 10,7 | 102 |
| 2,0 | 49 | 440 | 6,1 | 10,3 | 99 |
| 2,1 | 47 | 417 | 6,2 | 10,0 | 96 |
| 2,2 | 44 | 398 | 6,3 | 9,7 | 93 |
| 2,3 | 42 | 373 | 6,4 | 9,4 | 90 |
| 2,4 | 40 | 358 | 6,5 | 9,0 | 88 |
| 2,5 | 38 | 341 | 6,6 | 8,8 | 85 |
| 2,6 | 36 | 326 | 6,7 | 8,5 | 82 |
| 2,7 | 34 | 313 | 6,8 | 8,2 | 80 |
| 2,8 | 33 | 300 | 6,9 | 7,9 | 77 |
| 2,9 | 31 | 287 | 7,0 | 7,7 | 75 |
| 3,0 | 30 | 275 | 7,1 | 7,5 | 73 |
4.Определить газопроницаемость формовочных смесей по нормальному и укрепленному составу.
Содержание отчета
1.Состав смеси и режим ее приготовления.
2.Описание методики определения влажности.
3.Описание методики определения газопроницаемости.
4.Схемы приборов.
5.Результаты испытаний.
Таблица 3.2 - Свойства формовочных смесей
| № смеси | Влажность, % | Газопроницаемость | ||||||||
| Нормальный метод | Ускоренный метод | По нормальному методу | По ускоренному методу | |||||||
| 1 | 2 | 3 | Среднее значение | 1 | 2 | 3 | Среднее значение | |||
| 1 | ||||||||||
| 2 | ||||||||||
| 3 | ||||||||||
Контрольные вопросы
1.Какими свойствами должны обладать формовочные и стержневые
смеси?
2.Влияние влаги на свойства формовочной смеси.
3.Влияние влаги на качество отливки (газовые поры и раковины).
4.Оптимальное содержание влаги в формовочных смесях в летний и зимний периоды.
5.Методы определения влаги в формовочных смесях.
6.Понятие о газопроницаемости формовочной смеси.
7.Какова газопроницаемость сухого и сырого образца.
8.Методика определения газопроницаемости формовочной смеси.
9.Связь между газопроницаемостью литейной формы и качеством отливки (газовыми раковинами и газовой пористостью).
Работа №3.2 Литейные формы
Цель работы: приобретение практических навыков расчета литниковой системы и изготовления разовой литейной формы, ознакомление с формовочным инструментом и приспособлениями, с процессом заливки формы металлом, выбивки отливки и определении видов брака.
Оборудование и инструмент: модель отливки, опоки, формовочный инструмент и приспособления, формовочные смеси, кокиль.
Литейная форма (рисунок 4) состоит из двух полуформ (верхней и нижней), которые образуют полость. Полуформы изготавливаются из песчано- глинистой смеси в литейных опоках (приспособления для удержания смеси, т.н. рамки из стали, чугуна или из алюминиевых сплавов). Центрирование верхней опоки с нижней осуществляется фиксирующими штырями. Для образования в форме полости, соответствующей контурам отливки, используется модельный комплект – совокупность технологической оснастки, в который входят модели, модели элементов литниковой системы, стержневые ящики и т.д.
Модель – приспособление для образования полости в литейной форме. Форма и размеры этой полости близки к конфигурации отливки. По конструкции модели бывают не разъемными (цельными), разъемными и с отъемными частями. В серийном и массовом производствах применяют металлические и пластмассовые модели, в мелкосерийном и индивидуальном – деревянные. Модель имеет большие размеры, чем отливка или готовая деталь, т.к. изготавливается с учетом припусков на усадку (свойство литейных сплавов уменьшаться в объеме при затвердевании) и механическую обработку.
Рисунок 3.4 – Литейная форма в сборе:
1 - опока; 2 – литниковая чаша; 3 - стояк; 4 - шлакоуловитель; 5 - стержень; 6 – полость литейной формы; 7 – вентиляционный канал; 8 - выпор; 9 - штырь
Модель – приспособление для образования полости в литейной форме. Форма и размеры этой полости близки к конфигурации отливки. По конструкции модели бывают не разъемными (цельными), разъемными и с отъемными частями. В серийном и массовом производствах применяют металлические и пластмассовые модели, в мелкосерийном и индивидуальном – деревянные. Модель имеет большие размеры, чем отливка или готовая деталь, т.к. изготавливается с учетом припусков на усадку (свойство литейных сплавов уменьшаться в объеме при затвердевании) и механическую обработку.
Модель формирует внешние контуры отливки. Для образования внутренних полостей отливки, отверстий и других сложных контуров служат стержни, которые устанавливают в углубления в форме. Эти углубления остаются после извлечения модели в форме от специальных выступов – стержневых знаков (рисунок 4), предусмотренных на модели.
Весь процесс формовки осуществляется в опоках. Их наполняют формовочной смесью лопатами и уплотняют ее пневматическими и ручными трамбовками. После сборки литейная форма заливается жидким металлом. Для вывода газов и воздуха из формы при ее заливке изготавливают выпоры, одновременно служащие для контроля заполнения формы металлом. Газопроницаемость стенок формы повышают накалыванием вентиляционных каналов.
Для подвода расплавленного металла в полость формы, ее заполнения и питания отливки при затвердевании используется литниковая система – система вертикальных и горизонтальных каналов. Эта система должна обеспечивать заполнение литейной формы жидким металлом с необходимой скоростью, непрерывную подачу расплавленного металла к затвердевающей отливке, выход паров и газов из полости формы, задержание шлака и других неметаллических включений, иметь, по возможности, малый вес и легко отделяться от отливки.
Литниковая система (рисунок 5) состоит из литниковой чащи 1, стояка (вертикального конического канала) 2, шлакоуловителя 3 и питателей 4. Литниковая чаща служит для приема жидкого металла из ковша. В ней ослабляется динамический напор струи и частично отделяется из металла шлак. Шлакоуловитель трапецеидальный, сечение его большее, чем у питателей. Поэтому шлаковые и земляные включения успевают всплыть на поверхность металла и задержаться в шлакоуловителе. Питатели служат для подвода жидкого металла в полость формы и располагаются в нижней ее половине.
Рисунок 3.5 – Литниковая система
Во избежание брака отливок литниковая система должна быть заполнена жидким металлом на протяжении всего времени заливки формы. Разрыв струи приводит к засасыванию воздуха и шлака в полость формы и к образованию оксидных плён. Поэтому между элементами литниковой системы (питатели, шлакоуловитель, стояк) должно соблюдаться определенное соотношение, величина которого определяется маркой литейного сплава:
| - для серого чугуна: | Fп: Fш: Fст = 1:1,3:1,1 |
| - для стали: | Fп: Fш: Fст = 1:1,1:1,2 |
| - для цветных сплавов: Fп: Fш: Fст = 1,5:1:0,9 | |
Расчет литниковой системы производится по методу Озанна-Диттерта.
Сечение питателей находим по формуле:
Fп = (ρ·t·μ·G) / 2gHP (3.3)
где G - масса отливки с литниковой системой, кг;
ρ – плотность материала отливки, кг/см3; (сталь 0,0073 кг/см3; чугун 0,0078 кг/см3; алюминий 0,0023 кг/см3)
t – продолжительность заливки, сек;
μ – коэффициент расхода литниковой системы;
g – ускорение силы тяжести, см/с2; (g=981).
Hp - расчетный напор метала, см.
G = GОТЛ / ν (3.4)
где GОТЛ – масса отливки, кг;
ν – выход годного, %.
Продолжительность заливки полости отливки определяется по формуле:
t = S · (G ·δ)1/2 (5)
где S – коэффициент, учитывающий толщину стенок отливки; δ – средняя толщина стенки отливки, мм;
Расчетный напор металла определяется по формуле:
HP = H− P/2C (6)
где Н – высота стояка от места подвода расплава в форму, см; Р – высота отливки от места подвода расплава, см; С - высота отливки, см;
По найденной площади поперечного сечения питателей Fп, с учетом количества питателей n, определяем площадь шлакоуловителя Fшл и стояка Fcт.
Изготовление отливок в кокилях. Способ применяют в крупносерийном и массовом производстве. Этим способом отливки получают путем заливки расплавленного металла в металлические формы - кокили.
Конструкция кокиля для получения литой латунной гайки представлена на рисунке 6.
Рисунок 3.6 – Металлическая форма – кокиль:
1 - полуформа; 2 - стержень; 3 - литниковая чаща; 4 - стояк; 5 - шлакоуловитель; 6 - питатель; 7 - выпор; 8 - центрирующее отверстие; 9 - транспортировочный штырь
Наибольшее применение получило литье в кокиль алюминиевых и магниевых сплавов. Этим методом получают головки блоков автомобилей, поршни, корпуса масляных насосов и т.д. В отличие от разовых форм, разрушаемых после каждой заливки, кокили можно заливать металлом много раз.
Литейная форма изготавливается из теплостойкой легированной стали (обычно применяют 5ХНМ). Форма изготавливается разборной. Внутреннее очертание формы соответствует наружной конфигурации отливки. С целью исключения пригара заливаемого металла к поверхности формы внутренняя полость формы смазывается специальной краской или графитом.
При литье в кокиль сокращается расход формовочной и стержневой смесей. Кокильные отливки имеют высокую геометрическую точность размеров и малую шероховатость поверхности, что снижает припуски на механическую обработку вдвое по сравнению с литьем в песчаные формы. Затвердевание отливок происходит в условиях интенсивного отвода теплоты из залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаные формы. Этот способ литья высокопроизводителен.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок, пониженная заполнямость формы, частое получение отбела в отливках из чугуна, что затрудняет их механическую обработку.
Порядок проведения работы 1. Произвести расчет параметров литниковой системы для своего варианта согласно таблицы 3.
2. Формовка по разъемной модели в двух опоках начинается с изготовления нижней полуформы и производится в следующей последовательности:
-нижнюю половину модели кладут плоскостью разъема вниз на подмодельную плиту, припыливают пудрой и накрывают нижней опокой;
Таблица 3.3 – Исходные данные для расчета литниковой системы
-через сито просеивают облицовочную смесь, покрывая модель слоем толщиной 15-20мм, а остальную часть опоки засыпают с избытком наполнительной смесью;
-уплотняют смесь ручной трамбовкой;
-срезают излишки формовочной смеси заподлицо с опокой;
-иглой накалывают вентиляционные каналы;
-набитую опоку переворачивают на 180º;
-на нижнюю полумодель устанавливают верхнюю полумодель и припыливают ее;
-плоскость разъема формы посыпают разделительным сухим песком;
-на нижнюю опоку по штырям накладывают верхнюю опоку;
-устанавливают модели шлакоуловителя, стояка, выпора;
-просеивают облицовочную смесь, уплотняя ее руками вокруг модели литниковой системы;
-засыпают верхнюю опоку с избытком наполнительной смесью;
-уплотняют формовочную смесь и срезают излишки смеси заподлицо с опокой;
-накалывают вентиляционные каналы в верхней полуформе и вырезают возле стояка литниковую чащу;
-удаляют из формы модели стояка и выпора;
-снимают верхнюю опоку и переворачивают на 180º;
-кистью смачивают формовочную смесь вокруг полумодели;
-удаляют полумодели из формы;
-в нижней полуформе вырезают питатели;
-устанавливают в нижнюю полуформу готовые стержни, если деталь
с отверстием;
-накрывают верхней полуформой и нагружают.
3. Сборка кокиля:
-нагретые в печи полуформы с помощью транспортировочных штырей переносятся на стол;
-внутренняя поверхность полуформ смазывается графитолом;
-складывают по центрирующим штырям полуформы;
-устанавливают стержни.
Содержание отчета. В отчете указать тему и цель работы, используемое оборудование и
инструмент, понятие о форме, ее материалах, литниковой системе, привести эскизы используемой модели, литниковой системы, формы в разрезе и полученной отливки.
Контрольные вопросы
1.Что такое литейная форма?
2.Какие бывают формы в зависимости от их материала?
3.Что собой представляет литниковая система? Ее элементы?
4.Что должна обеспечивать литниковая система
5.Что такое опока? Что такое модель? Каковы ее конструкции? Из чего изготавливают модели?
6.Как готовиться формовочная смесь?
7.Какова технология изготовления разовой литейной формы?
8.Назначение выпора, вентиляционных каналов?
Практическая работа №3.3 Разработка технологического процесса изготовления отливок
Цель работы:
Изучить процесс получения песчано-глинистой формы и необходимой оснастки;
Научиться разрабатывать эскизы модели, литейной формы, стержневого ящика и стержня;
Научиться составлять технологический процесс.
Оборудование и материалы
Модель.
Опоки парные.
Модель литниковой системы.
Формовочный инструмент: трамбовка, лопатка, гладилка.
Модельная плита.
Формовочная смесь.
Введение
Элементы литейной формы
Литейная форма - это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. На рисунке 3.7, б показана литейная форма для получения детали - тройник (рис. 3.7)
Песчано-глинистая форма изготавливается из формовочных и стрежневых смесей с помощью модельного комплекта.
Модельный комплект включает следующие приспособления: модель детали, стержневой ящик, модельную плиту, опоки, модели элементов литниковой системы. Форма состоит из нижней и верхней полуформ, которые изготавливают по литейным моделям в литейных опоках.
Литейная опока - приспособление для удержания формовочной смеси при изготовлении формы. Опока представляет собой жесткую стальную рамку. Верхнюю и нижнюю полуформы взаимно ориентируют (центрируют) с помощью металлических штырей, вставляемых в отверстия приливов у опок.
Модель (рис.3.7 д) - приспособление, при помощи которого в форме получают полость с формой и размерами, близкими к конфигурации получаемой отливки, соответствующей внешней форме отливки без отверстий.
Стержневой ящик (рис. 3.7 в) - приспособление для изготовления стержней. Для образования отверстий, впадин, углублений или иных сложных контуров в формы устанавливают литейные стержни (рис.3.7 г), которые фиксируются с помощью выступов (стержневых знаков), входящих в соответствующие впадины в форме. Литейные стержни изготавливают в деревянных стержневых ящиках из стержневых смесей.
Модели для литья в разовые земляные формы изготавливают деревянными: для защиты от влаги, вызывающей разбухание древесины и изменение размеров, модели окрашивают в красный цвет - для чугунного литья, синий - для стального, жёлтый - для цветного.
Стержневые ящики так же, как и модели, изготавливают из отдельных, склеиваемых между собой кусков древесины с различным направлением волокон, что обеспечивает их большую прочность и долговечность. Они бывают цельными, разъемными и с отъемными частями. Чаще применяются разъемные, состоящие из двух частей, соединенных шипами. В стержневом ящике изготавливают полость, очертания которой соответствуют наружному контуру стержня. Размеры полости делаются с учетом припуска на усадку и последующую механическую обработку. В полости ящика предусматриваются знаковые части (стержневые знаки), галтели, формовочные уклоны.
Модельная плита (деревянная или металлическая) применяется для установки и закрепления на ней модели отливки литниковой системы и опоки.
Литниковая система (рис.3.7е) - система каналов, по которым расплавленный металл заполняет полость формы. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержание шлака, выход паров и газов из полости формы. Литниковая система состоит из следующих элементов: вертикального канала - стояка с воронкой (литниковой чашей), шлакоуловителя, питателей, выпоров.
Литниковый стояк с воронкой служат для принятия струи металла, ее успокоения и непрерывной подачи в полость формы.
Шлакоуловитель - канал трапециидального сечения для улавливания и задержания в нем шлаков и других неметаллических включений, для предотвращения их попадания в рабочую полость формы.
Питатели - каналы, через которые непосредственно расплавленный металл поступает в полость формы.
Выпор - вертикальный канал для выхода газов из полости формы, одновременно позволяющий контролировать заполнение рабочей полости жидким металлом. Для сплавов с малой усадкой выпоры могут выполнять функцию прибылей.
Прибыль - вертикальный канал, который формируется над наиболее массивным сечением отливки и предназначается для подпитывания жидким металлом затвердевающей отливки в местах возможного образования усадочных раковин и усадочных рыхлостей. Эти дефекты, а также неметаллические включения выводятся из тела отливки в процессе ее направленной кристаллизации в прибыль, а отливка при этом получается плотной без усадочных дефектов.
Изготовление литейной формы
Литейная форма изготовляется из формовочной смеси, засыпаемой в опоку на модель, закрепленную на модельной плите. Формовочная смесь
уплотняется или вручную или специальными машинами. Машинная формовка повышает качество литья, снижает припуски на механическую обработку, облегчает труд рабочего и повышает производительность. 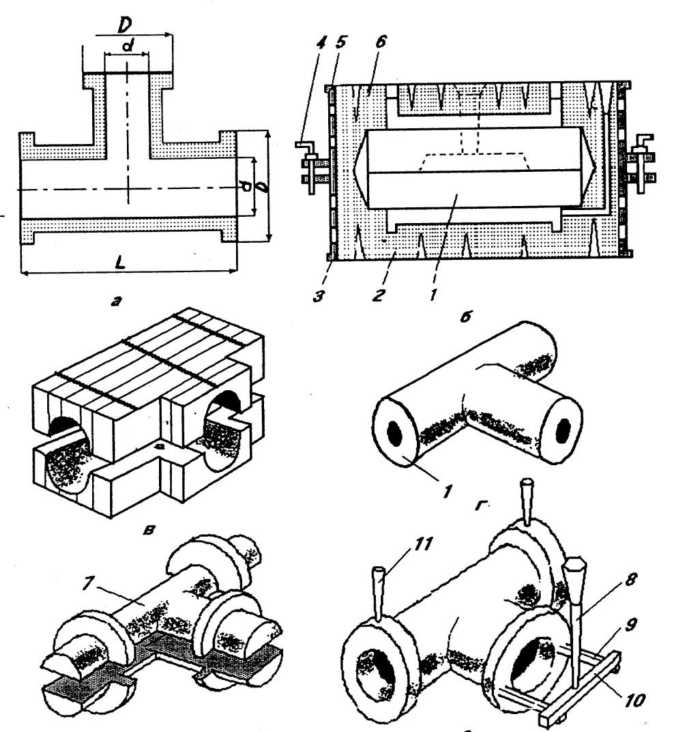
д е
Рис. 3.7. Литейная форма и ее элементы: а - деталь-тройник; б - литейная форма; в - стержневой ящик; г - литейный стержень; д - литейная модель; е - отливка с литниковой системой; 1 - стержень; 2 - нижняя полуформа; 3 - опока; 4 - штырь; 5 - опока; 6 - верхняя полуформа; 7 - модель; 8 - стояк; 9 - питатель;10 - шлакоуловитель; 11 - выпор
В состав формовочной смеси входят песок, глина и различные добавки, обеспечивающие основные свойства смесей: газопроницаемость, пластичность, прочность, огнеупорность, податливость. Песок обеспечивает газопроницаемость и податливость формы. Глина, смоченная водой (4-6 %), придает пластичность и прочность. Добавки (каменноугольная пыль, мазут, древесная мука, мелкий торф и др.) повышают противопригарность, газопроницаемость, податливость. Для повышения прочности формы в смесь вводят связующие материалы: масла, битумы, декстрин, жидкое стекло, смолы, олифы и др.
Стержневые смеси отличаются от формовочных более высокими технологическими свойствами, так как в процессах заливки и кристаллизации отливки стержень находится в менее благоприятных условиях. В состав стержневых смесей входят кварцевый песок 96-97 %, а остальное - специальные связующие материалы (раствор льняного масла, канифоли в спирте, жидкое стекло, смолы и др.).
В настоящее время находят все большее применение прогрессивные способы изготовления форм и стержней из единых самотвердеющих смесей, в состав которых входят, например, кварцевый песок, быстросохнущее связующее (смола, жидкое стекло), катализатор. Такие смеси обеспечивают большую точность, прочность, не требуют дополнительной сушки, являющейся обязательной для форм из обычных формовочных и стержневых смесей.
После изготовления стержней и полуформ литейная форма собирается, заливается жидким литейным сплавом, кристаллизующимся в рабочей плоскости формы. Полностью затвердевшая отливка выбивается (извлекается) из формы путем ее разрушения, обрубаются элементы литниковой системы, отливка очищается от пригоревшей смеси. После контроля качества литья отливки подвергаются термической обработке для снятия внутренних напряжений, получения однородной структуры и улучшения механических свойств. Для снятия припуска с целью получения из заготовки детали отливку подвергают механической обработке на металлорежущих станках. Выбор вида термической обработки (гомогенизации, отжиг, закалка с последующим отпуском или старением) определяется маркой сплава и назначением отливки.
Литейные свойства
Получение качественных отливок из различных сплавов связано с большими или меньшими технологическими трудностями, зависящими в значительной степени от литейных свойств сплавов. К литейным свойствам относятся: жидкотекучесть, усадка (линейная и объёмная), склонность к поглощению газов, склонность к ликвации и др.
Жидкотекучестью называют способность расплавленного металла свободно течь по каналам формы, заполняя её рабочую полость. Жид- котекучесть зависит от температуры заливки, интервала кристаллизации и химического состава сплава.
Усадка - свойство металлов и сплавов уменьшать литейные размеры и объём при кристаллизации. Величина усадки зависит от химического состава, температуры заливки, структуры и т. д.
Ликвация - неоднородность химического состава в различных зонах (объемах) отливки. Различают внутрикристаллическую (дендритную) ликвацию - в пределах дендритного кристалла и зональную - в пределах отдельных частей отливки. На ликвацию влияют химический состав и скорость кристаллизации отливки.
Чем выше жидкотекучесть, меньше усадка и склонность к ликвации, тем более сложную по конфигурации можно получить отливку, с меньшей толщиной стенок и меньшими припусками на обработку.
Разработка чертежа модели
Исходным документом для разработки чертежа модели (рис. 3.8 б) является чертеж детали (рис.3.8 а).
Модель является прототипом будущей детали и отличается от нее:
-припусками на величину усадки литейного сплава и последующей механической обработкой для обеспечения заданной геометрической точности и качества поверхности детали;
- формовочными (литейными) уклонами на вертикальных стенках модели для обеспечения свободного удаления модели из формы без повреждения и разрушения ее стенок; уклоны в зависимости от высоты модели могут составлять 0,5...3°;
- галтелями - скреплениями внутренних углов поверхностей модели; галтели облегчают извлечение модели из формы, предохраняют от осыпания формовочной смеси в углах формы, предотвращают появление трещин в отливке;
(Припуски на механическую обработку, формовочные уклоны, галтели регламентируются ГОСТами).
| Рис.3.8 Разработка чертежа модели: а-чертеж детали; б-чертеж модели. | Рис.3.9 Отливка и модельно-опорный комплект: а- чертеж модели; б- модель; в-ящик со стержнем. |
- стержневыми знаками, представляющими собой выступы на модели для образования в форме знаковых углублений, в которые помещают стержень, формирующий в отливке отверстие или внутреннюю полость;
-напусками, предусматривающимися в тех местах отливки, которые нецелесообразно изготавливать литьем; напуски упрощают модель и, следовательно, изготовление отливки; например, литьем невыгодно изготавливать отверстия диаметром 20-50 мм, так как стержни для них будут недостаточно прочными и могут поэтому разрушиться струей заливаемого металла; в этих местах предусматривают на чертеже модели (отливки) напуски, а необходимые на детали отверстия будут изготовлены сверлением;
- плоскостью разъема, разделяющую модель на две половины для облегчения формирования и извлечения ее из формы; плоскость разъема в большинстве случаев проектируют по плоскостям симметрии детали.
По плоскости разъема определяют положение модели в форме, указывая на чертеже стрелками с обозначением букв В (верх) и Н (низ).
Технологический процесс литья в разовую песчано-глинистую форму:
1.Изготовление стержня
Для получения отверстия в отливке изготавливают стержень в разъемном стержневом ящике (рис.3.9).
Половинки стержневого ящика очищают от остатков смеси, протирают рабочие поверхности ветошью, смоченной в керосине. Обе половинки ящика скрепляются и в образовавшуюся полость засыпают и уплотняют стержневую смесь. В нее закладывается для обеспечения прочности стержня металлический каркас, после чего смесь повторно уплотняют, накалывают вентиляционные каналы для выхода газов. Затем ящик разбирается, стержень извлекается, сушится при температуре 120…250 °С. При этом удаляется влага, а связующие материалы, спекая смесь, повышают твердость, прочность и газопроницаемость стержня.
2.Изготовление литейной формы
На модельную плиту устанавливают нижнюю половину модели, модели питателей и нижнюю опоку (рис. 3.9 а). Поверхность модели припудривают графитом или тальком. Сверху засыпается слой единой формовочной смеси толщиной 20 30 мм, ее уплотняют руками вокруг всей модели, затем засыпают и уплотняют с помощью ручной трамбовки остальную смесь. Сначала уплотняют у стенок опоки, затем в средней части. Излишки смеси выше края опоки после уплотнения срезают линейкой. Душником накалывают вентиляционные каналы. Заформованную опоку вместе с модельной плитой поворачивают на 180°, снимают плиту, поверхность формовочной смеси по разъему заглаживают гладилкой.
На штыри нижней половины модели накладывают установочными отверстиями верхнюю половину модели, модели шлакоуловителя, стояка, выпора или прибылей (рис.3.9 б). Поверхность разъема формы посыпают тонким слоем сухого кварцевого песка. По центрирующим штырям верхнюю опоку устанавливают на нижнюю. Верхнюю полуформу формуют как и нижнюю. После уплотнения вокруг стояка гладилкой подрезают литниковую чашу (воронку). Модели стояка, выпоров и прибылей раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают, переворачивают на 180° разъемом вверх и после раскачивания с помощью крючков и шпилек удаляют половины моделей отливки и моделей шлакоуловителя. Для повышения противопригарности и получения более чистой поверхности отливки полость формы припыливают, используя в качестве припыла порошковый графит, молотый древесный уголь и т.п.
3.Сборка формы
В углубления, образованные стержневыми знаками, укладывается стержень. Обе опоки вновь собирают. Полуформы скрепляют скобами, на верхнюю полуформу устанавливают груз для предотвращения ухода жидкого металла через разъем формы во время разливки (рис.3.10 в).
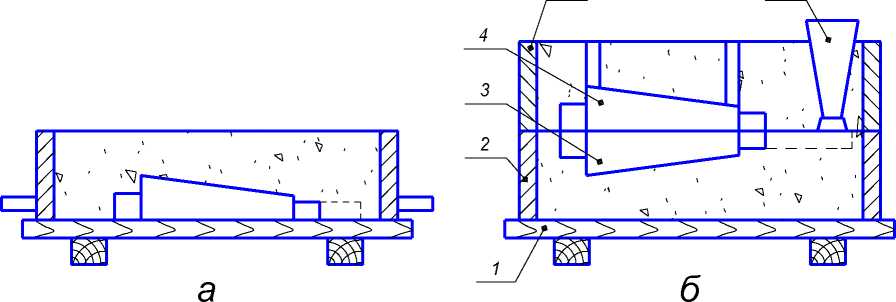
10 7 9 8 11
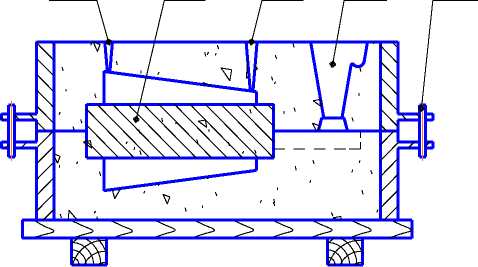
в
Рис.3.10. Ручная формовка в двух опоках: а - формовка нижней опоки; б - формовка верхней опоки; в - форма в сборе: 1 - подмодельная доска; 2 - нижняя опока; 3 - нижняя половина модели; 4 - верхняя половина модели; 5 - верхняя опока;6 - модель стояка; 7 - стержень; 8 - литниковая система; 9 - выпор; 10 - прибыль;11 – штырь.
4.Заливка формы и выбивка отливки
Расплавленным металлом из тигля заливают форму, при этом струя металла направляется в литниковую чашу, из которой поступает в стояк, затем в шлакоуловитель и через питатели в рабочую полость формы. Заканчивают заливку формы после выхода металла в выпор.
Остывшую отливку выбивают из формы, разрушая ее. Использованная (горелая) формовочная смесь просеивается и может быть использована повторно. Из извлеченной отливки выбивают стержень и обрубают элементы литниковой системы.
5.Контроль качества отливки
Полученная отливка проверяется на присутствие дефектов литья, к которым относят усадочные раковины, горячие трещины, газовые и песчаные раковины, недоливы и спаи, пригар и перекос и др.
Усадочные раковины - внутренние полости в отливках, образующиеся из-за недостаточного питания отливки в местах повышенной толщины, кристаллизующихся в последнюю очередь.
Устраняются усадочные раковины путем применения прибылей, из которых жидкий металл поступает в места усадки отливки, а также, если возможно, за счет изменения конструкции отливки.
Горячие трещины - сквозные или несквозные разрывы в теле отливки. Обычно возникают в местах резкого перехода от тонкого сечения к толстому или от одной поверхности к другой. Для устранения трещин необходимо предусматривать галтели, а также стремиться к равностенности всех конструкций.
Газовые раковины - полости в отливках округлой формы размером от 1 до 10 мм. Возникают при чрезмерной влажности и низкой газопроницаемости формы и стержней в результате скопления газов в металле при его кристаллизации.
Песчаные раковины - полости в теле отливки, заполненные формовочной смесью. Образуются из-за низкой прочности формы и стержней при их разрушении во время заливки.
Недоливы и спаи возникают при заливке формы холодным металлом через питатели малого сечения при чрезмерной влажности формы.
Пригар - трудноудаляемый слой формовочной смеси, приваривающийся к отливке. Возникает при малой огнеупорности смеси и чрезмерно высокой температуре металла.
Перекос образуется при небрежной сборке и неправильной центровке опок из-за несоответствия знаковых частей стержня на модели и в стержневом ящике.
При обнаружении в отливках дефектов устанавливают их характер и причины возникновения. Например, при переуплотнении формы в отливках могут возникнуть газовые раковины, трещины. При недостаточном уплотнении может быть пригар и песчаные раковины.
Порядок выполнения работы
Изготовить песчано-глинистую форму по предложенной преподавателем модели.
Согласно варианту задания (табл.3.4) начертить эскиз детали, проставить размеры, указать обозначение материала и ГОСТ на материал.
Рассчитать массу детали по геометрическим формулам, определить необходимое количество расплавленного металла, определить необходимое количество формовочной смеси.
Начертить эскиз модели с указанием плоскости разъема, припусков, напусков, галтелей, уклонов и т.д.
Начертить эскиз стержневого ящика и стержня (при необходимости).
Начертить эскиз литейной формы в сборе с указанием всех ее элементов и элементов литниковой системы.
Разработать технологический процесс литья в песчаноглинистую форму.
Вопросы для самоконтроля:
Что называется литейным производством?
Что входит в состав модельного комплекта?
Каково назначение модели и каковы ее отличия от готовой отливки?
Каково назначение стержня?
Изложите порядок изготовления литейной формы при ручной формовке.
Назовите основные литейные свойства сплавов.
Что называется жидкотекучестью литейных сплавов?
Какие факторы влияют на жидкотекучесть?
Что называется усадкой литейных сплавов?
Какие дефекты в отливке называются усадкой?
Что называется ликвацией литейных сплавов?
Таблица 3.4.
Варианты заданий
| Шайба Материал - Сталь 40Х ГОСТ 4543-71 |
Вариант 1
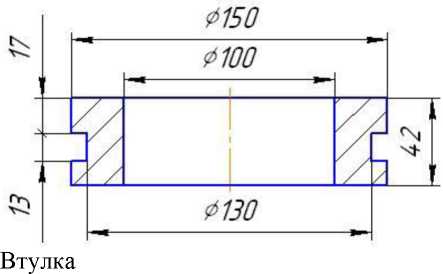 Втулка Материал – Сталь 45Л ГОСТ 977-75
Втулка Материал – Сталь 45Л ГОСТ 977-75
| Вариант 2
|
| Вариант 3
| Вариант 4
|
Практическая работа № 3.4. Центробежное литье
Цель работы - изучение сущности центробежного литья, его технологических возможностей и практическое освоение приемов изготовления отливок центробежным литьем.
Задание на практическую работу
Изучить сущность процесса изготовления отливок центробежным литьем, ознакомиться с материалами и оснасткой, необходимыми для реализации технологического процесса, конструкцией оборудования для центробежного литья, последовательностью изготовления отливок, областью применения способа, его преимуществами и недостатками. Оценить качество изготовленных отливок.
Сведения, необходимые для выполнения практической работы
Сущность процесса заключается в изготовлении отливок свободной заливкой расплавленного металла в формы, вращающиеся вокруг горизонтальной, вертикальной или наклонной оси. При этом затвердевание расплава и формирование отливки происходит в поле действия центробежных сил.
Для реализации технологического процесса необходимы литейная форма, огнеупорное теплоизоляционное покрытие, стержни (для выполнения фасонных частей внутренних поверхностей отливок).
Литейные формы могут быть изготовлены из различных материалов (например, из материалов для форм по выплавляемым моделям), однако в большинстве случаев используют металлические формы (изложницы). Их обычно изготавливают из стальных поковок или чугунных отливок с помощью механической обработки. Часто для простых отливок применяют изложницы с литой рабочей поверхностью. Внешняя конфигурация и размеры отливок формируются полостью, ограниченной изложницей. Внутренняя поверхность во многих случаях формируется без непосредственного контакта с литейной формой и без стержней. Такую поверхность называют свободной. Фасонные части внутренних поверхностей выполняют с помощью песчаных стержней.
При изготовлении отливок на рабочую поверхность изложниц наносят огнеупорное покрытие, которое уменьшает скорость затвердевания расплава, предотвращает приваривание отливок к изложнице, увеличивает срок службы изложниц вследствие уменьшения термического воздействия расплава на форму. Покрытие применяют в виде красок, порошкообразных облицовок и синтетических шлаков. В его состав могут входить модифицирующие и легирующие добавки.
Отливки получают на центробежных машинах. Применяют как однопозиционные центробежные машины, так и многопозиционные карусельные машины.
На рис.3.11 показана схема центробежной машины с вертикальной осью вращения.
На схеме: 1-разливаемый материал,2-крышки,3- изложницы, изделие, 5-ось,7-двигатель,8-ременная передача.
На таких машинах внутренняя (свободная) поверхность залитого в изложницу металла имеет форму параболоида. Поэтому на машинах с вертикальной осью вращения изготовляют отливки небольшой высоты L < D (короткие втулки, кольца, венцы червячных зубчатых колес и т. п.)
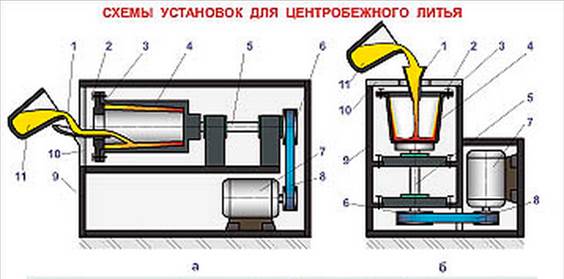
Рис 3.11. Схема центробежной машины с горизонтальной осью вращения (а) и с вертикальной осью вращения (б).
Необходимую частоту вращения формы выбирают из следующих условий:
а)получение отливки с правильной геометрической формой;
б)создание центробежных сил, необходимых для оптимального процесса затвердевания отливки, т. е. получения плотных отливок.
Частоту вращения n на машинах с горизонтальной осью вращения рассчитывают по формуле
n = 5520/ (ρ·r0 ) 1/2
где ρ - плотность расплава, г/см3; r0 - внутренний радиус отливки, см.
Последовательность изготовления отливок:
1.Подготовка изложницы к заливке (тщательная очистка рабочей полости изложницы от остатков теплоизоляционного покрытия и нагрев ее до температуры 150...200 °С для алюминиевых сплавов).
2.Сборка изложницы (при необходимости устанавливают песчаные стержни, после чего изложницу закрывают с торца крышкой).
3.Включение вращения изложницы.
4.Нанесение теплоизоляционного покрытия на рабочую поверхность изложницы.
5.Заливка определенной по массе или объему порции расплавленного металла во вращающуюся изложницу.
6. Извлечение отливки специальными захватами после затвердевания расплава и охлаждения отливки до определенной температуры, когда прекращается вращение изложницы.
7. Охлаждение изложницы до рабочей температуры (150.. .200 °С).
Затем процесс повторяют.
При выполнении практической работы осуществляют все указанные операции. Заливку формы проводят алюминиевым расплавом. На рис. 3 показана отливка «Втулка».
Рис.3.12. Отливка «Втулка» марки АК 12. Температура заливки 720...760 °С.
Особенности применения способа
Центробежным литьем изготовляют отливки из чугуна, стали, жаропрочных, титановых и цветных сплавов (медных, алюминиевых и др.) и биметаллов. Наибольшее распространение этот способ нашел при производстве полых отливок (водопроводных и канализационных труб, гильз автомобильных и тракторных двигателей, втулок, букс, колец, подшипников качения и т. п.). Кроме того, получают фасонные отливки с малыми толщинами стенок или отливки с высокими требованиями к механическим свойствам и плотности (лопатки газовых турбин, гребные винты, мелющие тела из белого чугуна, корпуса гидроаппаратуры и т. п.).
Масса отливок может составлять от сотен граммов до 45 т, толщина стенок - от 3 до 350 мм, длина - до 6 м. Например, чугунные водонапорные трубы получают диаметром до 300 мм, чугунные канализационные трубы - до 1800 мм.
Отливки, полученные этим способом, по сравнению с отливками, изготовленными другими способами, характеризуются высокой плотностью, так как под действием центробежных сил незатвердевший металл внутренних слоев отливки заполняет микропоры затвердевающих наружных слоев; кроме того, они имеют мелкозернистую структуру. Все это способствует получению отливок с высокими механическими свойствами и повышенной герметичностью. При этом способе не расходуют металл на литниковую систему, полностью устраняют стержни или существенно уменьшают их количество. Способ отличается высокой производительностью. На автоматизированных комплексах почти полностью исключается ручной труд, улучшаются санитарно-гигиенические условия труда.
Недостатками центробежного литья являются ограниченный срок службы изложниц; значительная шероховатость внутренней поверхности отливок; ограниченность номенклатуры получаемых отливок по конфигурации, размерам и массе, химическая неоднородность по сечению отливки и наличие усадочной пористости и неметаллических включений на внутренних поверхностях; разностенность отливок.
Технологические возможности способа описаны в таблице 3.5.
Контрольные вопросы
Из каких материалов изготовляют формы для центробежного литья?
Из каких сплавов получают отливки центробежным литьем?
Какие типы машин применяют при центробежном литье?
От какого физического параметра расплава зависит частота вращения изложницы?
От какого размера отливки зависит частота вращения изложницы?
Перечислите преимущества и недостатки центробежного литья.
Примечания к табл.3.5.
ПФ — литьё в песчаные формы; ОФ — литьё в оболочковые формы; ВМ—литьё по выплавляемым моделям; К—литьё в кокиль; Ц — центробежное литьё; Д — литьё под давлением
Работа №3.5. Литье под давлением
Цель работы - изучение сущности литья под давлением, его технологических возможностей и практическое освоение приемов изготовления отливок литьем под давлением.
Задание на практическую работу
Изучить технологический процесс изготовления отливок на машине литья под давлением с холодной горизонтальной камерой прессования, ознакомиться с конструкцией машины.
Оценить качество отливок, получаемых литьем под давлением. Провести анализ технологических возможностей способа и обосновать область его применения для отливок.
Сведения, необходимые для выполнения практической работы
Сущность литья под давлением заключается в получении отливок (литых деталей) путем заливки расплавленного металла в металлическую форму (пресс-форму) под принудительным внешним давлением 30.. .100 МПа. Иногда конечное давление на расплав может достигать 490 МПа. Давление не снимается до полного затвердевания отливки в пресс-форме.
Пресс-форма состоит из подвижной и неподвижной частей, в которых смонтированы все ее детали, и устанавливается на машинах литья под давлением, на которых осуществляется изготовление отливок.
На рис. 1 показана простейшая пресс-форма, состоящая из вкладышей 1 и 2, обойм 3 и 4, неподвижной плиты 5 и подвижной плиты 6. Вкладыши 1 и 2 являются съемными и служат для получения отливок определенной конфигурации, т. е. для конкретной конструкции отливки предназначен свой вкладыш.
Плиты 5 и 6 могут иметь индукционные нагреватели или охлаждаться водой.
Металлическую форму (пресс-форму) изготовляют из инструментальных высоколегированных сталей, а металлические стержни - из углеродистых сталей. Форма массивная, сложная по конструкции, включает до 100 и более составных частей. Соотношение между массой отливки и массой пресс-формы достигает 1: 1000. Рабочая полость пресс-формы 7 имеет повышенную точность и чистоту поверхности, подвергается шлифованию и полированию (параметр шероховатости поверхности R а 0,32...0,16 мкм).
Таблица 3.5.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ СПОСОБОВ ЛИТЬЯ
| Показатели | ПФ | ОФ | ВМ | К | Ц | Д |
| Материал отливки | Сталь, чугун, сплавы А1, Мg, Сu и др. | Сталь, чугун, сплавы А1, Сu и др. | Жаропрочные стали, сплавы Al, Mg, Cu, Ti и др. | Сталь, чугун, сплавы А1, Мg, Си, и др. | Сталь, чугун, сплавы А1, Mg, Сu, Zn и др. | Сплавы А1, Mg, Cu, Zn и др. |
| Масса отливок, кг | < 250 000 | <200 | <35 | <2000 | < 1000 | <80 |
| Толщина стенок,мм (min/max) | 3 / не ограничена | 2,5/12,0 | 0,5 / не ограничена | 3-5/100 | 5,0 / не ограничена | 0,5/< 6,0 |
| Диаметр отверстия, мм (min) | 8 цветные сплавы, 15 чугун, 25 сталь | 6,0 | 1,0 | 8 цветные сплавы, 25 чугун, 40 сталь | 50 | 1,5 Zn, 2,5Al, 5,0 Cu |
| Габариты отливок,мм | Не ограничены | До 500 | До 1000 | До 2000 | До 6000 | До 1200 |
| Точность отливок (класс) | 9-13 ручная 7-10 машинная | 5-12 | 3-8 | 5-11 | 7-14 | 3-7 |
| Шероховатость поверхности, мкм Rz/Ra | 320 - 80 | 160-40 | 40-10/10-2,5 | 160-40 | 320 - 80 | 40-10 / 10-0,63 |
| Серийность, шт/год | Не ограничена | >200 | >3000 | >400 | >1000 | >3000 |
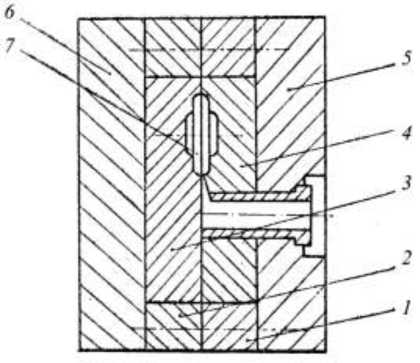
Рис.3.13. Пресс-форма:
1 и 2 - вкладыши; 3 и 4- обоймы; 5 - неподвижная плита; 6 - подвижная плита;7 - рабочая полость.
Машины литья под давлением по устройству узла прессования подразделяют на два класса: с холодной и горячей камерами прессования. Машины литья под давлением с холодной камерой бывают с горизонтальным и вертикальным расположением камер прессования (рис.3.14а, б). На машинах ЛПД с горячей камерой прессования камера расположена вертикально и постоянно находится в тигле с расплавленным металлом (рис. 3.14, в).
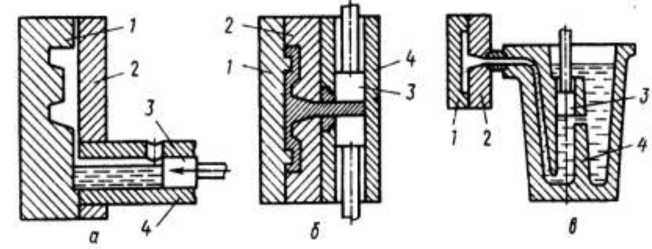
Рис.3.14. Основные схемы прессования при литье под давлением с использованием камер прессования: а - горизонтальной холодной; б - вертикальной холодной; в - с вертикальной горячей:
1 - подвижная плита; 2 - неподвижная плита; 3 - пресс-поршень;
4 - камера прессования
Машины с горизонтальной холодной камерой прессования позволяют развивать значительные силы запирания и прессования, могут иметь большие камеры прессования. Поэтому такие машины используют для изготовления отливок из алюминиевых, медных, титановых, магниевых и цинковых сплавов массой до 45 кг. Однако на таких машинах трудно получать особо мелкие точные отливки, поскольку расплав быстро охлаждается в камере прессования и заполняемость форм ухудшается. Машины с вертикальной горячей камерой прессования лишены этого недостатка. Их используют преимущественно для изготовления мелких и небольших отливок с тонкими стенками. Получать на этих машинах крупные отливки сложно, поскольку в камерах прессования, находящихся в расплаве, трудно создавать высокие давления прессования, необходимые для получения крупногабаритных отливок. Такие машины используют при изготовлении отливок из легкоплавких сплавов, температура плавления которых не превышает 450 °С (сплавы на основе олова, свинца, цинка) массой до 25 г. Машины имеют очень высокую производительность - до 300 и более отливок в час при работе в автоматическом режиме.
В машинах с холодной камерой прессования поршень контактирует с расплавом в течение короткого промежутка времени и поэтому мало изнашивается. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. Если в машинах с горячей камерой прессования давление достигает 10...50 МПа (в зависимости от номенклатуры отливок и сплавов), то в машинах с холодной камерой прессования при литье алюминиевых и медных сплавов давление может достигать 100... 490 МПа.
В производстве наибольшее распространение получили машины с горизонтальной холодной камерой прессования (рис. 3).
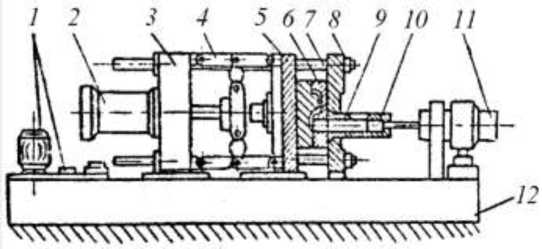
Рис. 3.15. Машина литья под давлением с горизонтальной холодной камерой прессования:
1 - насосная станция; 2 - гидроцилиндр; 3 - неподвижная плита; 4 - система рычагов; 5 - подвижная плита; 6 - пресс-форма; 7 - направляющие колонны; 8 - неподвижная плита; 9 - цилиндр; 10 - прессующий плунжер; 11 - гидроцилиндр; 2 - станина
Машина литья под давлением с горизонтальной холодной камерой прессования состоит из механизмов запирания и прессования, гидронасосной станции и системы управления. Рабочая жидкость от насосной станции 1 поступает в гидроцилиндр 2, который прикреплен к неподвижной плите 3. Поршень гидроцилиндра перемещает систему рычагов 4 до соединения половин прессформы 6. Подвижная половина пресс-формы крепится к подвижной плите 5, которая перемещается по направляющим колоннам 7; неподвижная половина пресс-формы - к неподвижной плите 8. Механизм прессования включает в себя цилиндр 9, прессующий плунжер 10 и гидроцилиндр 11. Все механизмы машины смонтированы и закреплены на станине 12.
Последовательность изготовления отливок
Последовательность изготовления отливок на машине литья под давлением с холодной горизонтальной камерой прессования показана на рис. 3.16.
Исходное положение пресс-формы - раскрытое. Перед работой пресс-форму нагревают до температуры 120...220 °С в зависимости от типа литейного сплава, из которого изготавливается отливка. Затем рабочие поверхности пресс-форм покрывают специальными смазками, например, машинным маслом, что предупреждает приваривание отливки к стенкам пресс-формы, исключает задиры на отливках и увеличивает срок службы пресс-формы. Смазку можно наносить автоматически или вручную.
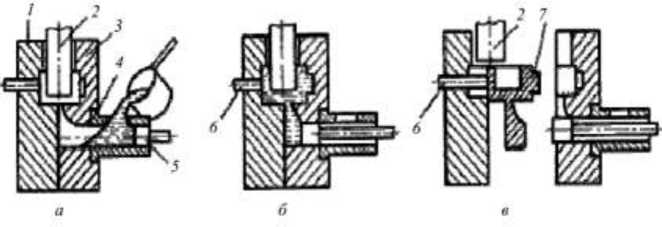
Рис.3.16. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования:
а - заливка порции жидкого металла в камеру прессования (1 - подвижная половина пресс-формы; 2 - металлический стержень; 3 - неподвижная половина пресс-формы; 4 - камера прессования); б - запрессовка жидкого металла в полость пресс-формы (5 - прессующий плунжер); в - раскрытие пресс-формы, извлечение отливки и металлического стержня (6 - толкатель; 7 - отливка)
Подвижная половина пресс-формы 1 смыкается с помощью запирающего механизма с неподвижной половиной пресс-формы 3. При этом металлический стержень 2 должен находиться в рабочем положении (рис. 3.16, а).
После заливки жидкого металла в камеру прессования 4 металла с помощью плунжера 5 запрессовывается в пресс-форму (рис.3.16, б).
Воздух и газы из пресс-формы частично удаляются через вентиляционные каналы, расположенные в плоскости разъема и имеющие вид проточек прямоугольного сечения глубиной 0,05...0,15 мм и шириной до 30 мм. Однако так как расплав запрессовывают в пресс-формы с большой скоростью (25... 135 м/с), поток металла при впуске распыляется, захватывает большое количество газов, которые растворяются в жидком металле. При малой скорости затвердевания газы могут выделиться перед фронтом кристаллизации с образованием газовоздушной пористости в отливках. Удаление воздуха из пресс-формы может осуществляться вакуумированием рабочей полости перед запрессовкой металла. Время запрессовки жидкого металла в полость пресс-формы не превышает 0,06 с.
После затвердевания отливки внешнее давление снимают, отводят поршень 5, прессформа раскрывается, стержень 2 извлекается (рис.3.16, в) и отливка с литниковой системой 7 выталкивателями 6 удаляется из рабочей полости пресс-формы.
Рабочую поверхность обдувают воздухом, удаляют остатки металла, покрывают смазкой и процесс повторяют. Смазку наносят перед каждой запрессовкой.
Схема процесса литья на машинах с холодной вертикальной камерой прессования показана на рис.3.17.
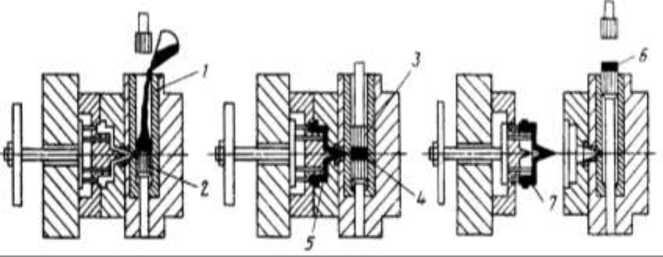
Рис.3.17. Схема процесса литья на машинах с холодной вертикальной камерой прессования:
1 - камера прессования; 2 - нижний поршень (пятка); 3 - прессующий поршень;4 - запрессовочное отверстие; 5 - полость формы; 6 - пресс-остаток; 7 – отливка с литниковой системой
Расплавленный металл заливается в камеру прессования 1 с нижнем поршнем 2, называемым пяткой. Прессующий поршень 3 в момент заполнения камеры находится в верхнем положении, затем он опускается на металл, перемещая нижний поршень вниз и открывая запрессовочное отверстие 4, через которое металл поступает в полость формы 5. После затвердевания металла нижний поршень поднимается, отделяя литник от пресс-остатка 6. После раскрытия пресс-формы выталкивателями из ее подвижной части удаляется отливка 7 вместе с литниковой системой.
Технологическую схему с вертикальной камерой прессования целесообразно применять в тех случаях, когда отливки имеют глубокие полости при относительно небольшом ходе подвижной плиты машины на раскрытие, когда нужно использовать центральный литник. При литье по этой схеме неметаллические включения, имеющиеся в расплаве, задерживаются в пресс-остатке, так как площадь литника значительно меньше площади камеры прессования.
Схема процесса литья под давлением на машинах литья под давлением с горячей камерой прессования изображена на рис.3.18.
Камера прессования в машинах литья под давлением с горячей камерой прессования располагается в тигле с расплавленным металлом.
В машинах литья под давлением с горячей камерой прессования (рис. 6) камера прессования 1 располагается в тигле 2 и сообщается с ним при помощи отверстий 3, через которые в нее поступает расплав (рис.6, а). При движении поршня вниз отверстия 3 перекрываются, и расплав по каналу 4 поступает через мундштук 5 в полость пресс-формы 6 (рис. 6, б). После затвердения отливки поршень 7 возвращается в исходное положение и остатки расплава из канала 4 сливаются в камеру прессования (рис.6, в). Пресс-форма раскрывается, отливка 8 выталкивается из нее толкателем 9, после чего пресс-форма закрывается и цикл повторяется.
Особенности применения способа
Литьем под давлением получают сложные по конфигурации тонкостенные отливки (с толщиной стенок 0,5…1,5 мм) с минимальными припусками на механическую обработку и точными
литыми отверстиями массой от нескольких граммов (3_5 г - элементы замков «молния» из цинковых сплавов) до 80 кг (головки цилиндров мотоциклетных двигателей, блоки четырех- и восьмицилиндровых автомобильных двигателей из алюминиевых сплавов, водопроводная арматура, тройники из латуни, судовая штуцерная арматура из бронзы, отливки из титановых сплавов). Имеются примеры литья под давлением стальных и чугунных заготовок, однако технология литья этих сплавов пока не получила широкого распространения: высокая температура заливки, недостаточная стойкость пресс-форм, отбел при литье чугуна, низкая жидкотекучесть стали, образование трещин и другие технологические проблемы усложняют процесс литья из этих сплавов.
Высокое давление, действующее на затвердевающий расплав (до 490 МПа), и высокие скорости охлаждения его в металлической форме способствуют получению отливок с мелкозернистой структурой и улучшенными механическими свойствами.
Температура заливки расплава должна быть на 10...20 °С выше температуры ликвидуса. Например, температура заливки цинковых сплавов должна находиться в пределах 430...440 °С.
В настоящее время все технологические операции литья под давлением автоматизированы, а заливка металла, извлечение отливки из формы и отделение литниковой системы от отливки - роботизированы.
При литье под давлением применяют машины-автоматы, а также автоматизированные комплексы.
Для уменьшения газовой пористости и повышения плотности заливаемого металла при литье под давлением применяют вакуумирование пресс-форм, предварительное заполнение рабочей полости формы кислородом (кислородный процесс), заполнение рабочей полости жидким металлом с подпрессовкой в процессе его затвердевания.
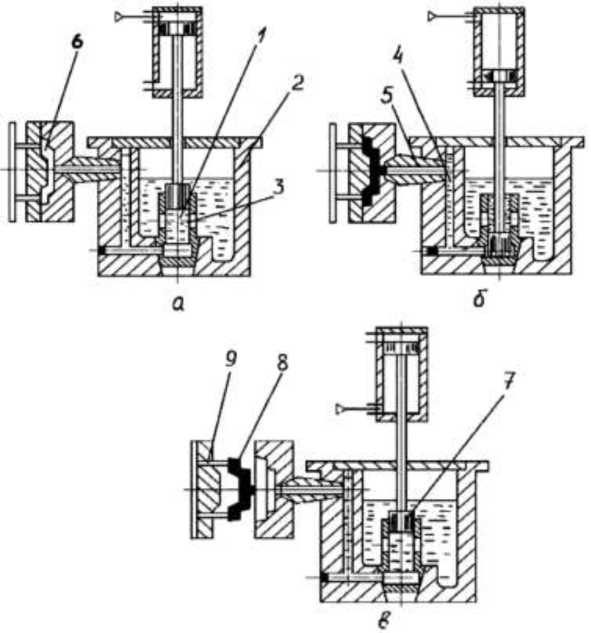
Рис.3.18. Схема процесса литья на машинах с горячей камерой прессования:
а - набор порции жидкого металла в камеру прессования; б - запрессовка жидкого в полость пресс-формы; в - раскрытие пресс-формы и извлечение отливки;
1 - камера прессования; 2 - тигель; 3 - отверстия; 4 - канал; 5 - мундштук; 6 - полость пресс-формы; 7 - поршень; 8 - отливка; 9 - толкатель
В настоящее время все технологические операции литья под давлением автоматизированы, а заливка металла, извлечение отливки из формы и отделение литниковой системы от отливки - роботизированы.
При литье под давлением применяют машины-автоматы, а также автоматизированные комплексы.
Для уменьшения газовой пористости и повышения плотности заливаемого металла при литье под давлением применяют вакуумирование пресс-форм, предварительное заполнение рабочей полости формы кислородом (кислородный процесс), заполнение рабочей полости жидким металлом с подпрессовкой в процессе его затвердевания.
Максимальная толщина стенок отливок не должна превышать 6 мм, хотя специальные технологические приемы (подпрессовка, медленное прессование на машинах с вертикальной камерой прессования) позволяют получать отливки с толщиной стенки 8.. .12 мм.
Область применения литья под давлением ограничивается специфическими требованиями технологичности конструкций литых деталей и высокой стоимостью пресс-форм, оправдываемой только при производстве больших партий отливок (не менее 3000 отливок в год).
Достоинства способа:
отливки имеют мелкозернистую структуру, что повышает прочностные свойства (твердость и прочность) и герметичность отливок;
высокая точность геометрических размеров отливки и низкая шероховатость поверхности отливки (припуски на обработку составляют 0,3. 1,0 мм, уклоны менее 1°), что позволяет применять минимальную последующую механическую обработку, а в ряде случаев полностью исключает ее;
возможность получения тонкостенных отливок (толщиной 0,5.1,5 мм) и литых отверстий (диаметром до 2,0 мм), а также отверстий с резьбой (до М6);
значительное улучшение (при сравнении с другими способами литья) санитарногигиенических условий труда, а на роботизированных комплексах - полное исключение ручного труда;
высокая производительность (на машинах с горячей камерой прессования - до 300 цикл/ч, с холодной - до 100 цикл/ч);
возможность полной автоматизации и роботизации.
Недостатки способа:
высокая стоимость технологической оснастки (пресс-форм) и оборудования, в результате чего процесс рационален только в условиях массового производства;
ограниченность номенклатуры получаемых отливок по размерам, массе и типам применяемых сплавов;
наличие газовой пористости в массивных частях отливок снижает пластичность металла отливки, герметичность и затрудняет термообработку;
- трудности с изготовлением отливок со сложными полостями, поднутрениями и карманами;
Технологические возможности способа описаны в приложении 1.
Вопросы для самоконтроля:
В чем заключается сущность литья под давлением?
Из каких сплавов изготовляют отливки литьем под давлением?
Какие типы машин литья под давлением применяют для получения отливок?
Объясните устройство пресс-формы.
Практическое занятие 4. Практическое изучение неметаллических и комкомпозиционных материалов
Практическая работа № 4.1.Эксплуатационные свойства строительных материалов
Эксплуатационные свойства строительных материалов характеризуют их способность выдерживать без разрушения в течение длительного периода условия службы, для которых они предназначены. Снижение эксплуатационных свойств может быть вызвано внешними воздействиями на материал, а также внутренними процессами, происходящими в нем. Внешние физические, химические или механические воздействия на строительные материалы могут быть следствием атмосферных влияний, перепада температур, периодического замораживания и оттаивания, поглощения и испарения воды, действия растворов электролитов, природных и технологических растворов и газов.
Внутренними причинами разрушения материала является взаимодействие его составных частей между собой. Особенно оно характерно для строительных бетонов: взаимодействие щелочей цемента с кремнеземом заполнителя, изменение объема из-за различия в расширении цементного камня и заполнителя при увеличении температуры, нарушение проницаемости материала. Как правило, на строительные изделия и конструкции при эксплуатации зданий и сооружений действуют одновременно сразу несколько факторов. Для строительных материалов из эксплутационных свойств наиболее важными являются морозостойкость, атмосферостойкость и водостойкость.
Определение морозостойкости материала
Морозостойкость - способность материала выдерживать в водонасыщенном состоянии многократное замораживание и оттаивание без признаков разрушения и значительного снижения его прочности. Морозостойкость обуславливает долговечность строительных материалов, подвергающихся многократному замораживанию и оттаиванию в водонасыщенном состоянии. Поэтому правильная оценка морозостойкости имеет технико-экономическое значение для бетонов различного вида, стеновых, кровельных и других материалов.
Разрушение материала при действии мороза происходит за счет того, что вода, находящаяся в порах, превращается в лед с увеличением его объема на 7-11 %. Образовавшийся лед давит на стенки материала и может приводить к нарушению его структуры. Морозостойкими считаются плотные материалы, имеющие малую открытую пористость (1-3 %). Из пористых материалов морозостойкими являются те, у которых поры мелкие, изолированные, не сообщающиеся между собой.
В основе методики оценки морозостойкости лежит понятие о марке материала по морозостойкости, характеризующейся числом циклов попеременного замораживания и оттаивания, при котором потеря его прочности при сжатии не превышает 15 %, а потеря массы - не более 5 %. Для плотных бетонов по ГОСТ 10060-95 снижение прочности при сжатии после замораживания должно быть менее 5 %.
Марка материала по морозостойкости устанавливается с учетом вида строительной конструкции, условий ее эксплуатации и климата. Строительные материалы для наружных стен зданий обычно имеют морозостойкость 15, 25, 35 и 50 циклов. Бетоны, применяемые в дорожном и гидротехническом строительстве, должны иметь более высокую морозостойкость - 50, 100, 150 и 200 циклов, а предназначенные для суровых условий службы - еще более высокие марки от 400 до 1000. Для различных по назначению строительных материалов установлены следующие марки по морозостойкости: F15, F25, F35, F50, F75, F100, F150, F200, F300, F400, F500, F600, F800, F1000. F - символика обозначения морозостойкости, а последующие цифры - количество циклов попеременного замораживания и оттаивания.
Определение морозостойкости материалов производится на образцах кубической формы. Для ряда стеновых материалов (глиняный и силикатный кирпич или камень) испытания производятся на готовых изделиях. Оценку морозостойкости бутового камня, щебня и гравия допускается проводить на кусках горной породы неправильной формы. Размеры образцов из бетона для определения морозостойкости зависят от величины зерен применяемого крупного заполнителя: для наибольшей крупности зерен заполнителя 10, 20, 40 и 70 мм, соответственно, образцы-кубы должны иметь размеры ребра 70, 100, 150 и 200 мм. При этом число контрольных и основных образцов, а также количество циклов попеременного замораживания и оттаивания, после которых производится осмотр и испытание образцов на сжатие, устанавливаются согласно требованиям ГОСТ 10060-95 для бетонных и железобетонных изделий. Указанные требования могут быть распространены и на другие строительные материалы (табл. 1).
Таблица 4.1
Проектная марка на морозостойкость
| Показатели | Б25 | Б50 | Б100 | Б150 | Б200 | Б300 | Б400 | Б500 | |
| Число циклов, после которых образцы: - испытывают на сжатие - осматривают | 25 25 | 50 25,50 | 75 и 100 50 и 75 | 100 и 150 75 и 125 | 150 и 200 125 и 175 | 200 и 300 175 и 250 | 300 и 400 250 и 350 |
400 и 500
350 и 450 | |
| Количество образцов - подлежащих замораживанию - контрольных | 3 3 | 3 3 | 6 9 | 6 9 | 6 9 | 6 9 | 6 9 |
6
9 | |
| Общее число изготовляемых образцов | 6 | 6 | 15 | 15 | 15 | 15 | 15 | 15 | |
Основные и контрольные образцы, изготовленные из бетонной смеси, испытывают на морозостойкость после 28 суток нормального твердения. Контрольные образцы до испытания на сжатие в эквивалентном возрасте хранят в камере нормального твердения, т.е. при температуре 20±2 °С и относительной влажности воздуха 90-100 %.
Методика определения морозостойкости материала заключается в следующем. Основные и контрольные образцы насыщают водой без предварительного высушивания путем выдерживания их в течение 48 ч в воде при температуре 15-20 °С. При этом, над ними должен находиться слой воды не менее 20 мм. Насыщенные водой основные образцы помещают в морозильную камеру на специальные контейнеры или на стеллажи с расстоянием между образцами не менее 20 мм. Начало замораживания образцов считается с момента установления в камере температуры -15 °С. Продолжительность одного замораживания образцов с размерами сторон 100-150 мм должна быть не менее 4 ч, а для образцов с размерами ребер 200 мм и выше - не менее 6 часов. Оттаивание образцов с размерами сторон 100-150 мм после выгрузки их из холодильной камеры производят в ванне с водой при температуре 15-20 °С в течение не менее 4 ч. При этом их устанавливают так, чтобы каждый из образцов был окружен со всех сторон слоем воды толщиной не менее 20 мм.
Перед испытанием на сжатие основные образцы подвергают внешнему осмотру с измерением площади поврежденной поверхности. Если величина поврежденной поверхности, хотя бы одной грани, прилегающей к плитам пресса при испытании на сжатие, окажется менее 10-12 % первоначальной площади грани, то дефекты должны быть устранены путем подливки густого цементного теста. Контрольные образцы бетона испытывают в возрасте, эквивалентном возрасту образцов, подвергаемых замораживанию. Эквивалентный возраст (Тэ) образцов определяется по формуле:
Тэ = а + 0,2п, сут, (4.1)
где а - продолжительность твердения образцов до начала замораживания, сутки; п - число циклов попеременного замораживания и оттаивания образцов до их испытания на сжатие.
Контрольные образцы других строительных материалов испытывают на сжатие в насыщенном водой состоянии перед началом замораживания основных образцов. Для установления морозостойкости материала среднюю прочность трех образцов, подвергнутых замораживанию, сравнивают со средней прочностью контрольных образцов (бетонов в эквивалентном возрасте). Потеря прочности образцов (∆R) определяется по формуле:
∆R= ∆ R контр. -∆ R осн. х 100 % (4.2)
∆Rконтр.
где: ∆Rконтр. - среднее арифметическое значение предела прочности при сжатии контрольных образцов, МПа;
∆Rосн.- среднее арифметическое значение предела прочности при сжатии основных образцов после испытания на морозостойкость, МПа.
При оценке морозостойкости по степени повреждения образцы считают выдержавшими испытание, если после требуемого числа циклов замораживания и оттаивания они не разрушаются или на их поверхности не будет обнаружено видимых повреждений: расслоение, шелушение, сквозные трещины, выкрашивание. Если прочность образцов в промежуточных циклах замораживания и оттаивания, по сравнению с контрольными, снизится на 25 % или появятся явные признаки разрушения с потерей в массе до 5 %, то испытание этих образцов прекращают.
Для определения потери массы насыщенные водой образцы вытирают влажной тканью и перед определением морозостойкости взвешивают. Испытания проводят в сроки согласно табл. 1. Определение потери массы образцов (∆m) природного камня и керамических материалов, испытанных на морозостойкость, производится по формуле:
∆m=(m -m2 )/ m · 100 % (4.3)
где m - масса образца, высушенного до постоянной массы до испытания, г;
m 2 - масса образца, высушенного до постоянной массы после испытания, г.
Потеря массы образцов из бетона и других материалов определяется по формуле:
∆m=(m1 –m3)/m1 ·100 % (4.4)
где m1 и m3 - массы насыщенного водой образца соответственно до и после испытания на морозостойкость.
В отчете по испытанию строительного материала на морозостойкость студент указывается:
-описание образцов, природу материала. Для бетона состав и марка, дата изготовления образцов;
описание дефектов, обнаруженных на образцах перед испытанием;
-температуру в морозильной камере во время замораживания и продолжительность ее снижения в ней после загрузки образцов до -15°С;
-дату и время проведения каждого цикла замораживания и оттаивания;
-описание внешних признаков разрушения или повреждения образцов, обнаруженных во время их осмотра, и потеря в массе;
-дату испытания на сжатие и возраст образцов, изготовленных из строительного бетона и раствора;
-предел прочности при сжатии основных образцов после испытания на морозостойкость;
предел прочности при сжатии контрольных образцов;
-определение потери прочности образцов в результате испытания;
-общее заключение о морозостойкости данного материала в соответствии со стандартами и установление марки по морозостойкости.
Ускоренный способ испытаний материаллов на морозостойкость
Выполнение приведенной выше методики определения морозостойкости требует длительного периода времени. Для большинства строительных материалов, включая и бетон, может быть использовано ускоренное определение морозостойкости. Оно заключается в насыщении пор материала водным раствором Na2SO4 с последующим высушиванием образцов в сушильном шкафу при температуре 105оС. В этих условиях в порах материала кристаллизуется Na2SO4·7H2O, объем кристаллов которого больше по размерам кристаллов льда. Они давят на стенки материала с большой силой, и материал разрушается быстрее. Один цикл ускоренного «замораживания» заменяет 3-5 циклов обычного испытания.
Раствор сульфата натрия готовят следующим образом: 185 г безводного сернокислого натрия или 400 г кристаллического Na2SO4·7H2O растворяют в 1 л подогретой до 40 °С дистиллированной воды путем постепенного добавления в нее сульфата натрия при тщательном перемешивании до насыщения раствора, который затем охлаждают до комнатной температуры и оставляют на двое суток.
Подготовленные образцы материала заливают раствором сульфата натрия, так, чтобы они в сосуде были полностью погружены в нем, и выдерживают в растворе в течение 20ч при температуре 18-22 °С. Затем раствор сливают (можно использовать повторно), образцы ставят на поддон или оставляют в сосуде и помещают их на 4 ч в сушильный шкаф, в котором поддерживают температуру 105±5 °С. После этого образцы охлаждают до комнатной температуры и вновь заливают раствором. Последующие циклы испытания включают выдерживание образцов в течение 4 ч в растворе сульфата натрия, высушивание в течение 4ч и охлаждение до комнатной температуры. После 3, 5, 10 и 15 циклов образцы промывают горячей водой для удаления сульфата натрия, высушивают до постоянной массы. После этих процедур приступают к определению потерь массы и прочности, как и при обычном испытании образцов материала на морозостойкость. За их результат принимают среднее арифметическое значение двух параллельных испытаний.
Водостойкость строительных материаллов
В результате насыщения водой свойства материалов значительно изменяются: увеличиваются плотность и теплопроводность, у некоторых материалов, например древесины, повышается объем, а также понижается прочность вследствие нарушения связей между частицами материала за счет расклинивающего действия воды. Для оценки устойчивости строительных материалов к воде применяют коэффициент размягчения (Кразм), который рассчитывают по формуле:
Кразм= Rвод / Rсух (5)
где Rвод - предел прочности при сжатии материала, насыщенного водой, МПа;
Rсух - предел прочности при сжатии материала в сухом состоянии, МПа.
Коэффициент размягчения характеризует водостойкость материала. Для легких размокаемых материалов Кразм = 0, для материалов, которые полностью сохраняют свою прочность при действии воды (металл, стекло) Кразм = 1. Строительные материалы с Кразм больше 0,8 относят к водостойким, а материалы с Кразм менее 0,8 в местах, подверженных систематическому увлажнению, применять не разрешается.
Водонепроницаемость бетонов нормируется ГОСТ 12730.5.84.
Водонепроницаемость бетона определяют по табл.7 или, в случае невозможности использования таблицы, по экспериментально устанавливаемой градуировочной зависимости.
Химическая стойкость строительных изделий
Химическая стойкость - это способность материалов сопротивляться воздействию кислот, щелочей, растворов солей и газов. Наиболее часто подвергаются действию агрессивных жидкостей и газов санитарно-технические и гидротехнические сооружения, канализационные трубы, животноводческие помещения. Не способны сопротивляться воздействию даже слабых кислот карбонатные природные каменные материалы - известняк, мрамор, доломит. Не стоек к действию концентрированных растворов щелочей битум. Наиболее стойкими материалами по отношению к воздействию кислот и щелочей являются керамические материалы, а также изделия на основе пластмасс.
Таблица 4.2
| Параметр воздухопроницаемости бетона , см/с | Сопротивление бетона прониканию воздуха , с/см | Марка бетона по водонепроницаемости |
| 0,325-0,224 | 3,1-4,5 | 2 |
| 0,223-0,154 | 4,6-6,5 | 4 |
| 0,153-0,106 | 6,6-9,4 | 6 |
| 0,105-0,0728 | 9,5-13,7 | 8 |
| 0,0727-0,0510 | 13,8-19,6 | 10 |
| 0,0509-0,0345 | 19,7-29 | 12 |
| 0,0344-0,0238 | 29,1-42,0 | 14 |
| 0,0237-0,0164 | 42,1-60,9 | 16 |
| 0,0163-0,0113 | 61-88,5 | 18 |
| 0,0112-0,0077 | 88,6-130,2 | 20 |
Химическая стойкость строительных изделий
Химическая стойкость - это способность материалов сопротивляться воздействию кислот, щелочей, растворов солей и газов. Наиболее часто подвергаются действию агрессивных жидкостей и газов санитарно-технические и гидротехнические сооружения, канализационные трубы, животноводческие помещения. Не способны сопротивляться воздействию даже слабых кислот карбонатные природные каменные материалы - известняк, мрамор, доломит. Не стоек к действию концентрированных растворов щелочей битум. Наиболее стойкими материалами по отношению к воздействию кислот и щелочей являются керамические материалы, а также изделия на основе пластмасс.
Стойкость бетона на основе минеральных вяжущих веществ к действию химических агентов невысокая. Наиболее часто химическая агрессия на бетонных изделиях проявляется в результате выщелачивания продуктов гидратации цемента, воздействия сульфатов, морской воды и природных (грунтовых) вод. Характерными признаками снижения прочности и даже разрушения бетона под влиянием химических агентов являются образование на поверхности изделий белого налета (высолов) из карбоната и сульфата кальция. В ряде случаев плотность и непроницаемость бетона влияют на химическую стойкость больше, чем вид применяемого цемента.
Оценка химической стойкости материала проводится по методике, заключающейся в определении изменений его физико-механических характеристик под действием агрессивной среды.
Определение химической стойкости бетона проводится на тридцати образцах размером 40х40х160 мм. Через 7 суток после изготовления пятнадцать контрольных образцов помещают в воздушно-влажные условия твердения или в воду, а другую их половину - в агрессивную среду, в качестве которой применяются растворы сульфата натрия, сульфата магния или их смесь, растворы кислот, а также обычная пресная вода, подаваемая на бетон под напором. До начала испытаний бетонные образцы хранят при температуре 20±2 °С и относительной влажности воздуха 80-100 % в течение 28, 60, 90, 180 и 360 суток твердения. Испытываются одновременно, по три образца, как контрольные, так и после выдержки в агрессивной среде в течение указанного срока. Стойкость бетона в ней оценивают по коэффициенту химической стойкости (Кхс), который определяется по формуле:
Кхс = Rх/Rо, (4.6)
где Rх и Rо - предел прочности при изгибе или сжатии бетона, находящегося, соответственно, в агрессивной среде и воздушно-влажных условия, МПа.
По полученным результатам строят график зависимости Кхс бетона от сроков твердения.
Химическая стойкость керамических, природных каменных материалов, древесины определяется методом погружения. Используются, как правило, образцы материала правильной формы с площадью поперечного сечения около 50 см . Их промывают дистиллированной водой и высушивают в сушильном шкафу при температуре 105 °С до постоянной массы. Затем образцы погружают до половины высоты в агрессивный раствор (серную кислоту или гидроокись натрия) и выдерживают в течение 48 ч при температуре окружающей среды 20±2 °С. Далее, их вынимают из раствора и промывают дистиллированной водой, высушивают и осматривают с целью определения признаков повреждений и разрушений. Оценку химической стойкости (Х) материалов производят по формуле:
Х= (m1- m2)/ S кг/м2 (4.7)
где m1 и m2 - масса образца материала соответственно до и после испытания, кг; S - площадь поверхности образца материала, соприкасающаяся с агрессивным раствором, м2.
В случае использования образцов материала неправильной формы после выдерживания в агрессивном растворе их промывают водой, высушивают до постоянной массы, а химическую стойкость определяю по формуле:
Х=( m1- m2) / m1 · 100% (4.8)
В обоих случаях за окончательный результат испытания принимают среднее арифметическое значение результатов двух параллельных определе ний, расхождение между которыми не должно превышать соответственно 0,08 мг/см2 и 0,5 %.
Химическая стойкость бетонов нормируется ГОСТ 25246-82.
Атмосферостойкость материалов
Атмосферостойкость - способность материалов и изделий сопротивляться комплексному воздействию окружающей среды при эксплуатации зданий и сооружений. Факторами их разрушения в этих условиях могут быть изменение температуры и влажности, действие различных газов, находящихся в воздухе, совместное воздействие мороза, воды и солнечных лучей. При этом изменение механических свойств материала может происходить в результате нарушения сплошности структуры (образование трещин), химических реакций с веществами окружающей среды, а также в результате изменения внутреннего состояния материала. Процесс постепенного изменения (ухудшения) свойств материалов в эксплуатационных условиях называется старением.
Наиболее важными факторами атмосферного происхождения, оказывающими агрессивное действие на строительные материалы, являются попеременное увлажнение и высушивание, воздействие СО2, изменение температуры.
Воздухостойкость - способность материала сопротивляться действию попеременного увлажнения и высушивания. Увлажнение ряда материалов вызывает его набухание, а высушивание - усадку. Многократное повторение этих циклов способствует возрастанию необратимых остаточных деформаций, которые нарушают структуру материала, приводя в ряде случаев к трещинообразованию. Эти явления усугубляются неравномерным увлажнением (высушиванием) материала по толщине, что вызывает дополнительные напряжения.
Методика оценки стойкости материалов к действию попеременного увлажнения и высушивания применительно к цементным растворам и бетонам, древесине заключается в следующем. Изготовляются из указанных материалов образцы-призмы размером 4х4х16 см. Для измерения деформаций на их торцах устанавливают реперы. Испытанию подвергаются образцы на основе минеральных вяжущих, прошедших тепловлажностную обработку, или полученных при естественном твердении в возрасте 28 суток. Образцы из древесины должны иметь стандартную влажность, равную 15 %. Перед испытаниями образцы помещают в воду на 48 ч, затем их осматривают и определяют динамический модуль упругости, массу, длину с помощью прибора для измерения деформаций, предел прочности при изгибе и сжатии.
Цикл испытаний образцов осуществляют следующим образом. Образцы насыщают водой в течение 4 ч, затем их помещают в сушильный шкаф, где при температуре 105-110 °С высушивают в течение 15 ч, а затем охлаждают на воздухе 1 ч и снова погружают в воду. Возможно некоторое изменение по времени цикла испытания образцов: насыщение водой в течение 15 ч, высушивание при t = 105-110 °С - 8 ч, остывание. Через каждые 25 циклов образцы осматривают и измеряют массу, пределы прочности при изгибе и сжатии, динамический модуль упругости, остаточные деформации. Если при этом не обнаружено явных признаков разрушения образцов, то циклы попеременного увлажнения и высушивания продолжают.
Оценку воздухостойкости материала по потере массы (Am) и изменению прочности (AR) производят по следующим формулам:
∆m =(m1- m2) / m1 · 100% (4.9)
∆R= (R1- R2) / R1 · 100% (4.10)
где m1 и m2- масса образца материала, соответственно, до и после определенного количества циклов испытаний, г;
R1 и R2 - предел прочности при изгибе или сжатии образцов, соответственно, контрольных и после определенного количества циклов испытаний, МПа.
Термическая стойкость - способность материала сопротивляться попеременному нагреванию и охлаждению. Изменение температуры материалов даже при ее положительных значениях оказывает агрессивное воздействие на структуру материалов. Многократные нагревания и охлаждения материалов, неравномерный прогрев по толщине приводят к образованию микротрещин и разрыхлению их структуры.
Для определения стойкости различных строительных материалов при воздействии изменения температуры из них изготавливают образцы-призмы размером 4х4х16 см. Для оценки этого свойства для тяжелых бетонов изготавливают образцы-кубы размером 10х10х10 см. Изготовленные образцы (бетонные в возрасте 28 суток) подвергают попеременному нагреву и охлаждению по режиму: нагрев образцов в течение трех суток при температуре 105110 °С и охлаждение в течение одних суток при 18-20 °С. Перед испытанием у образцов определяют массу, пределы прочности при изгибе и сжатии. Контроль над изменением свойств материала производят через 25 циклов попеременного нагрева и охлаждения. При этом образцы подвергаются внешнему осмотру с регистрацией видимых признаков разрушения, а также определяют массу, пределы прочности при изгибе и сжатии. Если признаков разрушения у них не выявлено, испытания продолжают дальше. В отчете по работе отмечают количество циклов попеременного нагрева и охлаждения, при которых потеря массы не превышала 5 %, а прочность уменьшилась не более 25 %.
Карбонизация — процесс взаимодействия составляющих строительных материалов (особенно бетона и раствора) с углекислым газом в естественных условиях. Концентрация С02 в воздухе обычно 0,02-0,03 %, а внутри жилых помещений может достигать 0,1 %. Углекислый газ карбонизирует не только Са(ОН)2 в бетоне, но может взаимодействовать с 85 % всей его твердой фазы, в том числе гидросиликатами кальция, гидроокисью кальция и магния.
Методика определения глубины карбонизированного слоя в материале колометрическим методом заключается в следующем. Бетонные или растворные образцы раскалывают, и свеже образованную поверхность скола смачивают 0,1 % спиртовым раствором фенолфталеина. В тех местах, где бетон карбонизировался, его поверхность не меняет цвета, а в местах, где сохранилась щелочная реакция, поверхность окрашивается в ярко-малиновый цвет. С помощью данного метода в строительном материале можно определить не только глубину полностью карбонизированного слоя, но и выявить частичную карбонизацию бетонов и растворов, изменяющиеся свойства материалов.
Требования к атмосферной стойкости бетонов нормируются ГОСТ 31384-2008 Защита бетонных и железобетонных конструкций от коррозии. Общие технические требования
Практическая работа № 4.2. Испытание керамического кирпича
Керамический кирпич - изделие из искусственного каменного материала, имеющего форму прямоугольного параллелепипеда определенных размеров и изготовленного путем формования и последующего обжига глины с отощающими, выгорающими, флюсующими и пластифицирующими добавками или без них. В качестве добавок, улучшающих свойства строительного кирпича, применяют кварцевый песок, кремнеземистые осадочные породы (трепел и диатомит), отходы некоторых производств промышленности, особенно от добычи и обогащения угля, золы от его сжигания, металлургические шлаки.
Наряду с кирпичом изготавливают керамические камни с большей толщиной. Керамические кирпичи выпускают полнотелыми и с технологическими пустотами, объем которых составляет не более 42 %, а камни - только пустотелыми. Их применяют для кладки наружных и внутренних стен зданий и сооружений, а также кладки фундаментов и печей из полнотелого кирпича. Формование керамических стеновых изделий осуществляют двумя способами: пластическим и полусухим. При пластическом способе из ленточного пресса непрерывно выдавливается брус глиняной массы и разрезается перпендикулярно направлению движения на отдельные кирпичи определенных размеров. Песчинки, имеющиеся в глиняной массе, при ее разрезании оставляют на поверхности разреза кирпича шероховатость и царапины.
При полусухом способе производства кирпичи формуют на прессах под давлением 15-20 МПа, каждый в отдельной форме, и все их грани имеют гладкую поверхность. Способ формования кирпича можно также определить по виду технологических пустот в нем: сквозные пустоты характерны для пластического формования, а несквозные могут быть получены только при полусухом прессовании.
Размеры и физико-механические свойства керамических кирпичей и камней должны удовлетворять требованиям ГОСТ 530-95 «Кирпич и камни керамические». В зависимости от размеров их подразделяются на виды (табл.4.3). Отклонения от установленных размеров и показателей внешнего вида кирпича не должны превышать на одном изделии следующих значений:
1.Отклонение от размеров, мм:
Таблица 4.3
Основные размеры керамических изделий
| Вид изделий | Номинальные размеры, мм | ||
| длина | ширина | толщина | |
| Кирпич одинарный | 250 | 120 | 65 |
| Кирпич утолщенный | 250 | 120 | 88 |
| Кирпич модульный одинарный | 288 | 138 | 63 |
| Кирпич модульный утолщенный | 288 | 138 | 88 |
| Кирпич утолщенный с пустотами | 250 | 120 | 88 |
| Камень обычный | 250 | 120 | 138 |
| Камень модульных размеров | 288 | 138 | 138 |
| Камень модульных размеров укрупненный | 288 | 288 | 88 |
| Камень укрупненный | 250 | 250 | 138 |
По прочности керамический кирпич подразделяют на марки 300, 250, 200, 175, 150, 125, 100 и 75. При этом предел прочности при сжатии и изгибе должен быть не менее значений, указанных в табл. 2.
По теплотехническим свойствам и плотности кирпич в высушенном до постоянной массы состоянии подразделяют на три группы:
-эффективный., улучшающий теплотехнические свойства стен и позволяющий уменьшить их толщину. Средняя плотность кирпича этой группы не более 1400 кг/м ;
-условно эффективный, улучшающий теплотехнические свойства ограждающих конструкций. Кирпич этой группы имеет плотность 1400-1600 кг/м3;
-обыкновенный кирпич имеет плотность свыше 1600 кг/м .
Примеры условных обозначений:
Кирпич керамический рядовой полнотелый марки 150, плотностью 1700 кг/м3, морозостойкостью Б25: Кирпич КР 150/1700/25/ГОСТ 530-95;
Кирпич керамический рядовой пустотелый марки 100, плотностью 1500 кг/м3, морозостойкостью Б25: Кирпич КРП 100/1500/25/ГОСТ 530-95;
Кирпич керамический рядовой эффективный утолщенный марки 125,
плотностью 1350 кг/м3, морозостойкостью Б25: Кирпич КРЭУ 125/1350/25/ГОСТ 530-95.
Правило отбора проб для испытания
Поставка и приемка кирпича производится партиями, объем которых устанавливают в количестве не более суточной выработки одной печи. Партия должна состоять из изделий одного вида, одной марки по прочности и морозостойкости. Для контрольной проверки на предприятиях отбирают не менее 100 штук кирпичей. Приемочно - сдаточные испытания осуществляют по следующим показаниям:
-внешний вид (наличие дефектов внешнего вида);
-размеры и правильность формы;
-предел прочности при сжатии изделий;
-предел прочности при изгибе кирпичей (обязательно для марок 75 и 100).
Таблица 4.4
Нормативные значения прочности для определения марки кирпича
| Марка кирпича | Предел прочности, МПа (кгс/см ), средний для 5 образцов | |||
| При сжатии | При изгибе | |||
| для всех видов кирпичей и камней | для полнотелого кирпича пластического формования | для полнотелого кирпича полусухого формования и пустотелого кирпича | для утолщенного кирпича | |
| 300 | 30,0 (300) | 4,4 (44) | 3,4 (34) | 2,9 (29) |
| 250 | 25,0 (250) | 3,9 (39) | 2,9 (29) | 2,5 (25) |
| 200 | 20,0 (200) | 3,4 (34) | 2,5 (25) | 2,3 (23) |
| 175 | 17,5 (175) | 3,1 (31) | 2,3 (23) | 2,1 (21) |
| 150 | 15,0 (150) | 2,8 (28) | 2,1 (21) | 1,8 (18) |
| 125 | 12,5 (125) | 2,5 (25) | 1,9 (19) | 1,6 (16) |
| 100 | 10,0 (100) | 2,2 (22) | 1,6 (16) | 1,4 (14) |
| 75 | 7,5 (75) | 1,8 (18) | 1,4 (14) | 1,2 (12) |
Кроме того, при изменении сырья и технологии (состав шихты, параметров формования, режимов сушки и обжига) не реже одного раза в две недели определяют:
-наличие известковых включений;
-предел прочности при изгибе для кирпичей марки 125 и выше;
-морозостойкость (один раз в квартал).
В заводской лаборатории для испытания керамических изделий количество образцов отбирают согласно табл. 3.
При проверке размеров и правильности формы, если одно из отобранных изделий не соответствует требованиям ГОСТ 530-95, то партию принимают, но если более - она не подлежит приемке. Однако, если при испытании изделий по другим показателям получены неудовлетворительные результаты, то проводят повторные испытания изделий по этому показателю на образцах, отобранных из данной партии в количестве в два раза большем. Партию принимают, если их результаты удовлетворяют требованиям стандарта, но если не удовлетворяют, то она полностью приемке не подлежит. В учебной лаборатории испытания керамических изделий можно проводить на 5-10 их образцах.
Внешний осмотр и наличие дефектов в кирпиче
Для оценки внешнего вида в процессе осмотра у кирпича устанавливают точность размеров, отбитости углов и ребер, качество обжига и другие характеристики. Размеры кирпича определяются с точностью до 1 мм металлической линейкой. Для определения его длины и ширины замеры производят в трех местах - по ребрам и середине постели. Толщину изделия определяют путем замеров середины тычка и ложка. За окончательный результат принимают среднее арифметическое значение результатов измерения. Глубина притупленности и отбитости углов и ребер определяется с точностью до 1 мм по наибольшей длине. Искривление граней и ребер (отклонение от пер-
Таблица 4.5
Количество образцов для испытания керамических изделий
| Наименование показателя | Число образцов |
| Размеры и правильность формы | 24 |
| Наличие известковых включений | 5 |
| Масса, водопоглощение | 3 |
| Предел прочности при сжатии: камней | 5 |
| кирпичей | 10 |
| Предел прочности при изгибе кирпичей | 5 |
| Морозостойкость | 5 |
пендикулярности граней кирпича) определяют стальным угольником путем приложения его к ложку и замера наибольшего зазора между тычком и внутренним краем угольника с погрешностью измерения не более 1 мм. Наличие трещин и их количество определяется по замерам по постели кирпича. Учитываются только самые опасные трещины (а), пересекающие ложок и выходящие на постель кирпича (рис. 1). Протяженность трещин по постели изделия замеряют линейкой по перпендикуляру от наиболее удаленной точки трещин до ее пересечения с ребром грани, через которую она проходит. Несквозные трещины (в) и сквозные трещины (с), пересекающие тычок, не учитывают.
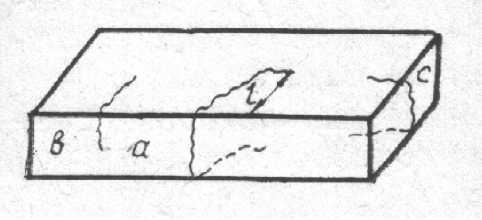
Рис. 4.1. Оценка трещин на кирпиче
Степень обжига устанавливают по цвету, сравнивая испытуемый кирпич с эталоном нормально обожженного кирпича. В случае отсутствия эталона, степень обжига можно оценить по звуку при ударе. Высушенный кирпич берут пальцами левой руки и по нижней части ложка наносят удар стальным молотком, который держат в правой руке (рис. 2). По чистоте звука и высоте тона устанавливают степень обжига кирпича согласно следующим данным: 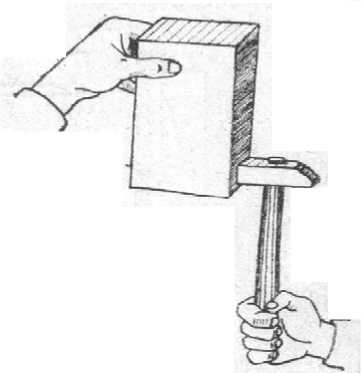
-звук звонкий, высокого тона, чистый - обжиг нормальный, черепок монолитный;
-звук звонкий, высокого тона, дребезжащий - обжиг нормальный, черепок трещиноватый;
-звук глухой, низкого тона, чистый - недожог, черепок монолитный;
-звук глухой, низкого тона, дребезжащий - недожог, черепок трещиноватый.
По ГОСТ 530-95 поставка потребителю недожженных и пережженных изделий не допускается. Недожженный кирпич характеризуется низкими прочностью, морозостойкостью, долговечностью, стойкостью против агрессивной среды. Причиной возникновения недожога является низкая температура обжига, недостаточная его продолжительность, в силу чего глиняная масса плохо спекается. Пережженный кирпич характеризуется оплавлением и вспучиванием поверхности, на которой могут быть темные пятна. По физико-механическим свойствам он уступает нормально обожженному кирпичу - имеет низкие прочность при изгибе и теплозащитные свойства, высокую теплопроводность.
Наличие известковых включений в кирпиче определяют пропариванием изделий. Для этого образцы, не подвергшиеся воздействию влаги, укладывают на решетку, помещенную в сосуд с крышкой. Налитую под решетку воду нагревают до кипения, которое продолжают в течение часа. Затем кирпичи охлаждают в этом закрытом сосуде в течение четырех часов, после чего их вынимают и осматривают. Известковые включения, вызывающие после пропаривания изделий разрушение поверхности и отколы глубиной более 6 мм, не допускаются требованиям ГОСТ 530-95, а керамические изделия бракуются.
Оценка физических свойств керамических изделий
Оценку физических свойств (плотность и водопоглощение) кирпича производят по ГОСТ 7025-91.
Средняя плотность кирпича представляет собой отношение массы его в сухом состоянии к объему. Высушенный кирпич взвешивают с точностью до 1 г. Его объем определяют по результатам замера геометрических размеров. Среднюю плотность кирпича вычисляют по формуле делением массы на объем. Значение средней плотности изделий определяют с точностью до 10 кг/м3 .
Водопоглощение кирпича определяют на предварительно высушенных до постоянной массы изделиях. Их укладывают в один ряд по высоте с зазорами между ними не менее 2 см на решетку в сосуд с водой, имеющей температуру 20±5 °С и уровень выше верха образцов на 2-10 см. Кирпичи выдерживают в воде 48 часов, а затем их обтирают влажной тканью и взвешивают. Массу воды, вытекшей из образца на чашку весов, включают в массу кирпича, насыщенного водой. Взвешивание каждого образца должно быть закончено не позднее двух минут после его удаления из воды.
Водопоглощение (Wпогл) кирпича вычисляют по формуле:
W=(m1-m)/m ·100% (4.11)
где m1 - масса кирпича, насыщенного водой,кг;
m - масса кирпича, высушенного до постоянной массы, кг.
Определение водопоглощения производится с точностью до 0,1 %.
Физико-механические испытания кирпича. Определение марки
Физико-механические свойства керамических изделий определяют по ГОСТ 8462-85 «Материалы стеновые. Методы определения прочности при сжатии и изгибе».
Определение предела прочности при сжатии
Перед испытанием на сжатие монолитный кирпич распиливают на распиловочном станке или разделяют любым способом без дробления кирпича на две равные части. Обе половинки постелями накладывают одна на другую так, чтобы поверхности распила были направлены в противоположные стороны. Пустотелый
кирпич не распиливают, а при испытании накладывают постелями один на другой, но при этом кирпичи с несквозными пустотами укладываются отверстиями вниз (рис.4.2).
Рис.4.2. Подготовка образцов для определения предела прочности при сжатии кирпича: а - монолитного, б - пустотелого со сквозными пустотами, в - пустотелого с несквозными пустотами
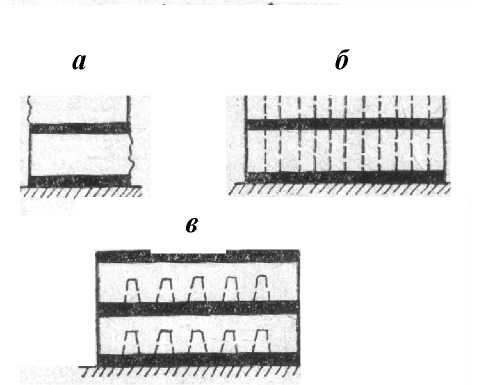 Перед склеиванием кирпичи или их половинки выдерживаются в воде не менее 5 минут, чтобы предупредить отсасывание ими воды из цементного раствора. Для соединения кирпичей и выравнивания их постелей применяют цементное тесто марки не выше «400» с водоцементным отношением 0,360,38. На мраморной, стеклянной, металлической или другой отшлифованной поверхности расстилают смоченный в воде лист бумаги. На этот лист наносят слой цементного теста толщиной 3-5 мм. Затем одну половинку кирпича укладывают на него и слегка прижимают, после чего верхнюю поверхность половинки покрывают тем же цементным тестом и на него укладывают вторую половинку кирпича, слегка прижимая так, чтобы оно под кирпичом распределилось равномерно по толщине. Лишнее цементное тесто срезают ножом вровень с боковыми гранями кирпичей.
Перед склеиванием кирпичи или их половинки выдерживаются в воде не менее 5 минут, чтобы предупредить отсасывание ими воды из цементного раствора. Для соединения кирпичей и выравнивания их постелей применяют цементное тесто марки не выше «400» с водоцементным отношением 0,360,38. На мраморной, стеклянной, металлической или другой отшлифованной поверхности расстилают смоченный в воде лист бумаги. На этот лист наносят слой цементного теста толщиной 3-5 мм. Затем одну половинку кирпича укладывают на него и слегка прижимают, после чего верхнюю поверхность половинки покрывают тем же цементным тестом и на него укладывают вторую половинку кирпича, слегка прижимая так, чтобы оно под кирпичом распределилось равномерно по толщине. Лишнее цементное тесто срезают ножом вровень с боковыми гранями кирпичей.
Через 10 мин рядом на плите расстилают второй смоченный в воде лист бумаги, на который также наносят слой цементного теста толщиной 3-5 мм. Склеенные ранее кирпичи переворачивают вниз постелью, свободной от теста, и устанавливают на цементное тесто, уложенное на втором листе бумаги. Прижимая кирпич к плите, выравнивают слой цементного теста под ним и срезают избыток теста ножом. Изготовленный таким образом образец должен быть близок по форме к кубу. Необходимо, чтобы плоскости образца были взаимно параллельны и перпендикулярны боковым граням, что проверяют угольником. Образцы до испытания следует выдерживать в лаборатории во влажных условиях в течение 3-4 суток для затвердевания цементного теста, после чего их испытывают на сжатие. Перед испытанием измеряют площадь поперечного сечения образца (с точностью до 1 см ), которая равна произведению результатов двух взаимно перпендикулярных измерений по плоскости склейки половинок кирпича.
При определении предела прочности при сжатии образец устанавливают на нижнюю опору гидравлического пресса так, чтобы геометрический центр образца совпал с центром опоры. При этом верхняя плита пресса должна плотно прилегать к верхней постели образца. Затем включают гидравлический пресс, который равномерно передает давление на образец, доводя его до разрушения. Значение разрушающего усилия фиксируют по показанию контрольной стрелки циферблата пресса.
Предел прочности при сжатии (Rсж) кирпича определяют по формуле:
Rсж = P/S , МПа (кгс/см2), (4.12)
где Р - разрушающая нагрузка, Н (кгс); S- площадь, м 2(см2 ).
Определение предела прочности при изгибе
Испытуемый кирпич предварительно выдерживают в воде не менее 5 мин, а затем на его постели наносят полоски из цементного теста шириной 20-30 мм, одну посредине верхней постели поперек ее под опору, передающую нагрузку, и две полоски в местах опирания образца на нижние опоры. Порядок нанесения и выравнивания полосок из цементного теста на кирпич аналогичен описанному выше при подготовке кирпича к испытанию на сжатие. Если в кирпиче есть трещины, то полоски располагают так, чтобы самые значительные трещины при испытании оказались на нижней поверхности образца. При испытании пустотелых кирпичей несквозные технологические пустоты должны располагаться в нижней зоне образца.
Предел прочности при изгибе определяют путем испытания на гидравлическом прессе целого кирпича, уложенного на две опоры с сосредоточенной нагрузкой в средине пролета, равного 200 мм (рис. 4). Нижние и верхняя опоры должны быть в виде цилиндрических катков диаметром не более 20 мм, длиной не менее ширины кирпича. Перед испытанием измеряют размеры поперечного сечения кирпича по середине пролета с точностью до 1 мм. Нагрузка на образец должна подаваться непрерывно и равномерно со скоростью, обеспечивающей его разрушение не ранее чем через 30-60 с после начала испытания.
По полученным значениям пределов прочности при сжатии и изгибе определяют марку кирпича. Для этого результаты испытания сопоставляют с
нормативами по различным маркам, изложенным в ГОСТ 530-95.
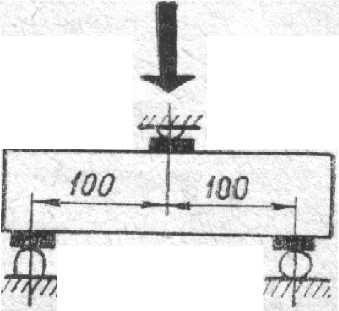 Рис. 4.3 Схема испытания кирпича на изгиб
Рис. 4.3 Схема испытания кирпича на изгиб
Предел прочности при изгибе (Rизг) кирпича вычисляют по формуле:
Rизг = 3Pl /2bh2 , МПа , (4.13)
где Р - разрушающая нагрузка, Н (Н);
l - расстояние между осями опор, м (м);
b - ширина образца, м (м);
h - высота образца посредине пролета без выравнивающего слоя, м.
Предел прочности при изгибе вычисляют с точностью до 0,1 МПа.
По полученным значениям пределов прочности при сжатии и изгибе определяют марку кирпича. Для этого результаты испытания сопоставляют с нормативами по различным маркам, изложенным в ГОСТ 530-95.
Лабораторная работа №3 Изучение методик определения основных физических свойств строительных материалов
Плотность
Истинная плотность ρ - предел отношения массы к объему, когда объем стягивается к точке, в которой определяется плотность материала (т. е. без учета имеющихся в нем пустот и пор).
Средняя плотность ρm - физическая величина, определяемая отношением массы m материала ко всему занимаемому им объему V, включая имеющиеся в нем пустоты и поры.
Насыпная плотность ρ н - отношение массы зернистых и порошкообразных материалов ко всему занимаемому им объему, включая пространства между частицами.
Определение истинной плотности
В технических расчетах истинную плотность ρ , г/см3 , определяют как частное от деления массы материала m в сухом состоянии на занимаемый объем V без пор и пустот:
ρ = m / V . (4.14)
Истинная плотность большинства строительных материалов больше единицы. Для каменных материалов она колеблется в пределах 2,2…3,3 г/см3, органических материалов (древесина, битумы, олифа, пластмассы) - 0,9…1,6 г/см3 и черных металлов (чугун, сталь) - 7,25…7,85 г/см3 . Вследствие теплового расширения тел плотность, как правило, уменьшается с ростом температуры.
Для измерения плотности применяют приборы, с помощью которых определяют массу и объем материала: плотномеры, пикнометры, ареометры, гидростатические весы, мерные емкости.
Объем твердого тела чаще определяют с помощью прибора Ле Шателье (пикнометра). Объемомер Ле Шателье (рис. 1) представляет собой стеклянный сосуд-колбу вместимостью 120…150 см 3 с узким горлом, имеющим шаровидное расширение в средней части. На горле колбы выше и ниже шаровидного расширения, объем которого обычно равен 20 см3 , нанесены деления, соответствующие 0,1 см 3.
Чтобы получить исследуемый материал без пор и пустот, его тонко измельчают. Чем выше тонкость помола материала, тем точнее будет определена его истинная плотность. Объем материала определяют по объему вытесненной им жидкости. При этом жидкость не должна вступать во взаимодействие с испытываемым материалам.
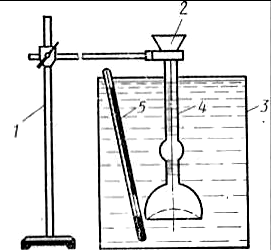
Рис.4.4 Объемомер Ле Шателье, подготовленный для определения плотности:
1-штатив, 2-воронка, 3-сосуд с водой, 4-объемомер, термометр.
Приборы, инструменты, материалы. Сушильный шкаф; объемомер Ле Шателье; штатив; воронка; термометр; стеклянный сосуд; технические весы с разновесами; стаканчики для взвешивания (бюксы); чугунная или фарфоровая ступка с пестиком; эксикатор; сито с сеткой № 02 (размер ячейки в свету 0,2х0,2 мм); совок; мягкая ткань для очистки приборов и инструментов; фильтровальная бумага; дистиллированная вода; испытываемый материал.
Подготовительные работы. Кусочки отобранной пробы материала массой 200 г высушивают в сушильном шкафу и тонко измельчают в ступке. Измельченный порошок просеивают через сито с сеткой № 02 и помещают в сушильный шкаф, где при температуре 105…110°С высушивают до постоянной массы. Затем порошок охлаждают в эксикаторе и хранят до проведения испытания.
Объемомер, закрепленный в штативе, помещают в стеклянный сосуд с водой так, чтобы вся его градуированная часть была погружена в воду. Температура воды в процессе измерений должна соответствовать той, при которой производили градуировку прибора.
Проведение испытания. В объемомер наливают дистиллированную воду немного выше нулевого деления. Фильтровальной бумагой жидкость отсасывают до тех пор, пока нижний мениск ее не совпадет с нулевым делением. Свободную от жидкости часть прибора протирают тампоном из фильтровальной бумаги.
На технических весах с погрешностью до 0,01 г отвешивают пробу порошка m 1, которую небольшими порциями высыпают в воронку объемомера так, чтобы в горле колбы не образовывались пробки, препятствующие поступлению порошка. Порошок всыпают до тех пор, пока уровень жидкости в приборе не поднимается до одного из делений, нанесенных на горле колбы выше шаровидного расширения. Для удаления воздуха, попавшего в жидкость вместе с порошком, объемомер с содержимым вынимают из сосуда с водой и аккуратно вращают вокруг оси в наклонном положении в течение 10 мин на гладком резиновом коврике. Затем прибор снова помещают в сосуд с водой и не менее чем через 10 мин отсчитывают уровень жидкости.
Разность отсчетов между конечным и начальным уровнями жидкости в объемомере равна объему порошка V, всыпанного в прибор. Остаток порошка m 2 взвешивают и, вычитая этот результат из первоначальной массы m 1, определяют массу порошка т, которую всыпали в объемомер.
За окончательный результат принимают среднее арифметическое результатов двух испытаний, расхождение между которыми не должно превышать 0,05 г/см .
Определение средней плотности
Средняя плотность большинства материалов меньше истинной плотности и для широко применяемых строительных материалов находится в пределах от 20 (теплоизоляционные материалы) до 7850 кг/м 3(сталь строительная). Для материалов, получаемых из расплавленных масс (стекло, металлы, битумы и жидкие материалы), значения средней и истинной плотности практически совпадают.
От средней плотности материала существенно зависят его физико-механические свойства: прочность, теплопроводность, теплоемкость, теплоусвоение и др. Значение средней плотности материала используют при определении его пористости, массы и размера строительных конструкций, расчетах транспортных средств, подъемно-транспортного оборудования и складов. При определении средней плотности можно использовать образцы правильной и неправильной геометрической формы. От формы образца зависит способ определения средней плотности материала.
Среднюю плотность (ρ m, г/см3 ), рассчитывают как отношение массы материала m к занимаемому им объему V :
ρ m = m /V (4.15)
Массу образца определяют взвешиванием. Объем определяют в зависимости от формы: для образцов правильной геометрической формы - инструментами для линейных измерений (штангенциркулем; микрометром); для образцов неправильной геометрической формы с помощью мерной посуды или гидростатическим взвешиванием. Объем тела при гидростатическом взвешивании определяют как частное от деления разности результатов взвешивания тела в воздухе и в жидкости на плотность жидкости.
Приборы, инструменты, материалы. Сушильный шкаф; штангенциркуль; металлическая линейка; технические весы с разновесами; весы для гидростатического взвешивания (рис.1.2); мерный сосуд вместимостью 1 дм ; эксикатор; сита с отверстиями 5; 10; 20 и 40 мм; противень; совок; три образца из горной породы или кирпича в форме параллелепипеда (куба); три образца в форме цилиндра, выпиленных из горной породы; 5 дм3 песка; проба керамзитового гравия крупностью зерен 5…10 мм объемом 3 дм3.
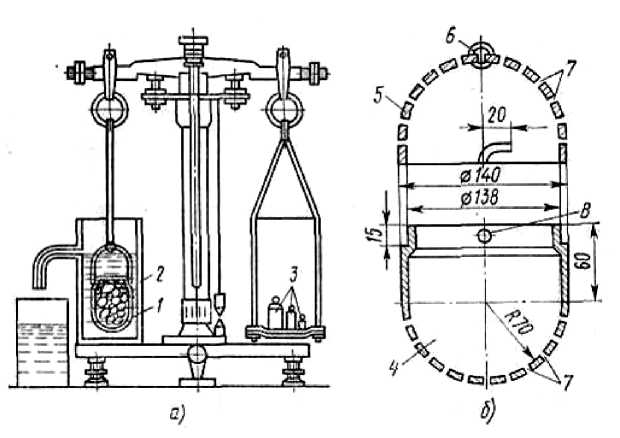
Рис.4.5 - Весы для гидростатического взвешивания (а) и контейнер для насыщения сыпучих материалов водой (б): 1 - сетчатый (перфорированный) контейнер, 2 - сосуд со сливом для воды, 3 - разновесы, 4 - нижняя часть контейнера, 5 - крышка, 6 - кольцо диаметром 10 мм, 7 - отверстия диаметром 4 мм с шагом 8 мм, 8 - две шпильки диаметром 4 мм
Определение средней плотности образцов правильной геометрической формы
Подготовительные работы. Образцы из горной породы правильной формы очищают от пыли и высушивают в сушильном шкафу до постоянной массы. Затем образцы охлаждают и хранят в эксикаторе до проведения испытаний.
Проведение испытаний. Подготовленные образцы берут из эксикатора и взвешивают на технических весах с погрешностью до 0,1%. Если масса m образца менее 500 г, то погрешность взвешивания 0,1 г, более 500 г — погрешность 1 г. Линейные измерения выполняют штангенциркулем с погрешностью до 0,1 мм. За расчетное значение длин граней параллелепипеда (куба) принимают среднее арифметическое значение трех измерений.
Полученные результаты записывают в таблицу. 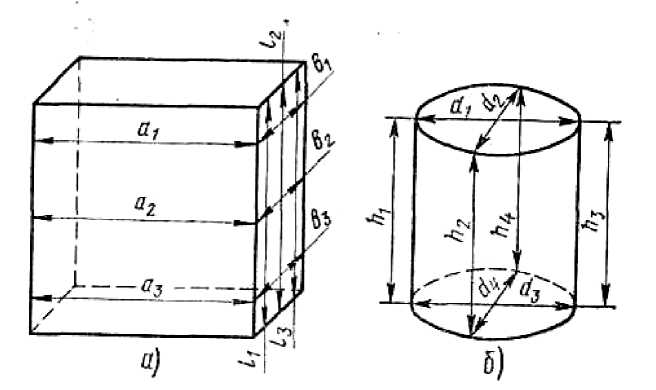
Рис. 4.6 - Измерение линейных размеров параллелепипеда (куба) (а) и цилиндра (б)
За окончательный результат принимают среднее арифметическое трех определений.
При измерении объема цилиндра на каждом основании проводят два взаимно перпендикулярных диаметра d1, d2, d3 d4 и измеряют их (рис.1. 3).
Результаты измерений записывают в таблицу.
За окончательный результат принимают среднее арифметическое трех определений.
Определение средней плотности образцов неправильной геометрической формы
При определении средней плотности образцов неправильной геометрической формы объем образца наиболее удобно находить по массе вытесненной им жидкости. При этом жидкость не должна вступать во взаимодействие с испытываемым материалом. Чтобы исключить из расчетов количество жидкости, которая может заполнить поры, образец перед испытанием насыщают водой или парафинируют. Более простым является способ насыщения образца водой, который для каждого материала регламентируется соответствующим стандартом.
Подготовительные работы. Пробу керамзитового гравия объемом 3 дм3 сушат до постоянной массы при температуре 105°С, встряхивают в течение 1…2 мин на сите с отверстиями диаметром 5 мм для удаления частиц менее 5 мм, затем перемешивают на противне. Сухой контейнер для взвешивания и насыщения водой испытываемых образцов (см. рис.1.2) взвешивают на воздухе h и в жидкости - воде. Значения массы контейнера, взвешенного в воздухе и в жидкости записывают в таблицу.
Проведение испытания. В подготовленный контейнер насыпают третью часть массы пробы гравия объемом 1 дм3. Контейнер взвешивают в воздухе два раза: сначала с сухой пробой,, затем с насыщенной водой пробой. Для насыщения пробы контейнер помещают в сосуд с водой так, чтобы уровень воды был выше крышки контейнера не менее чем на 20 мм. Затем встряхивают контейнер в воде для удаления пузырьков воздуха и выдерживают в сосуде в течение 1 ч. После этого контейнер вынимают из сосуда с водой, в течение 10…15 мин дают излишку воды стечь и взвешивают. Чтобы определить массу контейнера в жидкости с насыщенной пробой его взвешивают на весах с устройством для гидростатического взвешивания (см. рис. 1.2). Результаты взвешивания записывают в таблицу.
За окончательный результат принимают среднее арифметическое трех определений.
Определение насыпной плотности
Насыпная плотность - характеристика рыхлых сыпучих материалов. Ее величина существенно зависит от плотности укладки частиц материала, поэтому в стандарте на испытания оговаривается способ укладки материала в мерный сосуд, например, с помощью лотка ила воронки (рис.1.4), с уплотнением или без уплотнения.
Подготовительные работы. Отбирают пробу песка фракций 0,14…5 мм объемом 5 дм3 , высушивают до постоянной массы и хранят в эксикаторе. Мерный сосуд очищают и сушат.
Проведение испытания. Подготовленный материал высыпают с помощью лотка или воронки (см. рис.1.4) в мерный сосуд объемом V. Образовавшийся над верхом сосуда конус снимают металлической линейкой вровень с краями сосуда. Линейку держат наклонно, прижимая к краям сосуда, и перемещают без толчков. При толчках рыхлый материал может уплотниться, что приведет к увеличению средней плотности. Наполненный материалом сосуд взвешивают. Масса пробы m, г, равна разности массы сосуда с материалом m см и пустого сосуда m с:
m = m см - m с
Насыпную плотность пробы рн, г/см3 , определяют по формуле
ρ н= m/V
где m, - масса пробы, г; V- объем пробы, см .
Полученные результаты взвешивания и расчетов записывают в таблицу.
За окончательный результат ρ н принимается среднее арифметическое трех определений.
Определение пористости и водопоглощения материала
Пористость материала характеризуется степенью заполнения его объема пустотами и порами.
Пористость имеет большое значение при оценке строительных материалов, так как с нею связаны такие важные свойства, как прочность, водопоглощение, водопроницаемость, теплопроводность, морозостойкость, звукопроницаемость, кислотостойкость и др. Для изготовления водонепроницаемых конструкций нужны материалы с малой пористостью; конструкции низкой теплопроводности изготовляют из материалов с высокой пористостью и т. п.
Пористость п, %, определяют по формуле
п = [(V0-V)/ V 0] x 100 (3)
где Vo - объём материала в естественном состоянии, включая поры и пустоты, см ;
V- объем материала в абсолютно плотном состоянии без пор и пустот.
Пористость строительных материалов колеблется в широких пределах, %: сталь, стекло - 0; гранит – 0…2; известняк – 11…35; кирпич – 25…35; тяжелый бетон – 4…15; газобетон – 77…85; поропласт – 90…95.
Рис.4.7 – Схема укладки рыхлого материала в мерный сосуд с помощью лотка (а) и воронки (б): 1 – сосуд вместимостью 1 дм3, 2 – задвижка, 3 – трубка, 4 –перевернутый усеченный конус, 5 – сито.
Если размеры пор материала не превышают сотых долей миллиметра, то его относят к мелкопористым материалам. Материал считают крупнопористым, если размер его пор от десятых долей миллиметра до 1…2 мм.
Проведение испытания. По данным, полученным в работе 1, определяют среднюю и истинную плотность материала. Используя формулу 3 вычисляют пористость.
Определение водопоглощения
Водопоглощением называют способность материала впитывать и удерживать воду. Определяют водопоглощение по разности массы образца материала в насыщенном водой и абсолютно сухом состояниях и выражают в % от массы сухого материала или в % от объема образца.
Водопоглощение строительных материалов колеблется в широких пределах. Например, водопоглощение по массе гранита 0,5…0,7, тяжелого бетона около 3, керамического кирпича 8…20%.
Насыщение строительных материалов водой снижает их прочность, увеличивает среднюю плотность и теплопроводность, а у некоторых материалов (например, у древесины) объем; снижает стойкость к действию агрессивных сред и т. п.
Приборы, инструменты, материалы. Технические весы с разновесами; сушильный шкаф; набор мерных сосудов два контейнера для насыщения пробы материала водой (см. рис.1. 2,б); сито с отверстиями 5 мм; керамзит фракция 5…10 мм объемом 3 дм 3.
Подготовительные работы. Пробу керамзита фракции 5…10 мм объемом 3 дм3 сушат при температуре 105…110°С до постоянной массы. Для отделения мелких частиц керамзит встряхивают в течение 2…3 мин на сите с отверстиями 5 мм и делят на две части. Каждую часть взвешивают на технических весах. Результаты взвешивания записывают в таблицу.
Проведение испытания. Подготовленные сухие пробы укладывают в два контейнера, закрывают крышкой, опускают в воду так, чтобы над верхом материала был слой воды не менее 20 см, и встряхивают для удаления пузырьков воздуха из керамзита.
Через 1 ч контейнеры извлекают из воды и в течение 10 мин дают излишку воды стечь. Затем насыщенный водой материал взвешивают. Массы обеих проб насыщенного водой керамзита и среднюю плотность керамзита по результатам лабораторной работы 1 записывают в таблицу
Методика определения свойств неорганических вяжущих веществ
Для приготовления раствора и бетона преимущественно используют неорганические вяжущие вещества. Эти вещества при смешении с водой, а в некоторых случаях с растворами солей образуют пластическую массу под влиянием физико-химических процессов, постепенно затвердевшую и переходящую в камневидное состояние.
Среди неорганических вяжущих веществ наиболее распространены в строительстве цементы на основе портландцементного клинкера.
Основные требования к отбору, хранению и испытаниям проб следующие.
Перед испытанием цемент просеивают через сито с сеткой № 09 (с ячейкой в свету 0,90x0,90 мм) и тщательно перемешивают. Отобранную пробу цемента делят на две равные части, одну из которых берут для испытания, а вторую маркируют и хранят в плотно закрытом сосуде в сухом помещении в течение двух месяцев на случай повторного испытания.
Не допускается применять для испытаний алюминиевую и цинковую посуду, чаши, формы, лопатки и т. п.
Материалы и оборудование для испытаний должны храниться при температуре (20±3)°С и перед испытанием иметь указанную температуру. Температуру помещения ежедневно отмечают в журнале испытаний.
Для затворения цемента применяют обычную питьевую воду. Сосуд для отмеривания воды нужно тарировать в смоченном состоянии.
Цемент и песок взвешивают с погрешностью до 1 г, а воду взвешивают или отмеривают с точностью до 0,5 г или 0,5 мл.
Подготовленные для испытания пробы цемента, поставляемые в лабораторию в плотной, по возможности, герметичной таре, необходимо хранить так, чтобы исключить его увлажнение.
Тонкость помола цемента
Тонкость помола цемента определяют по остатку на сите и по удельной поверхности его зерен. Ситовым анализом определяется и ограничивается только верхний предел наиболее крупных зерен. При этом нормальной считается такая крупность зерен цемента, когда он полностью проходит через сито № 200 (0,2х0,2 мм) и 85 % цемента проходит через сито № 008 (0,08x0,08 мм). Тонкость помола и поверхность основной массы цемента, прошедшей через сито № 008, характеризуется величиной удельной поверхности цемента.
При ситовом анализе цемента обычно пользуются стандартным комплектом, состоящим из цилиндрических сит № 200 и 008 диаметром 15 см, крышки и донышка. Используют также прибор для механического просеивания.
Для определения тонкости помола по удельной поверхности предложено много методов. Среди них наиболее распространен метод определения удельной поверхности по изменению сопротивления, которое оказывает уплотненный слой цемента определенной толщины и площади поперечного сечения воздуху, просасываемому через этот слой под постоянным разрежением. При определении удельной поверхности применяют поверхностемер типа ПСХ.
Тонкость помола цемента по удельной поверхности определяют факультативно. При этом определение плотности цемента выполняется в соответствии с методикой, изложенной в лабораторной работе 1. Для испытаний берут навеску цемента массой 65 г, а в качестве рабочей жидкости применяют обезвоженный керосин.
Приборы, инструменты, материалы. Стандартный цилиндрический комплект сит; технические весы с разновесами; сушильный шкаф; эксикатор; стаканчики для взвешивания; совок; воронка диаметром 150 мм; прибор для механического просеивания; часовое стекло; лист глянцевой бумаги; кисточка; мягкая ткань; цемент.
Подготовительные работы. Пробу цемента подготовляют в соответствии с рекомендациями, приведенными выше. Сито тщательно очищают мягкой кисточкой от остатков предыдущего анализа, моют, высушивают в сушильном шкафу, охлаждают до комнатной температуры и взвешивают на технических весах, после чего вставляют в донышко и закрывают крышкой.
Проведение испытания. Пробу цемента массой 100 г помещают в сушильный шкаф, сушат при температуре 105…110°С в течение 2 ч и охлаждают в эксикаторе. От охлажденной пробы отвешивают на часовом стекле 50 г цемента с точностью до 0,01 г и переносят на сито, (установленное на поддоне 6 (см. рис.3.1). Остаток цемента снимают со стекла мягкой кисточкой. Закрыв сито крышкой 4, комплект сит устанавливают в прибор для механического просеивания.
Просеивание длится примерно 15…20 мин. При этом через 5…7 мин прибор останавливают, осторожно снимают поддон и высыпают из него цемент, сетку сита прочищают с нижней стороны мягкой кистью, вставляют поддон и продолжают просеивание.
Просеивание считается законченным, если при контрольном просеве на глянцевую белую бумагу пройдет через сито не более 0,05 г цемента. Контрольное просеивание выполняется вручную в течение 1 мин.
Сито вместе с содержащимся в нем остатком взвешивают на технических весах. Разность между массой сита с остатком и массой пустого сита показывает массу остатка, которая выражается в процентах по отношению к массе исходной пробы. Количество цемента, прошедшее через сито, выражается как разность между 100 % и процентом остатка на сите.
Полученные результаты взвешиваний и вычислений записывают в таблицу.
Тонкость помола цемента определяют как остаток на сите с сеткой № 008 в процентах к первоначальной массе просеиваемой пробы с погрешностью до 0,1%.
Методика определения нормальной густоты цементного теста и сроков схватывания цемента
Нормальной густотой называют то содержание воды (%), которое необходимо добавить к цементу, чтобы получить определенную консистенцию цементного теста. Эта консистенция характеризуется погружением в цементное тесто пестика прибора Вика на 33…36 мм. Наименьшую нормальную густоту имеют клинкерные цементы без добавок. При введении в цемент тонкомолотых добавок, обладающих большой водопотребностью, нормальная густота увеличивается. Нормальная пустота портландцементов 22…27 %, пуццолановых портландцементов - 30 % и более.
Сроки схватывания цемента характеризуют начало и конец превращения материала в твердое тело. Начало схватывания портландцемента с минеральными добавками и шлакопортландцемента при температуре 20°С должно наступать не ранее, чем через 45 мин, а конец схватывания не позднее 10 ч с момента затворения цементного теста.
Начало схватывания характеризуют временем от начала затворения цемента водой до того момента, когда игла, плавно погружаясь в цементное тесто, проникнет в него на глубину 38…39 мм, т. е. не дойдет до стеклянной пластинки на 1…2 мм. Концом схватывания считают время от начала затворения до того момента, когда игла будет опускаться в тесто не более чем на 1 мм.
Нормальную густоту цементного теста и сроки схватывания цемента определяют с помощью прибора Вика (рис. 3.1а). Прибор состоит из: металлической станины 1; подвижного металлического стержня 5; эбонитового или латунного кольца 8 в виде усеченного конуса высотой (40±5) мм, диаметрами - верхним (65±5) мм и нижним (75±5) мм; стеклянной пластинки 9 размером 100x100 мм. Подвижный стержень закрепляют на требуемой высоте зажимным винтом 2. Стержень снабжен указателем 3 для отсчета перемещения его относительно шкалы 4 (цена деления 1 мм).
При определении нормальной густоты теста в нижнюю часть стержня вставляют пестик 7 (рис. 3.1,в), при определении сроков схватывания - съемную иглу из жесткой стальной проволоки (рис. 3.1,б). При замене пестика иглой общую массу перемещающейся части прибора выравнивают с помощью дополнительного груза, который накладывают на верхнюю часть подвижного стержня 6. Суммарная масса деталей перемещающейся части прибора должна находиться в пределах (300±2) г.
Приборы, инструменты, материалы. Прибор Вика с пестиком и иглой; чашка и лопатка для приготовления цементного теста; технические весы с разновесами; секундомер; мерный цилиндр; цемент; вода; нож; мягкая ткань.
Подготовительные работы. Перед началом испытания проверяют свободное падение стержня прибора Вика, чистоту пестика, чистоту и отсутствие искривлений иглы, нулевое положение указателя при опирании пестика на пластинку. Кольцо и пластинку смазывают тонким слоем машинного масла.
Проведение испытания. Навеску цемента массой 400 г высыпают в чашку, предварительно протертую влажной тканью. В цементе делают углубление, в которое за один прием вливают воду в количестве 24^30 % от массы цемента, и углубление засыпают цементом. Через 30 с цемент осторожно перемешивают с водой, а затем в течение 5 мин энергично растирают и перемешивают лопаткой.
После окончания перемешивания кольцо наполняют в один прием цементным тестом и 5 или 6 раз встряхивают его, постукивая пластинку о стол. Избыток цементного теста срезают ножом, предварительно протертым влажной тканью.
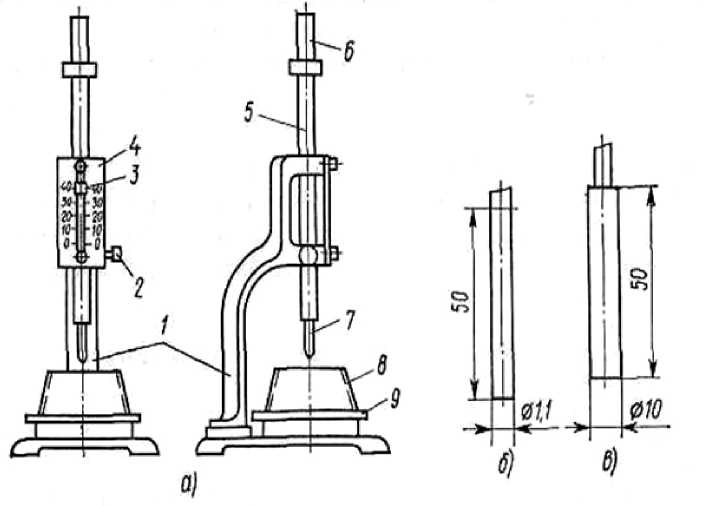
Рис. 4.8 - Прибор Вика: а - общий вид, б - рабочая часть иглы, в - рабочая часть пестика; 1 - станина, 2 - зажимной винт, 3 - указатель, 4 - шкала, 5 - стержень, 6 - нагружаемая часть подвижного стержня, 7 - пестик (или игла), 8 - кольцо, 9 - пластинка
Сразу после этого пестик прибора приводят в соприкосновение с поверхностью цементного теста в центре кольца и закрепляют стержень зажимным винтом. Затем зажимной винт отвинчивают и дают возможность стержню вместе с пестиком свободно опускаться под действием силы тяжести. Через 30 с с момента освобождения стержня производят отсчет погружения. Если пестик не доходит до стеклянной пластинки больше чем на 5^7 мм, необходимо приготовить новую порцию цементного теста с большим количеством воды. Если пестик погружается глубже 5^7 мм, то новую порцию готовят с уменьшенным количеством воды.
Количество воды, израсходованное на приготовление теста нормальной густоты, выражают в % от массы цемента с погрешностью не более 0,25 %. Результаты испытания записывают в таблицу..
Для определения сроков схватывания, цементное тесто нормальной пустоты помещают в кольцо прибора Вика, установленное на стеклянной пластинке, встряхивают 5 или 6 раз, избыток теста срезают ножом и поверхность заглаживают.
Затем кольцо с цементным тестом устанавливают на площадку прибора, иглу которого доводят до соприкосновения с поверхностью теста, и фиксируют стержень с иглой в этом положении зажимным винтом. Сразу же зажимной винт отпускают, позволяя игле свободно опуститься в тесто. В начале испытания, пока тесто находится в жидком состоянии, во избежание сильного удара иглы о пластинку ее во время падения придерживают.
До начала схватывания иглу погружают в тесто через каждые 5 мин, затем через каждые 15 мин, передвигая кольцо после каждого погружения так, чтобы игла не попадала в одно и то же место. После каждого погружения иглу протирают.
Во время испытания кольцо с тестом должно находиться в затененном месте без воздействия на него сквозняков, ударов или сотрясений.
Результаты испытания записывают в таблицу.
Определение равномерности изменения объема цемента в процессе твердения
Равномерность изменения объема цемента определяют на лепешках диаметром 7…8 см, толщиной около 1 см по центру. Лепешки готовят из теста нормальной густоты, выдерживают в течение (24±2) ч при температуре (20±3)°С в закрытой ванне с гидравлическим затвором (рис. 3.2) и кипятят в бачке (рис. 3.3) с регулятором уровня воды. Регулятором служит сосуд 1 с трубкой, поддерживающий уровень воды в бачке на необходимой высоте. На расстоянии не менее 5 см от дна бачка помещают съемную решетку 4 для укладки образцов. Ванну и бачок изготовляют из стойкого к коррозии материала, например оцинкованной стали.
Цемент считается не соответствующим требованию равномерности изменения объема, если на лицевой стороне лепешек обнаруживаются доходящие до краев радиальные трещины, если лепешки покрыты сеткой трещин или имеют местные искривления (рис. 3.4). Дефекты лепешек - трещины, искривления (разбухание) - измеряют линейкой, приложенной с плоской стороны лепешки.
Рис. 4.9 - Ванна с гидравлическим затвором: 1 - решетка
Рис.4.10 Бачок для кипячения цементных образцов:1-уравнительный сосуд с водой, 2-бачок, 3-лепешка,4-решетка, 5=кран, 6-резиновая трубка.
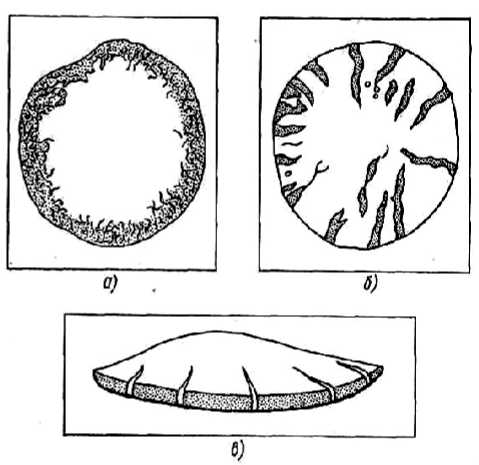 Рис.4.11 - Внешний вид лепешек, не выдержавших испытаний на
равномерность изменения объема: а - сетка мелких трещин, б - радиальные трещины, в - искривление
Рис.4.11 - Внешний вид лепешек, не выдержавших испытаний на
равномерность изменения объема: а - сетка мелких трещин, б - радиальные трещины, в - искривление
|
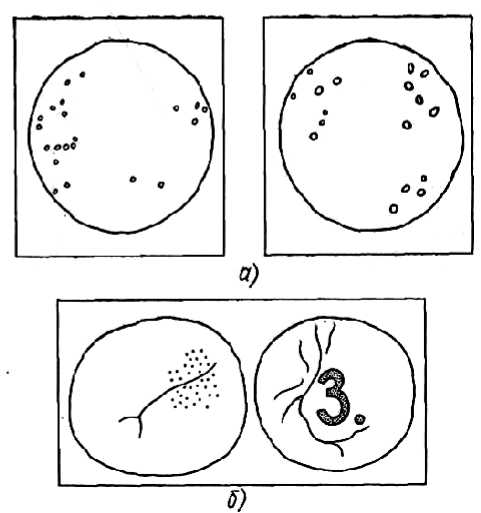 Рис. 4.12- Внешний вид лепешек,
выдержавших испытание на
равномерность изменения объема, без трещин усыхания (а) и с трещинами усыхания (б)
Рис. 4.12- Внешний вид лепешек,
выдержавших испытание на
равномерность изменения объема, без трещин усыхания (а) и с трещинами усыхания (б)
|
выдержавшим испытание на равномерность изменения объема (рис. 3.5).
Если лепешки не имеют указанных дефектов, то цемент считается Приборы, инструменты, материалы.
Ванна с гидравлическим затвором; бачок для кипячения цементных образцов; технические весы с разновесами; металлическая чаша и лопатка для перемешивания теста и растворов;
нагревательный прибор; стеклянные или металлические пластины для установки лепешек; нож; лупа; металлическая линейка; мерные цилиндры; мягкая ткань для очистки приборов; цемент; вода.
Подготовительные работы. Из цементного теста нормальной густоты отвешивают две пробы по 75 г, приготовленные в виде шариков. (Каждую пробу помещают на стеклянную или металлическую пластинку, предварительно смазанную машинным маслом.
Пластинки слепка встряхивают, чтобы шарики превратились в лепешки. Поверхность лепешек заглаживают влажным ножом,
Отформованные лепешки выдерживают над водой в ванне гидравлическим затвором в течение (24±2) ч при температуре (20±3)°С.
Проведение испытания. Лепешки вынимают из ванны и укладывают на решетки бачка, который заполняют водой. Уровень воды в течение всего опыта должен быть выше поверхности лепешки на 4…6 см. Затем бачок закрывают крышкой и устанавливают на нагревательный прибор. В течение 30…45 мин воду в бачке доводят до кипения, которое поддерживают в течение 3 ч.
Полученные результаты испытаний записывают в таблицу.
Определение времени гашения извести и содержания непогасившихся зёрен
Известь строительная воздушная - вяжущее, получаемое путем умеренного обжига кальциевых и магниевых карбонатных пород (мела, известняка и других, содержащих не более 6% примесей глины) до удалений углекислоты. Для оценки качества извести определяют время гашения, содержание непогасившихся зерен, равномерность изменения объема, суммарное содержание активных Са0 + МпО, содержания углекислоты, степень дисперсности порошкообразной извести.
Проведение испытания. Пробу извести (не менее 20 кг) делят на две равные части, одну из них подвергают лабораторному испытанию, а вторую помещают в герметический сосуд, опечатывают и хранят в течение 15 дней на случай повторных испытаний.
Время гашения.
Приборы, инструменты, материалы. Бытовой термос вместимостью 500 мл с пробкой и плотно вставленным в нее термометром (градуировка до 100°С), деревянная отполированная папочка, мерный цилиндр вместимостью 50-100 мл, фарфоровая ступка с пестиком, секундомер, весы технические с разновесом, миллиметровая бумага, испытуемая негашеная известь.
Проведение испытания. Пробу извести измельчают в ступке. Затем берут навеску 15 г, помещают в колбу термоса, вливают 25 мл воды, тлеющей температуру +20°С, и быстро перемешивают деревянной отполированной палочкой. Колбу термоса закрывают пробкой со вставленным термометром (рис.2.7) и оставляют в покое. При этом ртутный шарик термометра должен быть полностью погружен в реагирующую смесь. Отчет реагирующей смеси ведут через каждую минуту, начиная с момента добавления воды. Определение считается законченным, если в течение 4 мин. температура не повышается более чем на 1°С.
За время гашения принимают время с момента добавления воды до начала периода, когда рост температуры не будет превышать 0,25° С/мин.
По полученным данным строят на миллиметровой бумаге график изменения температуры во времени.
Испытуемая известь считается быстрогасящейся, если время её гашения составляет не более 8 мин., среднегасящейся, если время гашения не более 25 мин. и медленногасящейся, если время гашения более 25 мин.
Определение содержания непогасившихся зёрен.
Содержание непогасившихся зерен - это количество (%) в гашеной извести инертных частиц крупнее 0,63 мм.
Приборы, инструменты, материалы. Емкость (бачок) для гашения извести, весы с разновесом, сито с сеткой №063, сушильный шкаф, фарфоровые чашки, стеклянные или металлические палочки с резиновыми наконечниками, вода, испытуемая комовая известь.
Проведение испытания. За 24 ч до испытания приготовляют известковое тесто из I кг негашенной извести. Непосредственно перед испытанием тесто разбавляют водой до консистенции молока и частями переносят на сито с сеткой №063, одновременно промывая слабой непрерывной струей воды. Для ускорения работы можно разминать комки извести палочкой с резиновым наконечником. Промывку заканчивают, как только промывная вода становится чистой. Остаток на сите высушивают при температуре 105-110°С до постоянной массы.
В зависимости от количества непогасившихся зерен известь делят на три сорта.
Практическая работа №4.3. Качественное определение природы полимера методом сжигания
Цель работы : освоение метода распознавания природы полимерных материалов по характеру горения, внешним признакам.
Задания:
1. Установить внешние характерные признаки, отличающие отдельные виды полимерных материалов.
2. Научиться распознавать отдельные виды полимеров по характеру поведения их при нагревании, горении, по запаху продуктов горения.
3. Идентифицировать методом сжигания 14 – 15 видов пластмасс.
Методика выполнения
Поскольку отдельным видам полимеров свойственны определенный цвет, прозрачность, характер поверхности, блеск, упругость, эластичность и т.д., то по внешним признакам образцов материалов или изделий можно получить первое представление о природе полимеров.
Распознавание полимеров по характеру поведения при нагревании и горении является довольно простым и в то же время достаточно точным методом качественного определения природы полимеров. Метод основан на визуальном наблюдении за поведением образца при внесении его в верхнюю часть пламени горелки. По мере нагревания образцы термопластов постепенно размягчаются и плавятся, а реактопласты не размягчаются и не плавятся. Поэтому по отношению к нагреванию можно определить класс полимеров (термопласты, реактопласты). При дальнейшем нагревании образца происходит его загорание, сопровождающееся выделением продуктов разложения, которые обладают специфичным для отдельных полимеров запахом, позволяющим определять вид полимеров.
Прежде чем приступить к выполнению работы, следует детально ознакомиться с соответствующим теоретическим материалом, отобрать 15-20 образцов полимеров, внимательно осмотреть их, подробно охарактеризовать их внешний вид (характер поверхности, цвет, жесткость, прозрачность, характер излома и прочие признаки).
Захватив образец тигельными щипцами, следует внести его в пламя горелки; затем проведите наблюдение за нагреванием, размягчением и загоранием. При загорании образца удалите его из пламени горелки; если он плавится и съеживается, выдержите в огне до воспламенения, но не более 10 мин. Проведите наблюдения за загоревшимся материалом вне пламени горелки, определить окраску пламени, характер горения (спокойное, интенсивное, с копотью, прекращение горения и т.д.), отметьте запах продуктов горения и дополнительные признаки (например, способность вытягиваться в нити). Для определения запаха продуктов следует погасить пламя и легким движением кисти рук направить воздух от потушенного образца к носу.
На основании сравнения установленных признаков с данными, приведенными в таблице 1, определите вид полимера во всех образцах, взятых для опыта.
Примерная схема определения:
1. Образец не воспламеняется, сохраняет свою форму, ощущается запах формальдегида. Если, кроме того, ощущается запах:
а) аммиака – это мочевиноформальдегидный полимер;
б) резкий (рыбы) – меламиноформальдегидный полимер;
в) фенола – фенолформальдегидный полимер.
2. Полимер горит в пламени горелки и гаснет при удалении из пламени. Если, кроме того, появляется:
а) запах жженой резины, широкая зеленая кайма пламени у основания – это хлорированный каучук; при небольшой зеленой зоне, перекрываемой желтой зоной – это хлоропрен;
б) резкий запах хлористого водорода и зеленая окраска – это производные поливинилхлорида;
в) сладковатый запах, зеленая окраска у основания пламени, черная зола – это поливинилхлорид;
г) запах горелого молока – это казеин;
д) запах уксусной кислоты, искры, расплавленная смола при попадании в воду образует тяжелые желто-коричневые зерна или хлопья – ацетилцеллюлоза.
Таблица 4.6
Распознавание пластмасс методом горения
| № п/п | Вид полимера, пластмассы | Поведени при нагревани | Характер горения | Запах продуктов горения | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Фенолформальдегидная смола, фенопласты | Не размяг- чается | Загорается с трудом, при вынесении из пламени гаснет | Фенола и формальде-гида | |
| 3 | Мелаформальдегидная смола, мелалит | - // - | То же | Сильный тухлойрыбы | - |
| 4 | Полиэтилен | Размягча-ется, плавится | Горит спокойным синеватым пламенем; с подтеканием полимера | Горящей парафиновой свечи | - |
| 5 | Полипропилен | То же | То же | Горящего сургуча | - |
| 6 | Поливинилхлорид | - // - | При вынесении из пламени гаснет, зелено-ватая окраска у основания пламени; плас-тикат коптит и при вынесении из пламени продолжает гореть | Резкий хлористого водорода | Реакция на хлор (проба Бельштейна) |
| 7 | Поливинилиденхлорид | - // - | Как у ПВХ | Сладковатый | То же |
3. Полимер горит после удаления из пламени; при этом наблюдается:
а) очень быстрое горение, запах камфоры – это целлулоид; без запаха камфоры – нитроцеллюлоза;
б) пламя голубое у основания и, кроме того, сильный сладковато-плодовый запах – это полиметилметакрилат;
запах горелых овощей – это полиамиды;
чуть сладковатый запах – поливинилформаль;
запах прогорклого масла, искрение – ацетобутират целлюлозы;
в) пламя с пурпурной каймой, искрение, запах уксусной кислоты – это поливилацеталь;
г) пламя яркое, желто-белое, запах: сладковатый (гиацинтов) – это полистирол или его сополимеры; слабый, чуть сладковатый – это поливинилформаль;
д) пламя окружено желто-зеленой каймой, смола долго горит, имеет сладковатый запах; расплавленная смола, падая в воду, образует диски цвета светлого дуба – это этилцеллюлоза.
Практическая работа №4.4. Определение химической стойкости и твердости пластмасс
Цель работы: ознакомиться с методами определения химической стойкости пластмасс.
Задания:
1. Изучить поведение различных пластмасс в органических растворителях, агрессивных химических и бытовых средах;
2. Охарактеризовать твердость пластмасс по минералогической шкале Мооса.
Общие сведения
Химическая стойкость является одной из важных характеристик пластмасс, поскольку от нее во многом зависит выбор основных областей применения. Большинство пластмасс отличаются высокой химической стойкостью и превосходят в этом отношении традиционные природные материалы: металлы, дерево и др. Химическая стойкость обусловлена особенностями строения полимеров, наличием или отсутствием функциональных групп, способных претерпевать превращения в среде различных реагентов, наличием и частотой поперечных сшивок и др. Наибольшей химической стойкостью по отношению к действию кислот и щелочей отличаются полимеризационные карбоцепные полимеры, не имеющие активных функциональных групп: полиолефины, полистирол, галоидсодержащие полимеры (поливинилхлорид, перхлорвинил, фторопласты). Последние по своей химической стойкости превосходят наиболее стойкий к агрессивным средам металл – золото, которое растворяется в “царской водке” (смеси азотной и соляной кислот), в то время как фторопласты выдерживают без заметных изменений 24-часовое кипячение в этом реагенте.
Поликонденсационные полимеры обычно имеют в основной цепи гетероатомы и обладают более низкой стойкостью в химических средах, что обусловлено взаимодействием полимера с реагентами, сопровождающимися разрушением цепи. Так, в полиамидах в кислой среде происходит гидролиз амидной группы в сильных кислотах и щелочах.
Химическая стойкость карбоцепных полимеров с функциональными группами зависит от химической активности последних. В таких полимерах под действием химических агентов происходит взаимодействие функциональных групп при сохранении основной цепи. Так, полиакрилонитрил неустойчив в концентрированных кислотах и щелочах из-за омыления нитрильной группы и образования полиакриловой кислоты. То же происходит с полиметилметакрилатом, который вследствие гидролиза сложных групп превращается в полиметакриловую кислоту; поливинилацетат в аналогичных условиях переходит в поливиниловый спирт.
Растворимость полимеров, как и химическая стойкость, зависит от особенностей строения, наличия разветвлений, поперечных сшивок, присутствия полярных групп, длины макромолекулы и других фактов.
Чем меньше разветвлений в макромолекуле, больше ее длина и больше полярных групп, тем выше степень межмолекулярного взаимодействия и ниже растворимость полимеров. Растворимость уменьшается при увеличении упорядоченности макромолекул и повышении частоты поперечных сшивок. Кристаллические полимеры, как правило, обладают меньшей растворимостью, чем аморфные того же химического строения. Отвержденные термореактивные смолы обычно не растворяются и даже не набухают в растворителях.
Пластические массы, используемые как конструкционные материалы, должны обладать высокой химической стойкостью по отношению к тем средам, с которыми изделия контактируют в процессе эксплуатации: мыльно-содовым растворам, растворителям, растворам кислот, пищевым средам. Поэтому знание химической стойкости пластических масс является обязательным для специалиста. Оно позволяет установить правильность выбора пластмасс для изготовления тех или иных изделий.
Методика выполнения
1. В работе проводится определение химической стойкости пластических масс по отношению к растворителям, растворам кислот и щелочей (концентрированным и разбавленным), бытовым химическим средам (мыльно-содовому раствору, уксусному раствору) по визуально определенным изменениям образцов при выдержке в соответствующих средах в течение установленного времени при определенной температуре.
Образцы пластмасс помещаются в пробирки с соответствующим реагентом и выдерживаются в них в течение двух часов при комнатной температуре, периодическом перемешивании стеклянной палочкой или встряхивании. По окончании выдержки осторожно сливают реагент, вытряхивают содержимое пробирок на керамическую пластинку и при внешнем осмотре образцов устанавливают изменения: растворение, набухание, изменение характера поверхности, вымывание пластификатора, изменение цвета и др. Естественно, полученные результаты дают только ориентировочное представление о химической стойкости пластмасс.
Точные данные о химической стойкости получают при испытании образцов стандартных размеров по изменению веса, размеров, физико-механических свойств в условиях, установленных соответствующими стандартами.
2. Для определения твердости пластмасс пользуются минералогической шкалой твердости (шкала Маоса), состоящей из набора эталонных минералов, подобранных таким образом, что каждый из них при нажиме оставляет царапину на предыдущем и, в свою очередь, чертится последующим.
Шкала состоит из 10 минералов (тальк, гипс, кальцит, плавиковый шпат, апатит, полевой шпат, кварц, топаз, корунд, алмаз), которым соответственно присвоены номера от 1 до 10.
При испытании острым углом одного из минералов со средним нажимом проводят по поверхности испытуемой пластмассы и наблюдают за образованием царапины.
Если царапины нет, то рядом наносят черту более твердым материалом до получения видимой невооруженным глазом царапины, не стирающейся пальцем.
Твердость пластмассы обозначают порядковым номером минерала, оставившего след на поверхности.
Метод определения твердости с использованием минералогической шкалы отличается доступностью, простотой, быстротой, но дает результаты невысокой точности. Тем не менее этот метод позволяет охарактеризовать сравнительную твердость пластмасс.
Более точные результаты получают при проведении испытаний методом вдавливания стального шарика на приборах ТШСП, Бринеля в соответствии с утвержденными стандартами, методиками.
| № п/п | Вид пластмассы | Эталон | Реагенты | Твердость по минералогической шкале Мооса | ||
| Ацетон | Спирт | Толуол | ||||
| 1 | Полиэтилен | НАБ | С | НАБ | 4…5 кгс/мм2 | |
| 2 | Полипропилен | С | С | НАБ | 6…6,5 кгс/мм2 | |
| 3 | Полистирол | Р | НС | Р | 3…4 кгс/мм2 | |
Примечание . Для наглядности сравнения пластмассы и реагенты располагают в таблице в определенном порядке:
а) пластмассы – полимеризационные, поликонденсационные, на основе эфиров целлюлозы;
б) химические реагенты – мыльно-содовый раствор; органическая кислота разбавленная и концентрированная; минеральная кислота разбавленная, концентрированная; щелочь разбавленная, концентрированная; органические растворители: спирт, кетон, эфир; хлорированный, циклический и ароматический углеводороды.
Для проведения испытания используют те виды пластмасс, которые изучались в предыдущей работе. В качестве реагентов применяют растворители: спирты, кетоны, хлорированные, ароматические, алифатические углеводороды, сложные эфиры, а также концентрированные и разбавленные кислоты (серная и уксусная), щелочи (едкий натр), мыльно-содовый раствор.
В работе проводится определение химической стойкости 10-15 образцов по отношению к органическим растворителям различных классов, растворам кислот и щелочей (концентрированным и разбавленным), бытовым химическим средам.
Отчет оформляется в виде таблицы, где отмечаются все изменения, которые произошли с образцами пластмасс: Р (растворение), С (стоек), НС (нестоек), НАБ (набухает) и т.д.
Практическая работа №4.5 Исследование влияния температурных и силовых факторов на прочность и деформированость полимерных канатов
Полимерные канаты, используемые в такелажном хозяйстве промышленности, во многих случаях надежно заменяют металлический такелаж. Однако широкое внедрение полимеров требует достаточных сведений о их механических свойствах при различных видах температурно-силового воздействия.
В данной работе приведены результаты экспериментальных исследований прочности и деформативности капроновых канатов при циклическом и статическом воздействии в диапазоне температур + 40…-40°С. Эксперименты проводились на универсальных испытательных машинах МРС-500, УМЭ-10 тм и ециально созданных стендах. Отрицательные температуры получали с помощью жидкого азота, положительные - в термокамерах с нагревательными элементами, точность поддержания температуры составляла ±3°С. Перед испытаниями образцы термостатировались при заданных температурах в течение 40 минут. На каждом режиме было испытано 8-10 образцов. Образцы крепились в специально разработанных захватах с двухступенчатым фиксированием, что позволило получить почти стопроцентное разрушение по рабочей базе образца.
Деформация замерялись с помощью упругих элементов малой жесткости с наклеенными тензодатчиками, устанавливаемых на базу образца. Информация регистрировалась как серийными самопишущими приборами, так и нестандартной системой автоматического цифрового измерения и регистрации данных. Особенностью данной системы типа "аналого- цифровой преобразователь - транскриптор* являлась синхронизация работы системы с работой испытательной машины.
На рисунке приведены предельные характеристики разрушения капрона при различных температурах и скоростях деформирования.
Температура существенно влияет на предел прочности и деформацию разрушения, а влияние скоростей деформирования проявляется лишь в диапазоне 0-40 С и выше.
В области отрицательных температур изменение скоростей деформирования практически не сказывается на предельных характеристиках капрона.
Рис. 4.13.Зависимость предела прочности σ в (а) и предельной деформации ε в (б) капрона от температуры и скорости деформирования: 1,2,3-соответственно 200,20,2 мм/мин, L база =25мм.
На втором этапе исследования оценивалось влияние предварительных циклических нагрузок на предел прочности и деформации разрушения при растяжении. Первоначально образцы нагружались циклически с коэффициентом асимметрии τ= σ min / σ max =0,1 ,причем величина σ max менялась в экспериментах от 0,5 до 0,8 предела прочности при растяжении. Число циклов нагружения составляло от 5 до 5 102. Если после заданного числа циклов образец не разрушался, то его испытывали на растяжение до разрушения с записью диаграммы σ - ε. Результаты испытаний (таблица) показывают изменение предала прочности и предельной деформации после 20 циклов нагружения при трех уровнях циклических напряжений.
Таблица 4.7
Изменение предельных характеристик капрона после циклического деформирования
| σ min / σ в | σ в , кг/мм2 | ε в , % | ∆σ min / σ в,% | ∆ ε / ε в , % |
| 0,5 | 56,2 | 13,9 | 3 | 0,9 |
| 0,7 | 52,8 | 13,4 | 9 | 5 |
| 0,8 | 50,1 | 12,7 | 14 | 10 |
Из данных таблицы 4.7 следует, что капрон интенсивно разупрочняется и исчерпывает деформативность с первых десятков циклов нагружения при достаточно высоких циклических напряжениях. Следует отметить, что при дальнейшем увеличении количество циклов скорость разупрочнения снижается и кривая предельных характеристик в зависимости от числа циклов выходит на плато. Тем не менее очевидно, что при прочностных расчетах необходимо учитывать падение прочности полимерных катов в результате воздействия эксплуатационных нагрузок.
Немаловажным фактором, влияющим на прочностные параметры полимеров, является воздействие длительных статических нагрузок. Для оценки влияния постоянных во времени нагрузок образцы из капрона после испытаний в режиме ползучести подвергались разрыву, их предельные характеристики регистрировались. Уровни действующих при ползучести напряжений менялись от 0,4 до 0,8 σ в , а время выдержки - от 4 до 480 часов. Эксперименты показали, что предельное статическое деформирование приводят к падению прочности и деформативности капрона. В исследованном диапазоне нагрузок и времени выдержки снижение предельных характеристик составляло в зависимости от режимов предварительного нагружения приблизительно 20% по пределу прочности с 10% по деформации разрушения. Это объясняется тем, что низкие уровни статических напряжений соответствовали большим длительностям выдержки, а высокие напряжения - малым.
Таким образом, влияние предварительного циклического и статического нагружения на прочностные и деформативные характеристики капроновых канатов выражается в существенном снижении предела прочности и предельной деформации разрушения. Уровень напряжения, при котором происходит процесс ползучести, влияет на изменение прочности капрона в той же мере, что и длительность нагружения. Предварительное циклическое деформирование ухудшает прочностные характеристики тем значительнее, чем выше уровень циклических напряжений.
Практическая работа №4.6 Определение механических свойств резиновых материалов
Цель: определить параметры резины, характеризующие ее основные свойства.
Оборудование: образцы резины для испытания, прибор Шоба, твердомер, секундомер 2-го класса точности.
Задание:
1. Определите эластичность резины по отскоку на приборе типа Шоба.
2. Определите твердость резины по методу Шору.
Содержание работы
1.Определение эластичности по откосу на приборе типа Шоба. Сущность метода заключается в определении величины отскока бойка физического маятника, падающего на образец с определенной высоты:

где h – высота отскока маятника после удара, мм;
H – высота подъема бойка маятника в исходном положении, мм.
Испытания проводятся в соответствии с ГОСТ 27110-86 при температуре 21-25 °С.
Если температура при испытаниях будет другой, то вводят в соответствии с ГОСТ 269-66,
погрешность измерения или помещают прибор в специальный термостат.
Образцы должны иметь форму шайб с диаметром не менее 29 мм или квадрата со стороной не менее 29 мм. Толщина образцов берется 12, 5 или 6,25 мм. Поверхности образцов должны быть параллельными, ровными, гладкими. Пружинный захват 7 прибора (рис. 1) должен быть прикреплен к маятнику 2 так, чтобы при горизонтальном положении маятника стрелка находилась против деления 100%, а при вертикальном положении маятника – против деления 0%. Испытание проводят не менее чем на 2 образцах в следующей последовательности.
1.Измеряют толщину образцов не менее, чем в трех местах.
2. Образец 12 закрепляют пружиной 6 так, чтобы точка удара была на расстоянии не
менее 10 мм от его краев.
3. Освобождают маятник 2 из защелки 5 и производят удар по образцу. После каждого удара маятник поднимают в исходное положение (к защелке 5), не давая ему повторно ударять по образцу. Сначала осуществляют 3 удара, чтобы произошла механическая стабилизация материала, а при последующих трех ударах снимают показания на дуговой шкале 11 в процентах. Для возврата стрелки в исходное положение (0%) используют пружинный механизм 9 с ручкой. Находят среднее арифметическое из трех замеров и опыты повторяют для второго образца.
Рис.4.14 - Схема прибора Шоба:
1 – станина; 2 – маятник; 3 – боек; 4 – площадка; 5 – защелка; 6 – пружина; 7 – пружинный захват; 8 – стрелка; 9 – пружинный механизм; 10 – ограничитель; 11 – дуговая шкала; 12 -образец
За результат испытаний принимают среднее арифметическое двух выбранных значений.
Чем выше полученное значение, тем лучше эластичные свойства резины.
2.Определение твердости резины по методу Шору А. Твердость характеризует
способность сопротивляться проникновению в него постороннего твердого предмета,
вдавливаемого под действием определенной силы. Сопротивление резины измеряется
прибором с пружиной определенной характеристики и выражается в условных единицах
твердости по Шору А (от 100 до 0). Максимальное проникновение индентора в резину
соответствует значению 0, а 100 – нулевому проникновению. Индентор представляет
собой иглу из закаленной стали (рис. 2).
Рис.4.15 - Индентор твердомера
Образец для испытания дожжен быть в виде пластины или шайбы с параллельными
плоскостями и таких размеров, чтобы расстояние между точками замера было не менее 5
мм, а расстояние от каждой точки измерения до края образца не менее 13 мм. Толщина
образца должна быть не менее 6 мм. Допускается применять образцы, состоящие из
нескольких (не более 3) слоев одной и той же резины, но толщина верхнего слоя должна
быть не менее 2 мм. Испытуемая поверхность должна быть гладкой. Перед испытаниями
проводят ориентировочную проверку прибора, ставя его на гладкую стеклянную поверхность и, нажимая на головку прибора, прижимают опорные площадки 2,3 (рис. 3) к поверхности. Стрелка прибора должна показывать на шкале значение 100 +-1.
Испытания проводят по ГОСТ 263-75 при температуре 21-25°С. Образец помещают на гладкую твердую поверхность. Твердомер устанавливают в приспособление, позволяющее создавать усилие прижима 10…12,5 Н, или по оси индентора монтируют груз массой 1 кг. Можно твердомер нагружать вручную минимальным усилием, но так, чтобы его нижние площадки плотно прилегли к поверхности резины.
Рис.4.16 Твердомер:
1 – индентор; 2,3 – площадки; 4 – образец
Показатель твердости отсчитывают по шкале по истечении 3 с с момента приложения нагрузки. Если наблюдается дальнейшее погружение наконечника, то твердость отсчитывают по истечении 15 с. Проверку проводят не менее чем в 3 точках и за результат принимают их среднее арифметическое, причем расхождение между замерами не должно превышать 5%.
Практическая работа №4.7.Определение технологических свойств полимерных материалов
Цель работы: изучить основные способы определения технологических свойств полимерных материалов, ознакомиться с применяемым оборудованием и приборами, экспериментально провести определение основных технологических свойств полимеров.
Оборудование и приборы: термошкаф, вибросито с набором сеток, весы технические, секундомер, прибор для определения угла естественного откоса, капиллярный вискозиметр (ИИРТ), прибор для определения насыпной плотности.
Предварительная подготовка
Изучить существующие методы определения технологических свойств полимерных материалов Ознакомиться с применяемым оборудованием и приборами.
Порядок проведения работы
1.Определить содержание влаги в порошкообразном полимерном материале. Влажность полимерных порошков не должна превышать 0,05 %.
2.Определить сыпучесть полимерного порошка, характеризуемую углом естественного откоса. 3.Порошки с углом естественного откоса более 43° не пригодны для формования изделий.
4.Определить гранулометрический состав порошков.
5.Определить насыпную плотность полимерных порошков.
6.Определить удельный объем расплава термопластичного полимерного материала.
Методические указания
Технологические свойства исходных материалов оценивают по величине влажности, сыпучести, гранулометрическому составу, насыпной плотности, удельному объему и другим показателям, предусмотренным технологическим регламентом.
1.Определение содержания влаги и летучих веществ
В чистый, предварительно взвешенный бюкс помещают около 5 г испытуемого материала и взвешивают на аналитических весах с точностью до 0,001 г. Открытый бюкс помещают в термостат и выдерживают в течение 30 минут при (105 ± 2) °С. После этого открытый бюкс переносят в эксикатор для охлаждения материала до комнатной температуры. Затем бюкс закрывают и вторично взвешивают вместе с материалом.
Относительное содержание влаги и летучих веществ (%) рассчитывают по формуле:
X= (G1-G2) /(G1-G) · 100
где G1 ,G2 - масса бюкса с материалом до и после удаления летучих веществ соответственно, г; G - масса бюкса, г.
2.Определение сыпучести порошкообразных и гранулированных материалов
Сыпучесть полимерных материалов обусловливается их гранулометрическим составом и влажностью. Ее можно определять тремя способами: по углу естественного откоса, по времени опорожнения стандартной воронки и по углу обрушения.
2.Определение сыпучести по углу естественного откоса
Методика основана на измерении угла между горизонтальной плоскостью и образующей конуса, самопроизвольно создаваемого сыпучим материалом.
Для определения сыпучести используют приспособление, показанное на рис.4.17.
Оно состоит из основания 1, с нанесенными концентрическими окружностями диаметром 100 - 600 мм через каждые 10 мм, стойки 2 со шкалой для измерения высоты, подвижной планки 3, способной перемещаться в вертикальной и горизонтальной плоскостях.
Полый цилиндр 4 (диаметром 100 мм и высотой 300 мм) устанавливают на основание 1, совмещая его с окружностью 100 мм. Насыпают в него 2 л полимерного материала и поднимают строго вертикально вверх с одинаковой скоростью во всех экспериментах. Рассыпаясь, материал приобретает форму, близкую к конической.
Повторив эксперимент 5-6 раз, каждый раз фиксируют высоту конуса h и его диаметр D.
По среднему арифметическому значению этих измерений рассчитывают угол естественного откоса по формуле:
α = arktg h
D/2
Коэффициент внутреннего трения М, также характеризующий сыпучесть , определяют по формуле:
М= tg α
Рис.4.17.Схема приспособления для измерения сыпучести материала по углу естественного откоса
3.Определение гранулометрического состава порошков
Для определения гранулометрического состава порошков применяют набор сит с размерами ячейки 0,8; 0,4; 0,2; 0,1; 0,09; 0,08 мм, закрепляемый на вибростоле. Каждое из сит взвешивается на технических весах с точностью до 0,01 г. Через сита просеивают пробу порошка массой 100 г. Продолжительность рассеивания должна быть не менее 20 мин. По окончании рассева взвешиванием определяется количество порошка на каждом из сит. Операцию рассеивания повторяют не менее трех раз. Среднеарифметические значения фракций частиц порошка разных размеров заносят в таблицы.
4.Определение удельного объема расплавов полимеров
Удельный объем расплавов термопластичных полимеров определяют на приборе ИИРТ , снабженном комплектом капилляров (с отношением длины к радиусу 4 - 7).
Определение удельного объема осуществляется следующим образом. Расплав полимера экструдируют при соответствующей температуре в цилиндре и давлении на поршень, через капилляр определенных геометрических размеров. По показаниям индикатора часового типа фиксируют путь, пройденный поршнем в течение определенного отрезка времени (30 - 45 с в зависимости от вязкости расплава). Одновременно определяют массу экструдата, полученного в течение того же отрезка времени. Удельный объем измеряют через каждые 4-5 мин (в течение 30 - 35 мин) до получения постоянной величины.
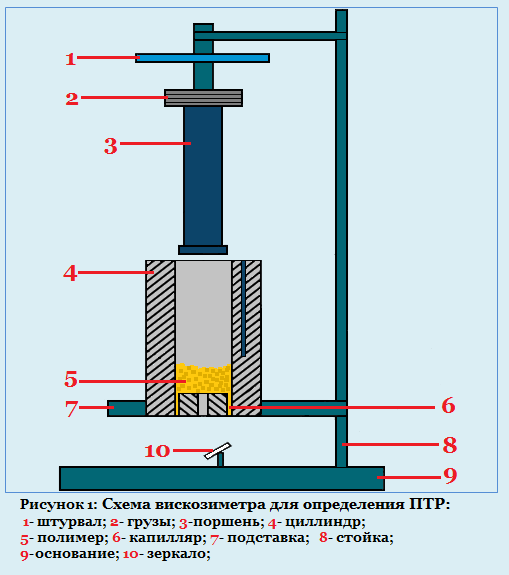
Удельный объем (в м3/кг) рассчитывают по формуле:
V уд = π D 2 h
4G
де D - диаметр цилиндра, м; h - путь, пройденный поршнем, м; G - масса экструдата, кг.
Опыт проводят при различных значениях температуры, нагрузки на поршень и геометрических размеров капилляров, строят графики зависимостей
Vуд =f (Т ) и Vуд = f (Р ),
где Т - температура, ° С; Р - давление, МПа.
5. Определение насыпной плотности пресс-порошков
Насыпная плотность является важной характеристикой порошкообразного пресс-материала, так как она определяет размеры загрузочной камеры или загрузочной полости формы, а также выбор способа дозирования материала. Насыпную плотность определяют, исходя из массы порошка, заполняющего при свободном насыпании сосуд с определенным объемом. Насыпная плотность зависит от тонины помола, гранулометрического состава и влажности пресс-материала, а также от технологии его изготовления и продолжительности хранения.
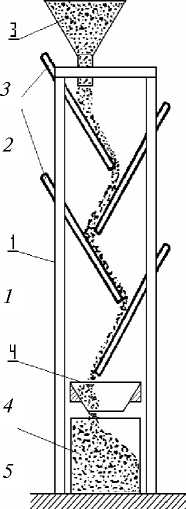
|
Насыпную плотность определяют с помощью прибора волюметра (рис.4.18).
Волюметр состоит из колонки 1, четырех стеклянных полочек 2, воронки 3, в которую засыпается порошок, и воронки 4, через которую высыпается порошок. Стеклянные полочки закреплены под углом 30° к вертикали по две в противоположных стенках колонки.
Порошок из воронки, расположенной в верхней крышке прибора, пересыпается по наклонным полочкам, принимает равномерно разрыхленную структуру и через нижнюю воронку попадает в сосуд известного объема и массы. Избыток порошка снимается с сосуда стальной линейкой. Наполненный сосуд взвешивается на весах.
Рис.4.18.Волюметр
Насыпная плотность порошка рассчитывается по формуле:
ρнас= m/V
где m - масса порошка, кг; V - объем порошка, м3.
Насыпная плотность является характеристикой обратной удельному объему, может быть рассчитана по формуле:
ρнас= 1/ Vуд
Практическая работа №4.8. .Практическое изучение свойств элементарных волокон
Определение показателей механических свойств элементарных волокон
Цель работы: определить механические свойства элементарных волокон.
1. Теоретическая часть
Волокно – это форма материала, имеющая высокое отношение продольных размеров к поперечным (не менее 10–100) при небольших величинах площади поперечного сечения.
Для большинства волокон характерны высокая прочность и высокий модуль упругости при растяжении. Очевидно, что данные показатели являются определяющими при получении КМ с высокими механическими свойствами.
Определение механических характеристик элементарных волокон выполняется по ГОСТ 6943.5–79. Для испытаний применяют образцы из отрезков элементарных волокон, закрепленных в рамки. Рамки вырезают из плотной бумаги с длиной прорези (базой) 10 мм и шириной 5–6 мм (рис. 1, а, б).
Нагружение образцов до разрушения проводят на специальном приборе (рис.4.20). Максимальную нагрузку F фиксируют по шкале динамометра, а изменение длины волокна Dl – по шкале деформации или с применением горизонтального микроскопа (катетометра). При необходимости строят диаграмму деформирования (зависимость F–Dl).
Ниже приведены значения диаметров d, разрушающего напряжения sр и модуля упругости Ер при растяжении для некоторых типов элементарных волокон (табл. 1).
Таблица 4.8
| Тип волокна | d, мкм | sр, МПа | Ер, ГПа |
| Стеклянное волокно из Е-стекла | 6–20 | 3450 | 70–73 |
| Углеродное волокно высокопрочное | 7,5–8 | 2500–3500 | 200–250 |
| Углеродное волокно высокомодульное | 7,5–8 | 2000–2500 | 300–700 |
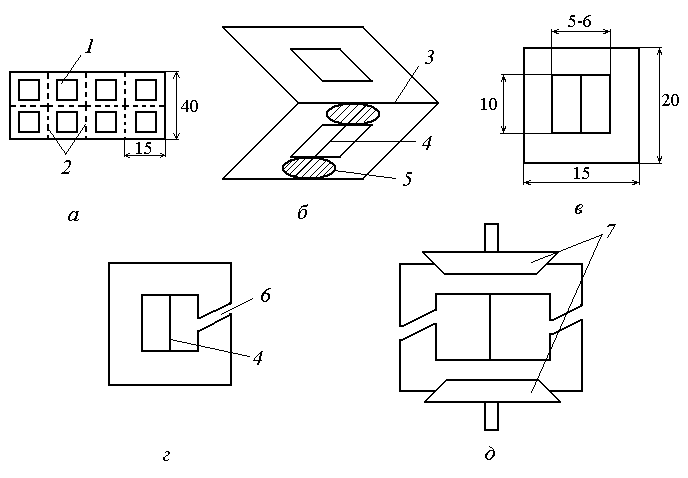
Рис.4.19. Получение образцов для механических испытаний элементарных волокон (а-д - стадии изготовления): 1 – прорези; 2 – линии отреза; 3 – линия сгиба; 4 – элементарное волокно; 5 – клей; 6 – надрез; 7 – зажимы
2. Экспериментальная часть
Оборудование и материалы: прибор для определения упругих и прочностных характеристик материалов со сменными динамометрами, катетометр, микроскоп, рамки из плотной бумаги для крепления образцов, ножницы, пинцет, клей, канифоль, стеклянные и углеродные волокна.
Ход работы. Готовят образцы для испытаний следующим образом.
На одну половинку рамки возле прорези наносят клей и пинцетом укладывают волокно параллельно краю рамки (рис. 1, б), не касаясь рабочей части волокна. Рамку складывают пополам и выдерживают под давлением до полного склеивания частей.
При помощи микроскопа определяют диаметр волокна, закрепленного в рамке, с точностью до 0,5 мкм. Диаметр замеряют в нескольких точках рабочей части (не менее пяти замеров) и определяют среднее значение.
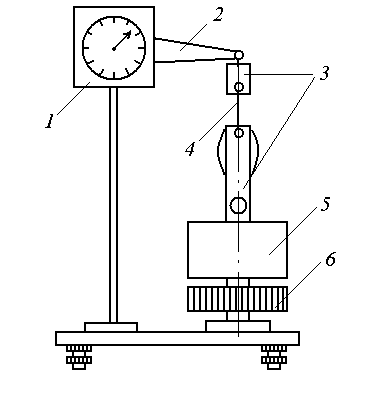
Рис.4.20. Установка для определения разрушающего напряжения и модуля
упругости элементарных волокон. 1 – динамометр; 2 – рычаг; 3 – зажимы;
4 – волокно; 5 – стойка; 6 – маховик со шкалой деформаций
2.1. Определение разрушающего напряжения при растяжении элементарных волокон
Полученную рамку надрезают с одной стороны (рис. 1, г) и устанавливают в зажимы испытательного прибора (рис. 2), затем разрезают вторую сторону рамки (рис. 1, д).
Нагружение проводят вручную вращением маховика. В момент разрушения образца фиксируют максимальную нагрузку по показаниям динамометра.
Испытывают не менее пяти образцов каждого типа наполнителя.
Рассчитывают разрушающее напряжение волокна при растяжении sр (МПа) по формуле
sр= 4 F __
π · d2ср
где F – разрушающее усилие, Н; dср – среднее значение диаметра волокна, мм.
За результат принимают среднее арифметическое из всех значений разрушающего напряжения. Сравнивают полученное значение с известным разрушающим напряжением для соответствующего типа волокна, делают вывод.
2.2. Определение модуля упругости при растяжении элементарных волокон
Для определения модуля упругости применяют тот же прибор (рис. 2). Предварительно на рабочей части волокна для замера удлинения делают две метки на расстоянии 2–2,5 см ниже и выше середины образца, нанося капли расплава канифоли (чем меньше метка, тем точнее измерение удлинения).
После закрепления рамки в зажим и разрезания сторон дают предварительную нагрузку на образец (10–15% от разрушающей) для равномерного натяжения. Замеряют расстояние между метками катетометром. Постепенно повышая нагрузку, регистрируют удлинение образца при соответствующих усилиях.
Рассчитывают модуль упругости волокна Ер (МПа) для каждого замера удлинения
Ер= 4 · D F · l 0
π · Dl· d2ср
где DF – приращение нагрузки, Н; l 0 – начальная длина, мм; Dl – приращение удлинения, мм; dср – среднее значение диаметра волокна, мм.
При проведении замеров по шкале удлинений, расположенной на маховике, предварительно проводят эксперимент по определению жесткости системы.
В зажимах закрепляют жесткий элемент (стальную проволоку) и определяют перемещение зажимов при увеличении нагрузки. По результатам эксперимента строят зависимость деформации приспособления от нагрузки.
Закрепляют образец в зажимах и проводят нагружение, как описано выше. По результатам эксперимента строят зависимость деформации системы от нагрузки. Удлинение образца определяют в виде графической разности кривых деформации системы и деформации приспособления.
Усредняют результаты, полученные для одного образца, и рассчитывают средний модуль упругости для волокон каждого типа по результатам испытаний не менее пяти образцов. Сравнивают полученное значение с известным модулем упругости при растяжении для соответствующего типа волокна, делают вывод.
По результатам испытаний на растяжение заполняют протокол.
Практическая работа 4.9. Определение угла смачивания поверхности элементарного волокна
Цель работы: определить влияние характера обработки поверхности элементарных волокон на их смачивание жидкими полимерными связующими.
Теоретическая часть
Эксплуатационные характеристики КМ существенно зависят от поверхностных взаимодействий в системе наполнитель – полимер.
Взаимодействие элементарных волокон с полимерными материалами определяется процессами смачивания их олигомерными композициями и характеризуется скоростью смачивания.
О способности к смачиваемости наполнителя судят по равновесному краевому углу смачивания Q. В зависимости от угла Q различают несмачивание, частичное и полное смачивание (рис. 3, а–в) поверхности.
Для получения качественных КМ краевой угол смачивания должен находиться в пределах от 0° до 80°, т.е. происходит частичное или полное смачивание. Чем угол меньше, тем лучше проходит процесс смачивания и тем более качественной оказывается связь в системе наполнитель – полимер.
Краевой угол смачивания наиболее полно изучен применительно к термореактивным системам из-за простоты и наглядности проведения эксперимента.
Для определения краевого равновесного угла смачивания элементарных волокон наибольшее распространение получили методы «сидячей» капли и Адама – Шютте.
Метод «сидячей капли» основан на определении геометрических параметров малой капли, находящейся на волокне. Капля считается малой, если она удовлетворяет условию
rm < 2 · g
r · g
где rm – радиус капли; g – поверхностное натяжение жидкости; r – плотность жидкости; g – ускорение свободного падения.
Рис.4.21. Краевой угол при неполном (а), частичном (б) и полном (в) смачивании.
Краевой угол смачивания наиболее полно изучен применительно к термореактивным системам из-за простоты и наглядности проведения эксперимента.
Для определения краевого равновесного угла смачивания элементарных волокон наибольшее распространение получили методы «сидячей» капли и Адама – Шютте.
Метод «сидячей капли» основан на определении геометрических параметров малой капли, находящейся на волокне. Капля считается малой, если она удовлетворяет условию
rm < 2 · g
r · g
где rm – радиус капли; g – поверхностное натяжение жидкости; r – плотность жидкости; g – ускорение свободного падения.
Радиус капли rm должен находиться в пределах 2 rв < rm < 3rв (где rв - радиус волокна). Малые размеры капли и незначительная протяженность периметра смачивания обеспечивают возможность быстрого достижения равновесия.
При проведении эксперимента используют специальную кювету (рис. 4.21, а). Геометрические размеры капли (рис. 4.21, б), необходимые для расчета угла смачивания, определяют по шкале микроскопа.
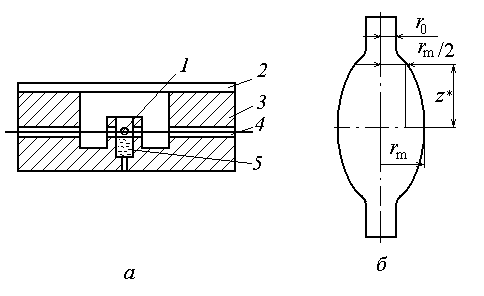
Рис.4.22. Схема прибора для определения угла смачивания по методу «сидячей капли» (а) и геометрические параметры капли полимера на волокне (б):
где 1 – капля смачивающей жидкости; 2 – покрывное стекло; 3 – кювета; 4 – волокно; 5 – смачивающая жидкость.
rв - радиус волокна; rm - радиус капли; z* - расстояние между точками, определяющими радиус капли и половинное значение радиуса капли
Метод Адама – Шютте основан на явлении вырождения мениска у плоского или цилиндрического образца, наклонно погруженного в жидкость. Явление вырождения предполагает изменение формы мениска под воздействием внешних воздействий (рис.4.22, б). Для измерения углов смачивания жестких волокон (стеклянных, углеродных, борных и т. п.) применяется специальное устройство (рис.4.23, а), позволяющее определять угол Q непосредственным отсчетом в пределах 25–120°.
2. Экспериментальная часть
Для изучения влияния термообработки поверхности элементарных волокон на их смачивамость готовят две группы наполнителей. В одной волокна оставляют в первоначальном виде (без обработки). Вторую группу подвергают термической обработке для удаления замасливателя. Стеклянные волокна помещают в термошкаф и выдерживают при температуре 300°С в течение 30 мин, а углеродные выдерживают при 400°С в течение 1 часа.
2.1. Определение угла смачивания по методу «сидячей капли»
Оборудование и материалы: стеклянные и углеродные волокна, термошкаф, кювета для определения смачиваемости по методу «сидячей» капли, пинцет, ножницы, шприц, проволока-захват, микроскоп, смачивающая жидкость (термореактивный олигомер).
Ход работы. В кювету при помощи шприца заливают смачивающую жидкость в углубление 3 (рис. 4, а). Элементарное волокно аккуратно проводят в пазы и для образования капли кювету встряхивают, чтобы смачивающая жидкость «осела» на волокне. Кювету устанавливают на предметный столик микроскопа и настраивают изображение.
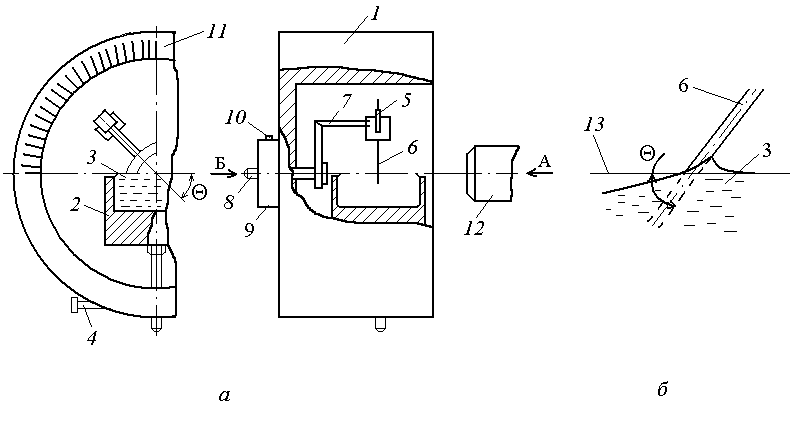
Рис.4.23. Схема устройства для определения угла смачивания элементарных волокон по методу Адама – Шютте (а) и вид вырожденного мениска жидкости на волокне (б): 1 – корпус; 2 – кювета с исследуемой жидкостью; 3 – исследуемая жидкость; 4 – винт для фиксирования кюветы по вертикали; 5 – зажим; 6 – элементарное волокно; 7 – коленчатый держатель; 8 – валик; 9 – головка; 10 – стопорный винт; 11 – шкала отсчета; 12 – катетометр; 13 – линия горизонта
Определив размеры капли, убеждаются, что выполняется соотношение 2 rв < rm < 3rв (где rв - радиус волокна). Далее измеряют размеры z*, rв . rm (рис. 4.23, б), вычисляют соотношения
z* = ζ* ; rm = X m
rm rв
и по таблицам (приложение 1) определяют значения угла смачивания. Т. к. в расчетные формулы входят безразмерные величины, увеличение микроскопа и размерности не важны.
Проводят не менее пяти измерений для каждого типа волокна.
Полученные экспериментальные данные заносят в протокол.
2.2. Определение угла смачивания по методу Адама – Шютте
Оборудование и материалы: стеклянные и углеродные волокна, термошкаф, катетометр, прибор для определения угла смачивания методом Адама – Шютте, пинцет, ножницы, шприц, смачивающая жидкость (термореактивный олигомер).
Ход работы. От каждой партии отбирают неискривленные образцы волокон длиной 2 см. Кювету (рис. 4.23, а) предварительно промывают спиртом, водой и высушивают. Смачивающую жидкость 3 заливают в кювету 2, чтобы образовался выпуклый мениск по краю.
Элементарное волокно 6 закрепляют в зажиме 5 и погружают в связующее 3. Зажим с волокном закреплен в держателе 7, который жестко связан с валиком 8, способным плавно поворачиваться. Вращение держателя осуществляют при помощи головки 9, застопоренной на валике винтом 10. Прибор крепят на штативе. Наблюдение за мениском ведут через катетометр 12. Вращение головки производят до момента вырождения мениска (рис.4.23, б).
Отсчет угла смачивания проводят в жидкой фазе от линии горизонта до оси волокна по показаниям шкалы 11 на устройстве. За определяемый угол принимается среднее арифметическое значение из 10–15 измерений. Отклонение от средних значений не должно превышать 5°.
Полученные экспериментальные данные заносят в таблицу.
Сравнивают значения краевого угла смачивания, определенные по двум методикам. По результатам эксперимента делают вывод о влиянии обработки волокон на способность наполнителя к смачиванию.
Вопросы для самоконтроля
1. Перечислите методы получения резины.
2. Назовите основные характеристики резины
3. Расскажите методику определения эластичных свойств резины.
4. Какова методика определения твердости резины?
5. Расскажите о правилах хранения и эксплуатации резинотехнических изделий.
6.Что такое влажность полимерного материала, в каких единицах она измеряется?
7.Дайте краткую характеристику известных способов определения сыпучести порошкообразных полимерных материалов.
8.Какими параметрами характеризуется гранулометрический состав полимерных порошков.
9.На какие параметры формования изделий из полимерных материалов оказывает влияние насыпная плотность порошкообразного или гранулированного материала.
10.Физический смысл удельного объема расплава полимера, основные способы его определения?
11. Какие наполнители относят к волокнистым? Чем отличается волокнистый наполнитель от дисперсного?
12. Какие показатели являются основными при описании свойств элементарных волокон?
13. Укажите особенности подготовки элементарных волокон к испытаниям на растяжение.
14. Как определяют модуль упругости элементарных волокон? Каким образом замеряют удлинения образцов?
15. Каким показателем характеризуется смачиваемость поверхности наполнителя?
16. На чем основано определение равновесного краевого угла смачивания по методам «сидячей» капли и Адама – Шютте?
17. При каком равновесном краевом угле смачивания качество КМ будет наилучшим и почему?
18. Какие факторы и как влияют на величину равновесного краевого угла смачивания?
Практическая работа 4.10. Изучение гранулометрического состава дисперсных наполнителей
Цель работы: изучить метод ситового анализа.
1. Теоретическая часть
Выбор наполнителя в первую очередь определяется размерами его частиц и их распределением по размерам (полидисперсностью).
Гранулометрический состав порошковых материалов позволяет судить о количественном соотношении в порошке частиц различных размеров и характеризуется размером частиц и соотношением между содержанием частиц различных размеров.
Для определения размеров частиц и фракционного состава материалов используется большое число экспериментальных методов: ситовый (при размерах частиц от 0,06 до 10 мм), микрометрический (от 0,001 до 0,06 мм), седиментационный (от 0,0001 до 0,06 мм).
Ситовый метод заключается в разделении пробы материала по фракциям путем просева через набор стандартных сит с различными ячейками и определения остатка на каждом сите.
Ситовый анализ является основным методом дисперсного анализа материала. Однако этот метод не дает представления об истинных размерах частиц, т. к. через отверстие сетки могут пройти такие частицы, длина которых больше, а ширина меньше, чем размер ячейки. Таким образом, результаты ситового анализа характеризуют не средний, а наименьший размер частиц.
Результаты, получаемые при ситовом анализе, должны быть приведены в соответствие с результатами, получаемыми по другим методам, дающим размеры в виде ДЭС, если частицы не имеют сферической формы.
При определении гранулометрического состава строят зависимость распределения степени разделения D (рис. 11, а) и зависимость относительного содержания фракции dD (рис. 11, б) от размера частиц d. Функция D определяется как отношение массы частиц, размер которых меньше d к общей массе материала и выражается в процентах или долях единицы. Функция dD определяется как отношение массы частиц каждой фракции к общей массе материала и выражается в процентах или долях единицы.
Для мелкодисперсного материала основным методом определения полидисперсности частиц служит седиментационный метод.
Микроскопический метод оценки линейных размеров дисперсных частиц наполнителя является наиболее точным, но и более трудоемким и длительным.
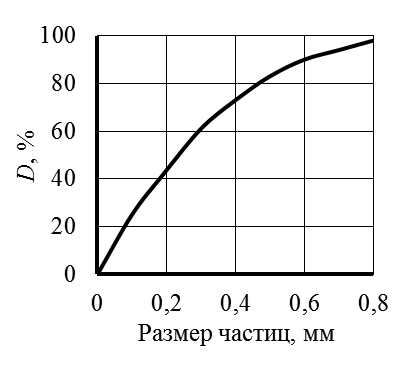
| 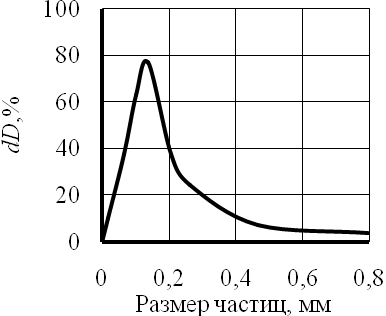
|
| а | б |
Рис.4.24. Вид функций распределения степени разделения (а)
и относительного содержания фракций (б) от размера частиц материала.
2. Экспериментальная часть
Оборудование и материалы: набор сит, весы, наполнители различного состава и типа.
Ход работы. На верхнее сито (с самым большим размером ячейки) насыпают взвешенный на технических весах исследуемый материал (не менее 100 г) и закрывают крышку. Путем встряхивания, вибрации или другими способами материал разделяют на фракции. При ручном методе просев проводят в течение 20 мин. Просев можно заканчивать, если остаток на сите уменьшается не более чем на 0,2% в течение 2 мин.
После окончания просева путем взвешивания определяют массу материала на каждом сите (фракцию) и на поддоне Dm. Суммарная масса всех фракций не должна отличаться от массы исходной навески m более чем на 2%. Потери при просеве необходимо разнести по всем анализируемым фракциям пропорционально их массам.
Массу частиц материала выражают в процентах к исходному количеству порошка – DR. По размеру отверстий сит определяют средний размер частиц каждой фракции.
По результатам эксперимента строят зависимость распределения степени разделения D от размера частиц d и зависимость относительного содержания фракции dD от размера частиц d. По последней зависимости определяется наиболее вероятный размер частиц материала.
Промежуточные и конечные результаты исследования заносят в таблицу.
Определение влаги в дисперсных наполнителях
Цель работы: ознакомиться с методикой определения содержания влаги в волокнистых наполнителях.
1. Теоретическая часть
Технологические свойства исходных дисперсных материалов оценивают по величине влажности, сыпучести, гранулометрическому составу, удельному объему и насыпной плотности.
При повышенном содержании влаги в волокнистых материалах существенно ухудшается их сыпучесть, в результате чего в бункере перерабатывающего оборудования происходит зависание материала, приводящее к снижению точности дозирования и нарушению равномерности питания машины. Снижается качество изделий – на внешней поверхности образуются волнистости, вздутия, разводы, пузыри и трещины, наблюдается размерный брак, коробление и расслоение изделий.
Содержание влаги в наполнителях растительного происхождения может быть определено по изменению массы наполнителя до и после высушивания его в термошкафу при заданных температурах и времени.
2. Экспериментальная часть
Оборудование и материалы: эксикатор, бюкс или тигель, весы аналитические, наполнители различного типа, термошкаф.
Ход работы. В чистый, предварительно взвешенный бюкс (или тигель) помещают примерно 5 г испытуемого материала и взвешивают на аналитических весах с точностью до 0,001 г. Открытый бюкс помещают в термошкаф и выдерживают в течение 30 мин при температуре 80±2° С. После этого открытый бюкс переносят в эксикатор для охлаждения материала до комнатной температуры. Затем бюкс закрывают и вторично взвешивают вместе с материалом.
Относительное содержание влаги и других летучих веществ X,%, рассчитывают по формуле X= (M 1 – M 2 ) /(M 1-M) x 100
где М1, М2 – масса бюкса с материалом до и после удаления летучих соответственно, г; М – масса бюкса, г.
За результат испытаний принимают среднее арифметическое значение не менее трех измерений. Экспериментальные данные заносят в протокол.
Определение сыпучести порошковых наполнителей
Цель работы: ознакомиться с методикой определения сыпучести дисперсных наполнителей.
1. Теоретическая часть
Сыпучестью называется способность материала равномерно истекать через отверстие в стенке сосуда. Сыпучесть чаще всего характеризуется временем (в секундах), необходимым для опорожнения металлической воронки с цилиндрическим отверстием определенных размеров, или скоростью (килограммы в секунду) вытекания материала из воронки. Критериями оценки сыпучести порошкообразных и гранулированных материалов также могут служить угол естественного откоса, угол обрушения, угол осыпания и др.
На сыпучие свойства материала существенное влияние оказывают межчастичное взаимодействие (внутреннее трение), влажность материала, плотность, гранулометрический состав и др.
Хорошей сыпучестью обладают монодисперсные материалы с частицами сферической формы, т. к. они имеют малый коэффициент внутреннего трения и большую насыпную плотность. Полидисперсные материалы имеют плотность и сыпучесть, неоднородную по объему.
Методика определения сыпучести по углу естественного откоса основана на измерении угла между горизонтальной плоскостью и образующей конуса, самопроизвольно создаваемого сыпучим материалом.
Чем выше сыпучесть материала, тем меньше угол естественного откоса. Для гранулированных материалов угол естественного откоса находится, как правило, в интервале от 30 до 50° (для материалов с хорошей сыпучестью угол естественного откоса меньше 40°).
2. Экспериментальная часть
Оборудование и материалы: приспособление для определения сыпучести по методу измерения угла естественного откоса, наполнители растительного происхождения, линейка, штатив.
Ход работы. Для определения сыпучести применяют приспособление, показанное на рис.4.25. Оно состоит из основания, с нанесенными концентрическими окружностями диаметром от 100 до 500 мм через 10 мм, стойки со шкалой для измерения высоты, подвижной планки, способной перемещаться в вертикальной и горизонтальной плоскостях.
Полый цилиндр (диаметром 100 мм и высотой 300 мм) устанавливают на основание, совмещая его с окружностью 100 мм. Насыпают в него 2 литра материала и поднимают строго вертикально вверх с одинаковой скоростью во всех экспериментах. Рассыпаясь, материал приобретает форму, близкую к конической.
Повторив эксперимент 5–6 раз, каждый раз фиксируют высоту конуса h и его диаметр D. По среднему арифметическому значению этих измерений рассчитывают угол естественного откоса a:
a= arktg ( h/ 0,5 D)
По проведенным экспериментам определяют коэффициент внутреннего трения Kтр, который также характеризует сыпучесть материала:
Kтр= tg a
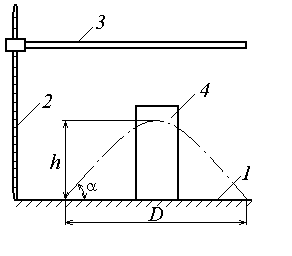
Рис.4.25. Схема прибора для определения сыпучести по углу естественного откоса и измерения высоты конуса: 1 – основание; 2 – стойка; 3 – подвижная планка; 4 – полый цилиндр.
За результат принимают cреднее арифметическое значение не менее трех параллельных экспериментов.
По результатам эксперимента делают вывод о возможности переработки исследуемого материала. Все данные заносят в протокол.
Практическая работа №4.11.Структура материала в изделии, полученном методом литья под давленем
Цель работы: ознакомиться с методами гранулирования полимерных наполненных материалов и методами оценки качества гранулята.
1. Теоретическая часть
Литье под давлением – метод формирования изделий из пластмасс в литьевых машинах, заключающийся в нагревании материала до вязкотекучего состояния и последующем перемещении его в литьевую форму, где материал затвердевает при охлаждении, приобретая конфигурацию внутренней полости формы.
При литье под давлением исходный материал применяется в виде гранул (гранулят). Гранулят – это сыпучий материал, состоящий из однородных по размеру и форме частиц. Гранулы могут иметь форму цилиндра, шара, куба, прямоугольной пластины. Оптимальный размер гранул зависит от вида материала и метода его переработки.
В промышленности применяют различные способы гранулирования: непосредственно на фильере; сухое гранулирование на фильере; горячее гранулирование в увлажненной среде; мокрое гранулирование с горячей резкой; подводное гранулирование; холодное гранулирование.
Для получения длинноволокнистого литьевого материала (ДЛМ) используют холодное гранулирование. Стренги, полученные методом пултрузии, предварительно охлаждают воздухом, а затем режут специальным режущим инструментом на гранулы длиной 8–10 мм.
Однородность ДЛМ характеризуют параметры распределения длины и размеров сечения гранул. Числовые характеристики распределения – среднее значение, среднее квадратическое отклонение и коэффициент вариации – определяют по значениям в выборке.
2. Экспериментальная часть
Оборудование и материалы: гранулы наполненного литьевого материала, штангенциркуль или микрометр.
Ход работы. Из партии гранулята отбирают пробу случайным образом, после перемешивания.
При помощи штангенциркуля измеряют длину не менее 250 гранул с точностью до 0,1 мм. Определяют среднюю длину гранул Lср. По результатам замеров строят гистограмму и подбирают закон распределения. Делают вывод об однородности полученного материала.
Аналогичным образом определяют средние размеры поперечного сечения гранул (наибольший h1ср и наименьший h2ср) и для их соотношения (показателя эллиптичности h1ср/h2ср) подбирают закон распределения.
Полученные экспериментальные данные заносят в таблицу.
Задание № 2. Определение длины волокон наполнителя в образцах
Цель работы: ознакомиться с методами определения длины волокон наполнителя в изделиях, полученных литьем под давлением.
1. Теоретическая часть
В результате литья под давлением происходит некоторое разрушение волокнистого наполнителя. Коротковолокнистый наполнитель разрушается меньше, чем длинноволокнистый.
Среднее значение длины волокон в длинноволокнистых литьевых материалах (ДЛМ), например, на основе ПА-6 со степенью наполнения 30% в пять раз больше, чем в коротковолокнистом материале с таким же содержанием наполнителя. С увеличением массовой доли наполнителя среднее значение длины волокна уменьшается, а коэффициент вариации длины возрастает.
2. Экспериментальная часть
2.1. Определение длины волокон наполнителя в образцах различной формы
Оборудование и материалы: микроскоп, образцы материала.
Ход работы. Из Образцов различной формы (бруски, лопатки, диски) выжигают связующее в муфельной печи при температуре 650±5°С. После выжигания каркас из волокон наполнителя осторожно переносят в эксикатор и охлаждают до комнатной температуры.
Делают пробы из разных слоев волокнистого каркаса, перенеся (осторожно!) наполнитель на клейкую прозрачную ленту. Закрепляют ленту с наполнителем на рамку и устанавливают на предметный столик микроскопа. Изображение рассматривают в проходящем свете.
Предварительно проводят калибровку шкалы на окуляре микроскопа. Затем замеряют длину волокон наполнителя в различных областях образца (поверхностный и срединный слои). Строят гистограмму и подбирают закон распределения длины волокон в зависимости от расположения в образце. Определяют среднюю длину волокна Lср в поверхностном и в срединном слоях, а также среднюю длину волокна в образце.
Делают заключение о влиянии расположения слоев на длину наполнителя в них.
Полученные результаты заносят в таблицу.
2.2. Определение длины волокон наполнителя в образцах с различной степенью наполнения
Оборудование и материалы: микроскоп, образцы материала.
Ход работы. Из образцов одного материала с различной степенью наполнения изготавливают пробы волокнистого наполнителя (см. описание в п. 2.1 данной лабораторной работы).
Измеряют длину волокон L в образцах и определяют наиболее часто встречающийся размер (Lср). Строят гистограмму и подбирают закон распределения.
Сравнивают полученные значения с длиной волокон в исходных гранулах и между собой. Устанавливают влияние степени наполнения на изменение средней длины волокна в материале.
Полученные результаты заносят в таблицу.
Практическая работа № 4.12 Адгезия наполнителей к матричному полимеру
Адгезия – это сцепление приведенных в контакт жидкостей, твердых тел или фаз. Важная характеристика адгезии – адгезионная прочность – характеризует удельное усилие разрушения адгезионного контакта.
Адгезия связующих к волокнам является одним из важнейших факторов, определяющих прочностные и деформационные свойства композиционных материалов.
Существуют различные методы определения адгезионной прочности, которые требуют специального оборудования и высокой точности при изготовлении образцов.
Задание № 1. Определение адгезии по характеру поверхности разрушения
Цель работы: ознакомиться с методиками оценки адгезии наполнителя к матричному полимеру.
1. Теоретическая часть
О качестве адгезии на поверхности раздела для однонаправленных композитов можно судить по характеру разрушения при нагружении вдоль оси волокон. При сильной, средней и слабой адгезиях наблюдаются различные поверхности разрушения (рис. 24, а–в).
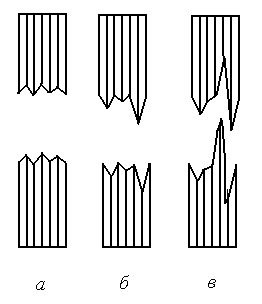
Рис.4.26. Схематичное изображение поверхности разрушения в однонаправленных образцах (а – сильная, б – средняя, в – слабая адгезия)
При сильной адгезии поверхность разрушения в поперечном сечении довольно гладкая. Такие композиты обладают высокой статической прочностью и чувствительны к надрезу (рис. 24, а);
При средней адгезии поверхность разрушения имеет неровности и углубления из-за продольного смещения волокон относительно матрицы. Происходит вытягивание волокна из матрицы (рис. 24, б);
При слабой адгезии происходит разрушение адгезионного слоя или разрушение матрицы. Поверхность разрушения характеризуется большой неровностью из-за большого числа волокон, смещенных относительно матрицы (рис. 24, в).
2. Экспериментальная часть
Оборудование и материалы: образцы однонаправленного материала – ленты, испытательная машина.
Ход работы. Для проведения испытаний из однонаправленных лент препрега, полученных методом пултрузии, вырезают образцы длиной 250 мм. Ленты закрепляют в захватах испытательной машины и нагружают до разрушения со скоростью 60–100 мм/мин.
По виду разрушения определяют качество адгезионных связей в композиционном материале. Вид разрушения зарисовывают и описывают.
Задание №2. Определение адгезии по прочности при сдвиге параллельно волокнам
Цель работы: ознакомиться с методиками оценки адгезии наполнителя к матричному полимеру.
1. Теоретическая часть
Для однонаправленных материалов проводят исследование адгезии по прочности при сдвиге параллельно волокнам.
При проведении эксперимента наблюдается три характерных вида разрушения: I – в непропитанной зоне, II – нормальный, III – разрыв волокон. В качестве результатов измерений принимают среднее значение прочности при срезе по типу разрушения II – нормальному.
Из-за неоднородности КМ разброс значений может достигать 15%.
2. Экспериментальная часть
Оборудование и материалы: образцы однонаправленного материала – ленты, испытательная машина.
Ход работы. Ленту однонаправленного препрега длиной 100 мм надрезают с двух сторон, как показано на рис. 25, и нагружают растягивающим усилием до разрушения со скоростью 15-20 мм/мин. Расстояние между надрезами устанавливают 7-10 мм.
Рис.4. 27. Схема образца для испытаний на сдвиг параллельно волокнам:
b, d - ширина и толщина ленты соответственно.
Напряжения сдвига t вдоль волокон определяют по формуле:
t =__F_____
d L
где F - разрушающее усилие, Н; d - толщина ленты в месте разрушения, мм; L - длина рабочей части (расстояние между надрезами), мм.
Результаты эксперимента заносят протокол и делают вывод о качестве полученного материала.
Задание № 3. Определение адгезии по методу фрагментации волокна
Цель работы: ознакомиться с методиками оценки адгезии наполнителя к матричному полимеру.
1. Теоретическая часть
Для КМ на основе волокон растительного происхождения наибольшее распространение получил метод фрагментации волокна, который основан на разрушении волокна наполнителя, находящегося в пластичной прозрачной матрице.
2. Экспериментальная часть
Оборудование и материалы: образцы для исследований, испытательная машина, штангенциркуль, микроскоп.
Ход работы. Образцы (рис. 26) длиной 100 мм и шириной 5 мм изготавливают прессованием между плоскопараллельными плитами. Между двух слоев полипропиленовой пленки толщиной 0,5 мм укладывают по оси образца частицы наполнителя. Длина частиц 10–25 мм, число частиц 1–5.
Образцы нагружают растягивающим усилием на испытательной машине до разрушения частиц наполнителя. Образовавшиеся после нагружения длины фрагментов измеряют с помощью оптического микроскопа.
Рис.4.29. Схема определения адгезионной прочности методом фрагментации:
lэ - эффективная длина волокна
Среднее значение касательных напряжений σр на поверхности контакта частицы наполнителя с матрицей определяют по формуле:
σр = σн b, h ky
(b+ h) lэ
где σн – среднее значение нормального напряжения в частице, равное прочности при растяжении (для частицы льнокостры при растяжении σн =25,6 МПа), МПа; b, h – размеры поперечного сечения частицы (оценивают с помощью микроскопа), мм; ky – коэффициент уплотнения частицы под действием давления прессования – характеризует относительное изменение толщины частицы (для льнокостры при давлениях от 2 до 5 МПа ky = 1,1-1,5), lэ – эффективная длина волокна, принимают равной удвоенной длине фрагмента, мм.
Полученные экспериментальные данные заносят в протокол.
Практическое занятие 5. Практическое изучение поведения материалов в
особых условиях
Практическая работа 5.1.Практическое изучение процессов коррозии
Скорость коррозии
На скорость протекания процессов коррозии влияет большое количество факторов. Их разделяют на две группы: внешние — факторы, связанные с составом коррозионной среды и условиями коррозии и внутренние — факторы, связанные с составом и структурой сплава, внутренними напряжениями в металле, характером обработки поверхности. Следует отметить, что для химической и электрохимической коррозии факторы, влияющие на скорость коррозии разнятся.
Факторы, влияющие на скорость химической коррозии
Температура.
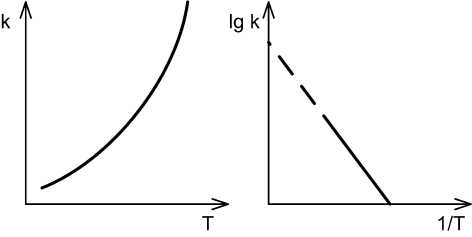 Рис. 5.1. Зависимость скорости химической коррозии от температуры.
Рис. 5.1. Зависимость скорости химической коррозии от температуры.
|
Температура очень сильно влияет на скорость процессов химической коррозии металлов. С повышением температуры процессы окисления металлов протекают значительно быстрее, несмотря на уменьшение их термодинамической возможности. Характер влияния температуры на скорость окисления металлов определяется температурной зависимостью константы скорости химической реакции кс (при кинетическом контроле процесса окисления металлов) или коэффициента диффузии (при диффузионном контроле процесса), которая выражается одним и тем же экспоненциальным законом (уравнением Аррениуса), связывающим температуру с относительной долей частиц, обладающих энергией выше некоторого значения (рис.5.1). Обычно график зависимости константы скорости химической реакции от температуры строят в координатах  в которых он является прямой.
в которых он является прямой.
Колебания температуры, особенно переменные нагрев и охлаждение, увеличивают скорость окисления металлов, так как в защитной окисной пленке вследствие возникновения в ней термических напряжений образуются трещины и она может отслаиваться от металла.
Состав газовой среды.
Влияние состава газовой среды на скорость коррозии металлов велико, специфично для разных металлов и изменяется с температурой. Никель, относительно устойчивый в среде О2, Н20, СО2, очень сильно корродирует в атмосфере SO2. Медь наиболее быстро корродирует в атмосфере кислорода, но устойчива в атмосфере S02. Хром же обладает высокой жаростойкостью во всех четырех атмосферах.
Состав газовой среды оказывает большое влияние на скорость окисления железа и стали. Особенно сильно влияют кислород, соединения серы и водяные пары.
Насыщение воздуха парами воды увеличивает скорость коррозии стали в два-три раза. При наличии в газовой среде соединений серы железо и сталь часто подвергаются межкристаллитной коррозии, особенно при температурах выше 1000°С.
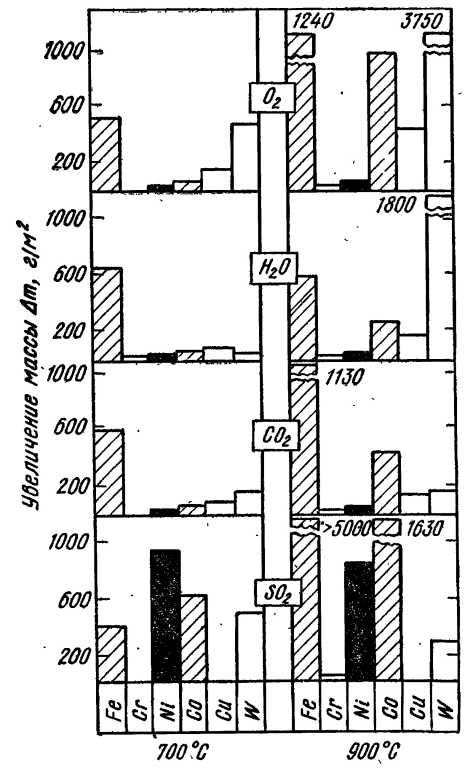 Рис.5.2. Зависимость скорости химической коррозии от состава коррозионной среды.
Рис.5.2. Зависимость скорости химической коррозии от состава коррозионной среды.
|
Если газовой средой являются продукты горения топлива, то газовая коррозия углеродистых и низколегированных сталей тем сильнее, чем выше коэффициент расхода воздуха, с которым сжигается топливо. Присутствие в газовой среде S02 значительно увеличивает коррозию углеродистых сталей.
Значительное влияние на коррозию сталей и сплавов оказывают продукты горения топлива, содержащие ванадий. При сжигании дешевого, загрязненного ванадием жидкого топлива (мазута, погонов нефти) образуется большое количество золы, содержащей V2O5. Зола, налипая на металл, увеличивает скорость его окисления (в несколько раз и даже в десятки раз) и вызывает межкристаллитную коррозию при температуре выше температуры плавления золы. Причинами ванадиевой коррозии сталей и сплавов являются легкоплавкость V2O5 (особенно при наличии в золе натрия и других щелочных металлов), ее способность флюсовать (переводить в жидкое состояние) химические соединения золы и окалины, что снижает защитные свойства последней, и активное участие V2O5 в процессе окисления.
Таким образом, V2O5 , участвуя в процессе окисления металлов, на образование их окислов почти не расходуется. Взаимодействуя с различными окислами железа, никеля и хрома, V2O5 разрушает защитную пленку, образуя в ней поры, по которым относительно легко проникают кислород газовой фазы и жидкая фаза V2O5, окисляющие металл.
Повышение содержания в газовой среде окиси углерода СО сильно понижает скорость коррозии углеродистых и низколегированных сталей, однако при большом количестве СО в газовой фазе может произойти науглероживание поверхности стали.
Различия в скорости коррозии металлов в разных газовых средах в значительной степени определяются защитными свойствами образующихся на металлах пленок продуктов коррозии.
Давление газов.
При снижении парциального давления окисляющего компонента ниже давления диссоциации образующегося соединения металл становится термодинамически устойчивым и его окисление прекращается.
Скорость движения газовой среды.
Опытные данные о влиянии скорости движения газовой среды на скорость окисления металлов, согласно которым уже при небольших скоростях газового потока достигаются предельные значения скорости окисления металлов при данной температуре, указывают на то, что окисление металлов, дающих при окислении полупроводниковые окислы p-типа, контролируется не только диффузией реагентов через окалину, но и переносом окислителя к поверхности раздела окалина — газ, то есть внешней массопередачей. Таким образом, увеличение скорости движения газовой среды в какой-то степени эквивалентно повышению парциального давления окислителя.
Режим нагрева.
Колебания температуры при нагреве или эксплуатации металлов при высоких температурах, особенно переменные нагрев и охлаждение, увеличивают скорость окисления металлов, например железа и сталей, так как в защитной окисной пленке вследствие возникновения в ней термических напряжении образуются трещины и она может отслаиваться от металла, то есть нарушается сохранность защитной пленки в связи с низкой ее термостойкостью. В ряде случаев термостойкость может быть повышена за счет внутреннего окисления сплава, способствующего врастанию образущейся окалины в металл.
Состав сплава.
Защитные свойства образующейся пленки продуктов коррозии и, следовательно, коррозионная стойкость сплава находятся в зависимости от его состава.
Применительно к наиболее важному и распространенному металлическому конструкционному материалу — сплавам на железной основе и наиболее распространенному процессу химической коррозии металлов — газовой коррозии — можно отметить следующее.
При высоких температурах (800°С и выше) с увеличением содержания углерода в стали скорость ее окисления, а также видимое и истинное обезуглероживание уменьшаются вследствие более интенсивного образования окиси углерода, что приводит к торможению окисления железа, самоторможению окисления углерода и усилению образования в окалине газовых пузырей.
Сера, фосфор, никель и марганец не влияют на окисление железа.
Титан, медь, кобальт и бериллий заметно замедляют окисление железа, что связано с повышением защитных свойств образующейся окалины.
Хром, алюминий и кремний сильно замедляют окисление железа из-за образования высокозащитных окисных пленок. Эти элементы широко применяют для легирования стали в целях повышения ее жаростойкости. Хром, введенный в сталь в количествах до 30%, значительно повышает жаростойкость, но высокохромистые стали являются ферритными и трудно поддаются термообработке в отличие от матренситных и полуферритных низкохромистых сталей. Алюминий и кремний, которые вводят в сталь в количестве соответственно 10 и 5%, еще сильнее повышают ее жаростойкость. Однако стали с высоким содержанием алюминия или кремния неудобны в технологическом отношении — они хрупки и очень тверды, что затрудняет их обработку. Поэтому эти сплавы не имеют широкого распространения.
Основой жаростойкого легирования стали является хром, а для дополнительного повышения жаростойкости вводят кремний или алюминий, или оба элемента в количествах до 4—5%.
Ванадий, вольфрам и молибден могут сильно ускорить окисление стали при высоких температурах, которое иногда носит катастрофический характер, что обусловлено легкоплавкостью и летучестью образующихся окислов или их эвтектик.
Структура металла.
Характер изменения температурной зависимости скорости окисления железа в области аллотропического превращения указывает на то, что при высоких температурах более жаростойкой является аустенитная структура, при которой наблюдается более медленный рост скорости окисления с увеличением температуры.
Меньшая жаростойкость двухфазных сталей связана с большей неоднородностью образующейся защитной окисной пленки по составу и распределению в ней внутренних напряжений, возникающих в процессе ее роста, что приводит к большой неоднородности защитных свойств и частичному саморазрушению этой пленки.
Свойства чугунов, в том числе и жаростойких, определяются не только их химическим составом, но и структурой. Существенное влияние на жаростойкость чугунов оказывает форма графитовых включений. При шаровидной форме графита стойкость против окисления выше, чем при пластинчатом графите.
Деформация металла.
Предварительная деформация может влиять на окисление стали при температурах, не превосходящих температуру возврата или рекристаллизации. Установлено, что предварительная деформация металла несколько ускоряет окисление в его начальной стадии вследствие повышенной энергии металла и влияния на структуру образующейся первичной окисной пленки, а растягивающие напряжения увеличивают возможность протекания местной, в частности межкристаллитной, коррозии.
Характер обработки поверхности металла.
Чем тщательнее обработана поверхность стали, тем меньше скорость ее окисления. Это обусловлено не только различием истинных начальных поверхностей окисляющегося металла, но и худшей сохранностью защитных пленок на неровных поверхностях, а также увеличением микрогетерогенности окисной пленки на этих поверхностях, что ухудшает ее защитные свойства.
Скорость электрохимической коррозии
Факторов, влияющих на скорость протекания электрохимической коррозии больше.
Водородный показатель pH среды.
Для характеристики активности водородных ионов в растворе принят водородный показатель pH. Он влияет на скорость электрохимической коррозии металлов, изменяя потеницал катодных деполяризационных реакций, в которых участвуют Н+- или ОН -ионы, на растворимость продуктов коррозии и возможность образования защитных пленок на поверхности корродирующего металла, а также на перенапряжение электродных реакций.
Все металлы по зависимости скорости электрохимической коррозии от pH раствора можно разбить на пять групп:
а) металлы, достаточно устойчивые как в кислых, так и в щелочных растворах, скорость коррозии которых практически не зависит от pH (например An, Pt, Ag):
б) металлы, малостойкие в кислых, недостаточно стойкие в нейтральных и коррозионностоикие в щелочных растворах, стойкость которых обусловлена защитными гидроокисными пленками, растворимыми в кислотах и малорастворимыми в щелочных растворах (например Mg, Mn, Fe):
в) металлы, неустойчивые в кислых, но коррозионностойкие в щелочных растворах благодаря высоким защитным свойствам окисных и гидроокисных пленок (например Ni, Со, Cd);
г) металлы, коррозионнойстойкие в кислых, но неустойчивые в щелочных растворах, что обусловлено кислым характером их защитных пленок (например Та, Мо, W);
д) металлы, коррозионностойкие в нейтральных растворах, но неустойчивые как в кислых, так и в щелочных растворах, что обусловлено амфотерными свойствами их защитных окисных и гидроокисных пленок, растворимых в кислотах и щелочах (например Zn, Al, Sn, Pb, Bi, Be, Cu).
Зависимость скорости коррозии металлов от pH растворов может быть осложнена образованием труднорастворимых защитных пленок (например, PbSO4 на свинце в H2SO4: FeSO4 на железе в концентрированной H2SO4) или пассивированием (например, железа в 50-60%-ной HNO3). Таким образом, для скорости электрохимической коррозии металлов в кислых растворах имеет существенное значение не только величина pH, но и природа кислоты.
Состав и концентрация нейтральных растворов.
Коррозия большинства металлов в нейтральных растворах (в воде и водных растворах солей) протекает с кислородной деполяризацией и ее скорость сильно зависит от скорости протекания катодной реакции ионизации кислорода и подвода кислорода к корродирующей поверхности металла, в то время как влияние pH растворов в нейтральной области (pH ≈ 4-10) незначительно или даже отсутствует (например, для железа, цинка, свинца и меди в интервале pH = 4-10; 7-10; 6-8; 5-11 соответственно). Последнее обусловлено тем, что труднорастворимые продукты коррозии каждого из этих металлов устанавливают определенное значение pH раствора у поверхности корродирующего металла и коррозия происходит практически при одном и том же значении pH.
Наличие ингибиторов электрохимической коррозии.
Ингибиторами, или замедлителями, коррозии называют вещества, которые при введении их в коррозионную среду в незначительном количестве заметно снижают скорость электрохимической коррозии металла или сплава.
По своей природе ингибиторы коррозии бывают ионными (например, катионного типа — катапин; анионного типа — тиомочевина  ) или молекулярными соединениями (например, антраниловая кислота). Ингибиторы адсорбируются на поверхности корродирующего металла или электростатически (адсорбция ионов и полярных молекул за счет кулоновских сил при соответствующем знаке заряда поверхности металла) или специфически (адсорбция поверхностно активных ионов и молекул за счет молекулярных ван-дер-ваальсовыских сил), или химически (хемосорбция ионов и молекул за счет валентных сил химического сродства); возможна также адсорбция их вследствие оновременного действия разных сил.
) или молекулярными соединениями (например, антраниловая кислота). Ингибиторы адсорбируются на поверхности корродирующего металла или электростатически (адсорбция ионов и полярных молекул за счет кулоновских сил при соответствующем знаке заряда поверхности металла) или специфически (адсорбция поверхностно активных ионов и молекул за счет молекулярных ван-дер-ваальсовыских сил), или химически (хемосорбция ионов и молекул за счет валентных сил химического сродства); возможна также адсорбция их вследствие оновременного действия разных сил.
По механизму тормозящего действия на электрохимический процесс коррозии ингибиторы подразделяют на анодные, катодные, экранирующие (пленкообразователи) и смешанные. Ингибиторы, адсорбируясь на поверхности корродирующего металла, или тормозят протекание анодного или катодного процесса электрохимической коррозии, или, образуя экранирующую пленку, изолируют металл от электролита, или имеют смешанный характер замедляющего действия.
По составу различают неорганические и органические ингибиторы коррозии. Присутствие в органических ингибиторах полярных атомов N и S, которые имеют электроны, способные образовывать ковалентную связь с металлом, способствует их адсорбции на поверхности металлов.
Анодными ингибиторами электрохимической коррозии металлов являются окислители (пассиваторы): кислород, нитриты, хроматы и другие. Они замедляют коррозию, пассивируя металлы, то есть затрудняя протекание анодного процесса.
Катодные ингибиторы электрохимической коррозии металлов — вещества, повышающие перенапряжение катодного процесса при их адсорбции на катодных участках поверхности корродирующего металла, например, соли или оксилы мышьяка и висмута, желатин, агар-агар, декстрин и многие другие органические вещества замедляют коррозию в растворах неокисляющих кислот, повышая перенапряжение водорода. Катодные ингибиторы безопасны, так как при недостаточной концентрации в растворе они не вызывают усиления коррозии.
Экранирующие ингибиторы электрохимической коррозии металлов, адсорбируясь на металле, образуют хемосорбционный слой (например, ионы галоидов на нержавеющей стали Х18Н9 при ее травлении в растворах H2SO4 с добавками этих ионов) или чаще защитную пленку нераствоимых продуктов, взаимодействуя с первичными анодными продуктами коррозии — ионами растворяющегося металла или с первичными катодными продуктами — гидроксильными ионами при кислородной деполяризации.
Хемосорбционные слои или экранирующие пленки в большинстве случаев тормозят протекание анодного и катодного процессов примерно в равной степени; их действие иногда связано с дополнительными эффектами (например, увелиением хемосорбции кислорода).
Ингибиторы находят широкое применение для защиты металлов от электрохимической коррозии: добавка в травильные кислоты органических ингибиторов, небольшие добавки к воде бихроматов и других пассиваторов, защита металлов от атмосферной коррозии с помощью различных контактных (наносимых на поверхность защищаемых изделий) и летучих (адсорбирующихся на металлах из паровой фазы) ингибиторов коррозии.
Наличие стимуляторов электрохимической коррозии.
Стимуляторами или ускорителями коррозии называют вещества, которые при введении в коррозионную среду в незначительном количестве увеличивают скорость коррозии металлов.
Анодные стимуляторы — это вещества, повышающие скорость анодного процесса электрохимической коррозии металлов.
Катодные стимуляторы — это вещества, увеличивающие скорость катодного процесса электрохимической коррозии металлов. Катодными стимуляторами являются ионы металлов с переменной валентностью.
Скорость движения электролита.
Влияние скорости движения электролита на электрохимическую коррозию металлов имеет сложный характер.
Особенно сильно этот фактор влияет на коррозию металлов в нейтральных электролитах, протекающую с кислородной деполяризацией. Он облегчает диффузию кислорода и часто меняет характер процесса и его контролирующую стадию. Так, при коррозии железа и стали в водопроводной воде начальное увеличение скорости движения воды, облегчающее диффузию кислорода к поверхности корродирующего металла вследствие уменьшения толщины диффузионного слоя электролита, заметро повышает скорость коррозии. Дальнейшее увеличение скорости движения воды приводит к снижению скорости коррозии, вызываемому наступлением пассивности (образованием защитной пленки) при достаточно обильном поступлении кислорода. При очень больших скоростях движения воды вновь наблюдается увеличение скорости коррозии металла, обусловленное явлением механического (эрозионного и кавитационного) разрушения защитной пленки и самого металла.
В электролитах, затрудняющих или исключающих наступление пассивности (например, морской воде), снижение скорости коррозии металлов с увеличением скорости движения электролита на наблюдается.
На коррозию металлов в кислых средах, которая протекает с водородной деполяризацией, скорость движения электролита оказывает меньшее влияние, чем в нейтральных средах.
Температура.
Температура оказывает в большинстве случаев значительное влияние на скорость электрохимической коррозии металлов, так как изменяет скорость диффузии, перенапряжение электродных процессов, степень анодной пассивности, растворимость деполяризатора (например, кислорода) и вторичных продуктов коррозии.
Неодинаковая температура отдельных участков металла конструкции (например, в котельных установках, в теплообменной аппаратуре) приводит к возникновению термогальванических коррозионных пар, в которых более нагретый участок металла является, как правило, анодом и подвергается усиленной коррозии.
Давление.
Основные причины ускоряющего влияния давления на электрохимическую коррозию металлов следующие: изменение растворимости газов, участвующих в коррозионном процессе, например ускорение коррозии стали в водных растворах при повышении давления воздуха, кислорода или углекислоты; облегчение процессов гидролиза растворенных в воде солей; появление механических напряжений в металле.
Контакт с другими металлами.
Два металла, находящиеся в контакте друг с другом и имеющие разные электродные потенциалы, образуют в электролите гальванический элемент, работа которого влияет на скорость коррозии каждого из этих металлов: коррозия более электроотрицательное металла обычно увеличивается, а коррозия более электроположительного металла ослабляется или иногда полностью прекращается.
Для основного металла при его коррозии в обычных условиях (растворении в активном состоянии) катодные контакты могут быть опасными, а анодные — защитными.
В условиях возможного наступления пассивности (в присутствии окислителя и при отсутствии активаторов) контакт с катодным металлом может обеспечить наступление пассивного состояния основного металла и значительно снизить при этом скорость его коррозии, то есть является катодным протектором. Контакт с анодным металлом в этих условиях затрудняет наступление пассивности основного металла, а если последний находится в пассивном состоянии, может его депассивировать, что приводит к увеличению его коррозии.
Внешние токи.
Коррозия металла (который в простейшем случае является двухэлектродной системой) в электролитах представляет собой электрохимический процесс, скорость которого в значительной степени определяется поляризацией анодного и катодного электродных процессов, то есть изменением их потенциалов под влиянием протекающего в данной гальванической системе тока, генерируемого в процессе коррозии.
Если через корродирующий металл пропускать постоянный электрический ток (анодного или катодного направления) от внешнего источника (например, гальванической батареи или аккумулятора), то есть поляризовать металл анодно или катодно, то будут наблюдаться такие же явления, как и при анодной или катодной поляризации, вызванной контактированием корродирующего металла с другим, более электроположительным или более электроотрицательным металлом. Для работы электродов на поверхности корродирующего металла безразлично, каким образом производится нагружение их током.
Поляризация внешним переменным током железа, олова, меди и цинка в различных средах увеличивает их коррозию. Наблюдаемый при этом материальный коррозионный эффект определяется суммарной скоростью катодных реакций, не связанных с разрядом собственных ионов этих металлов, в катодный полупериод переменного тока.
Электроотрицательные металлы (Al, Mg, Zr) коррозионно неустойчивы при их поляризации переменным током в галоидных средах, что связано с исключением возможности разряда собственных ионов этих металлов в катодный полупериод тока.
Поляризация переменным током металлов, склонных к пассивированию, как правило, затрудняет процесс пассивации вследствие периодического восстановления пассивирующих слоев на этих металлах в катодный полупериод тока.
Блуждающие токи.
Электрический ток, протекающий через электролит, в котором находится металлическая конструкция (например, в морской воде или во влажном грунте), влияет на скорость и характер распределения коррозионного разрушения, так как он попадает на металлическую конструкцию и затем стекает в электролит. Если электрический ток постоянный, то участки металла, где положительные заряды (катионы) выходят в электролит, являются анодами и подвергаются электрокоррозии — дополнительному растворению, пропорциональному этому току. Участки, где положительные заряды переходят из электролита в металл, являются катодами, на которых протекает катодный процесс, что в какой-то степени снижает скорость их коррозионного разрушения. Примером электрокоррозии металлов может служить местное коррозионное разрушение подземных стальных трубопроводов блуждающими постоянными токами.
Источниками блуждающих постоянных токов являются электрические железные дороги и трамваи, работающие на постоянном токе, гальванические установки, электрозаземление постоянного тока и другие.
Переменный блуждающий ток также коррозионно опасен, но в меньшей степени, чем постоянный.
Ультразвук.
При воздействии ультразвука на корродирующий в электролите металл этой системе сообщается большая механическая энергия и могут наблюдаться (при достаточ- ной мощности налагаемого ультразвука) явления кавитации, сопровождающиеся местным электрическим разрядом (стенки кавитационных пузырьков несут положительный заряд, а капельки жидкости в них — отрицательный заряд) и местными перепадами температуры и давления.
Воздействие ультразвука на химические, в том числе и коррозионные процессы, связано не только с чрезвычайно сильным перемешиванием жидкой среды (особенно в режиме кавитации), но и с активацией молекул под воздействием кавитации и возникающих перепадов температуры и давления. Какую-то роль при этом могут играть и электрические явления.
Воздействие ультразвука на электрохимические процессы, включающие и процессы электрохимической коррозии металлов, складывается из целого ряда эффектов: 1) перемешивания, которое устраняет концентрационную поляризацию; 2) активационного воздействия на реагирующие частицы и внедрения их в двойной электрический слой (изменение состояния ионных атмосфер и гидратации частиц, преимущественная ориентация ионов и молекул); 3) влияния на переход электронов (за счет возбуждения электронных оболочек реагирующих частиц); 4) десорбционного и диспергирующего воздействия; 5) местного повышения температуры и давления; 6) создания механической напряженности. Преобладание одного или нескольких из перечисленных факторов, а также характер контроля коррозионного процесса определяют различные конечные эффекты воздействия ультразвука на корродирующую систему.
Ультразвук в режиме кавитации в какой-то мере приближается к облучению, вызывая радиационные эффекты (продукты радиолиза).
Облучение.
Радиоактивное излучение в ряде случаев значительно увеличивает скорость коррозии металлов, часто заметно не влияет на коррозионные процессы, а иногда даже оказывает защитное действие.
Основными составляющими радиоактивного излучения являются нейтроны, протоны, дейтроны, α-частицы, β-частицы и γ-излучение. Радиационные эффекты сводятся к действию излучения на металлы, коррозионную среду и процесс их взаимодействия, то есть на электрохимическую коррозию металлов.
Действие излучения на металлы состоит в нарушении их кристаллической решетки при упругих столкновениях с ядрами атомов тяжелых металлов и при термических преобразованиях, что приводит к изменению ряда свойств: понижению пластичности и возрастанию сопротивления пластической деформации, росту электропроводности, ускорению процессов диффузии, инициированию фазовых превращений в металле.
Действие излучения на коррозионную среду (радиолиз) является процессом ионизации и возбуждения в результате поглощения энергии излучения, что изменяет химический потенциал коррозионной среды и приводит к распаду молекул на атомы и радикалы.
Радиолизный эффект облегчает протекание катодного процесса в результате образования окислителей-деполяризаторов. Облучение обычно сдвигает потенциал металла в положительную сторону при таком облегчении катодного процесса. Наличие окисной пленки и перемешивания уменьшает этот эффект.
Возможно и облегчение анодных реакций (окисление продуктов радиолиза воды, снижение перенапряжения ионизации металла), но этот эффект незначителен, когда анодная проляризация вообще мала.
Облучение интенсифицирует работу коррозионных микроэлементов, что имеет практическое значение для контактной коррозии металлов.
Деструктурирующий эффект может быть весьма значительным, заметно изменяя характер поверхности металла (возрастание диффузии и ионной проводимости в окисной пленке) вплоть до полной потери защитных свойств окисных пленок.
Фоторадиационный эффект, приводящий к образованию дополнительного количества носителей тока определенного типа, может ускорять коррозию металлов в результате облегчения катодного процесса или образования окислов p-типа, но может и замедлять коррозию металлов образованием окислов n-типа, снижая перенапряжение кислорода, то есть облегчая протекание анодного процесса, не связанного с разрушением металла. Вообще влияние этого эффекта незначительно.
Облучение, облегчая протекание катодного процесса, ускоряет коррозию железа в два-четыре раза и усиливает коррозию меди и ее сплавов в растворах кислот. На коррозию хромоникелевых сталей типа Х18Н9 облучение оказывает различное влияние, в том числе и пассивирующее действие продуктами радиолиза и уменьшение щелевой коррозии. Вообще эта сталь является наиболее устойчивой к влиянию излучения.
Таким образом, ускоряющее действие излучения на коррозионные процессы связано главным образом с влиянием деструктурирующего эффекта, ухудшающего защитные свойства окисных пленок в агрессивных средах (Al, Zr, Ti), и деполяризующим действием продуктов радиолиза (Fe, Си). Наиболее устойчивыми к влиянию излучения из технических сплавов являются хромоникелевые стали.
Положение металла в периодической системе элементов.
Так как скорость электрохимической коррозии металлов является функцией многих факторов, положение металла в периодической системе элементов Д.И. Менделеева не характеризует однозначно его коррозионную стойкость, однако ряд закономерностей и периодически повторяющихся свойств можно проследить в этой системе и в отношении коррозионной характеристики металлов.
Наиболее коррозионно неустойчивые металлы находятся в подгруппах А I и II групп периодической системы элементов, это щелочные и щелочноземельные металлы.
Металлы подгрупп А, начиная со второй, склонны образовывать пассивные пленки или пленки труднорастворимых вторичных продуктов коррозии, защитные свойства которых часто определяют коррозионную стойкость металлов. Способность пассивироваться у этих металлов в каждой подгруппе растет снизу вверх, то есть с уменьшением их атомного номера.
Коррозионная стойкость металлов подгрупп В в значительной мере определяю- ется их термодинамической устойчивостью (которая растет в каждой подгруппе сверху вниз, то есть с увеличением их атомного номера) и реже образующимися защитными пленками.
Наиболее коррозионностойкие металлы находятся внизу группы VIII (Os, Ir, Pt) и в группе I В (Аи).
Состояние поверхности металла.
Тонкая обработка поверхности (тонкая шлифовка, полировка), как правило, повышает коррозионную стойкость металлов, облегчая образование более совершенных и однородных пассивных и других защитных пленок, а также повышает предел коррозионной усталости. Это влияние сказывается главным образом в начальной стадии коррозии, пока не исчезает в результате коррозии металла его исходная поверхность, и имеет большое практическое значение в мягких условиях коррозии, например, при атмосферной коррозии металлов.
На гладкой полированной поверхности металла условия для капиллярной конденсации водяных паров при атмосферной коррозии менее благоприятны.
Грубая обработка увеличивает истинную поверхность и поверхностную энергию (за счет наклепа) металла, а также затрудняет формирование однородных защитных пленок.
Наиболее активна свежеобработанная поверхность металла, на которой легко возникают коррозионные очаги. Для ее защиты применяют пассивирование в различных растворах, временные смазки и некоторые другие методы.
Кристаллографический фактор.
Кристаллическая структура металлов и наличие различных структурных дефектов сказываются на процессах растворения (коррозии) металлов.
Довольно часто наблюдается влияние кристаллографической ориентации на скорость коррозии металлов. Так, медный монокристаллический электрод, выточенный в форме шара, после анодного травления в растворах фосфорной и серной кислот принимает форму многогранника. При травлении металлографических шлифов на зернах с различной кристаллографической ориентировкой получают разные фигуры травления.
Установлено уменьшение скорости активного растворения металлов с увеличением плотности упаковки атомов в кристаллографической плоскости, в результате чего снижается поверхностная энергия и повышается энергия активации ионизации металла. Плотность упаковки атомов может также влиять на характер адсорбции на отдельных кристаллографических плоскостях. При образовании защитных пленок может иметь значение не только плотность упаковки кристалла, но и соответствие кристаллографической структуры поверхности металла и возникающей пленки. При большом несоответствии в пленке возникают механические напряжения, приводящие к ее разрушению. Иногда кристаллографическая ориентация оказывает влияние на механизмы протекания анодного и катодного процессов электрохимической коррозии металлов.
При коррозии металлов в первую очередь растворяются неупорядоченные атом, неполные ряды кристаллической решетки. Имеет также место различие травимости зерна и его границ, определяемое их полярностью (анодностью или катодностью) по отношению друг к другу.
Структурная гетерогенность сплавов и величина зерна.
Гетерогенность сложно влияет на коррозионную стойкость сплавов. Следует отметить следующие основные случаи:
Влияние анодной структурной составляющей сплава на коррозионную стойкость зависит от характера распределения анодной фазы в сплаве:
а) если анодная фаза присутствует в незначительном количестве в виде равномерно распределенных включений, то при взаимодействии сплава с электролитом эти включения будут быстро вытравлены с поверхности и она станет более или менее однородной. В этом случае заметного влияния гетерогенности сплава на коррозионную стойкость не наблюдается;
б) если анодная фаза, содержащаяся в сплаве даже в относительно небольшом количестве, распределена так, что она непрерывно пронизывает весь сплав, то это приводит к ускорению коррозии: коррозия проникает в глубь металла, частицы катодной составляющей при этом выпадают, обнажая новые участки анодной составляющей. Этот случай избирательной коррозии часто наблюдается у двухфазных латуней;
в) если анодом является узкая зона границы зерна вследствие или обеднения в этой узкой зоне твердого раствора легирующим элементом, или образования непрерывной цепочки неустойчивой или затрудняющей образования защитной пленки новой фазы, или больших механических напряжений, возникающих при образовании избыточной фазы, то это приводит к интенсивной коррозии границ зерен, то есть межкристаллитной коррозии.
Влияние катодной структурной составляющей сплава на коррозионную стойкость зависит от характера контроля коррозионного процесса:
а) если коррозионный процесс контролируется преимущественно перенапряжением катодной реакции (коррозия металлов в неокислющих кислотах или энергично перемешиваемых нейтральных растворах), то катодные включения облегчают протекание катодного процесса, снижая его перенапряжение (в связи с увеличением катодной поверхности) и тем самым увеличивают скорость коррозии сплава;
б) если коррозионный процесс контролируется преимущественно диффузией катодного деполяризатора (коррозия металлов в неподвижных нейтральных растворах), то введение катодных примесей в особо чистые металлы приводит к увеличению путей диффузии деполяризатора, а следовательно, и скорости коррозии сплава; однако, начиная с некоторой степени катодной гетерогенности, соответствующей технической чистоте металла, наблюдается малое влияние катодной структурной составляющей на скорость процесса;
в) если имеет место катодный диффузионно-кинетический контроль протекания коррозионного процесса, то катодная структурная составляющая увеличивает скорость коррозии сплава, но в меньшей степени, чем при чисто кинетическом контроле (перенапряжением катодной реакции) процесса;
г) если коррозионный процесс протекает в условиях возможного пассивирования анодной фазы, то катодная структурная составляющая может дополнительной анодной поляризацией облегчить наступление пассивирования анодной фазы и тем самым сильно снизить скорость коррозии сплава.
Таким образом, электрохимическая гетерогенность сплава в зависимости от условий может или не влиять на коррозионную стойкость, или увеличивать, или уменьшать ее.
Опытные данные о коррозии ряда металлов и сплавов, в том числе и на железной основе, указывают на то, что величина зерна мало влияет на скорость коррозии. Исключение составляют случаи, когда на границе зерен металла условия таковы, что коррозия может приобрести межкристаллитный характер. Увеличение размеров зерна в этих случаях приводит к увеличению скорости межкристаллитной коррозии: общая протяженность границ у крупнозернистого металла меньше, чем у мелкозернистого, и,
следовательно, интенсивность коррозии на единицу длины границы зерна будет больше.
Механические факторы.
Металлические конструкции в процессе их эксплуатации часто подвергаются разрушению под совместным воздействием коррозионной среды и механических напряжений. По своему происхождению механические напряжения могут быть внутренними, возникающими в результате деформации или термообработки металла (например, закалки углеродистой стали), или внешними, вызванными приложенными извне нагрузками, а по своему характеру — постоянными или переменными; кроме того, металл может подвергаться истирающему или кавитационному воздействию.
Механические напряжения в зависимости от их распространенности принято подразделять на следующие виды:
напряжения первого рода (макроскопические) — уравновешивающиеся в объемах, соизмеримых с размером детали;
напряжения второго рода (микроскопические) — уравновешивающиеся в пределах отдельных элементов кристаллической структуры поликристаллов металла;
напряжения третьего рода (субмикроскопические) — уравновешивающиеся в пределах элементов кристаллической решетки металла.
Механические напряжения оказывают большое влияние на коррозионное поведение металла, так как они:
а) понижают термодинамическую устойчивость металла, сообщая ему дополнительную энергию;
б) могут вызвать пластическую деформацию и фазовые превращения, например распад пересыщенного твердого раствора;
в) нарушают сплошность защитных пленок на металлах;
г) локализуясь, усиливают электрохимическую гетерогенность металла.
Рассмотрим воздействие на металл постоянных напряжений (коррозионное растрескивание). Вредное влияние на коррозионное поведение металлов оказывают растягивающие напряжения. Постоянные растягивающие напряжения (внешние или внутренние) увеличивают скорость общей коррозии металла примерно пропорционально их величине и часто ухудшают распределение коррозии (что более опасно), переводя ее из общей в местную, вызывая в частности коррозионное растрескивание.
Коррозионное растрескивание металлов под одновременным воздействием агрессивной коррозионной среды и растягивающих напряжений (главным образом первого рода) характеризуется образованием трещин в плоскостях, нормальный к направлению растягивающих напряжений. Коррозионные трещины могут при этом распространяться не только межкристаллитно, то есть по границам зерен, но и транскристаллитно, то есть перерезая отдельные кристаллиты. Коррозионному растрескиванию подвержены многие металлы: щелочная хрупкость металла паровых котлов, сезонное растрескивание деформированных латуней, растрескивание некоторых конструкционных и коррозионностойких, в частности аустенитных хромоникелевых сталей. Этот вид коррозионного разрушения вызывает особое беспокойство в связи с тенденцией применения в технике высокопрочных сталей, особенно склонных к коррозионному растрескиванию.
Коррозионно-механические трещины постепенно зарождаются на металлической поверхности под влиянием локализации анодного процесса и растягивающих напряжений в отдельных ее участках: неоднородностях структуры металла, дефектах защитной пленки, поверхностных дефектах (царапины, риски, риски от обработки, трещины).
Дальнейшее развитие коррозионных трещин происходит в результате совместного действия трех основных факторов, которые дополняют друг друга:
электрохимического-неоднородности структуры металла, дефекты защитных пленок, дно концентраторов напряжений являются активными анодами;
механического-неравномерность напряжений приводит к электрохимической неоднородности, на дне концентраторов напряжений усиливается анодный процесс; растягивающие напряжения вызывают также распад метастабильных фаз в металле с образованием новых фаз, играющих роль анодных участков и являющихся центрами зарождения трещин;
адсорбционного — облегчение образования трещин в поверхностном слое металла под расклинивающим воздействием адсорбирующихся из раствора поверхностно активных веществ.
В зависимости от условий в развитии трещин может преобладать один из перечисленных факторов. Скорость образования трещин может достичь значительных величин — 10 мм/ч. Со временем рост одной из трещин обгоняет рост других и приводит к механическому разрушению детали.
Коррозионное растрескивание часто усиливается при наводороживании металла. Водород, сегрегируя в областях максимальной механической напряженности, создает дополнительные напряжения в металле.
Рассмотрим воздействие на металл переменных напряжений (коррозионная усталость).
Переменные напряжения (растягивающие, первого рода), в том числе и знакопеременные напряжения, как известно, вызывают явление усталости металлов. Если переменные напряжения превышают величину предела усталости металла, то через некоторое число циклов переменных нагружений, которое тем меньше, чем больше напряжения, развиваются трещины усталости и деталь разрушается. Ниже определенного значения переменного напряжения (предела усталости) металл не разрушается даже при очень большом числе циклов, так как это напряжение является асимптотой для кривой усталости.
Многие детали машин подвергаются одновременному действию переменных напряжений и коррозионной среды. В качестве условного предела коррозионной усталости (выносливости) металла принимают максимальное механическое напряжение, при котором еще не происходит разрушение металла после одновременного воздействия установленного числа циклов N (чаще всего N=107) переменной нагрузки и заданных коррозионных условий.
От коррозионной усталости сильно страдают валы гребных винтов, оси и штоки насосов, роторы, диски и лопатки турбин, рессоры, стальные канаты, охлаждаемые водой валки прокатных станов. Влияние коррозионной усталости значительно сильнее, чем сумма раздельных влияний коррозии и усталости.
Переменные напряжения совсем не вызывают усиления общей коррозии. Ускоренное разрушение деталей происходит в результате появления сетки микроскопических трещин, переходящих в крупную трещину коррозионной усталости, механизм зарождения и развития которой сходен с таковым при коррозионном растрескивании, но приходится только на периоды растягивающих напряжений. Трещины коррозионной усталости могут быть как транскристаллитного, так и межкристаллитного типа.
Рассмотрим истирающее воздействие на металл (коррозия при трении). Механическое истирающее воздействие на металл другого твердого тела при наличии коррозионной среды (например, зубьев шестерен, омываемых водой) или непосредственное воздействие самой жидкой или газообразной коррозионной среды (например, воды на гребные винты судов, насосы, трубы) приводит к ускорению коррозионного разрушения вследствие износа защитной пленки окислов или других соединении, образующихся на поверхности металла в результате взаимодействия со средой. К этому виду разрушения, называемого коррозией при трении, недостаточно устойчивы, например, серый чугун с повышенным содержанием углерода, оловянистые бронзы и некоторые другие материалы.
Коррозия при трении представляет собой два сопряженных процесса:
электрохимическое или химическое взаимодействие металла с агрессивной средой;
механический процесс износа поверхностных защитных пленок и самого металла под воздействием напряжений третьего рода.
Стойкость металлов к коррозии при трении в значительной степени зависит от их коррозионной стойкости.
Рассмотрим кавитационное воздействие на металл. При определенных гидродинамических условиях нарушается сплошность движущегося потока жидкости и образуются пузыри. Затем они сокращаются и исчезают. Это явление, протекающее в жидкостном потоке, называют кавитацией (от латинского слова cavitas — пустота).
При замыкании (быстром заполнении жидкостью) этих пузырей поверхность металла, контактирующая с жидкостью, подвергается гидравлическим ударам, которые создают пульсирующие напряжения и разрушают не только защитные пленки, но и структуру самого металла со скоростями, доходящими иногда до 75 миллиметров в год. Этот особый вид коррозии называют коррозионной кавитацией, которая приводит к образованию местных глубоких каверн на гребных винтах судов, в гидравлических аппаратах.
Особенностью этого вида разрушения по сравнению с обычной коррозионной усталостью является соизмеримость периодически напряженных участков с размерами отдельных кристаллов металла (напряжения второго рода). В связи с этим на кавитационную стойкость сплавов большую роль оказывают механическая прочность, структура и состояние границ зерен сплава.
Методы определения показателей коррозии и коррозионной стойкости
Общие требования к проведению эксперимента
Основные требования к проведению эксперимента изложены в ГОСТ 9.905-82. Ниже перечислены основные требования к образцам, аппаратуре, реактивам и проведению испытаний.
При испытание возможно применение четырех типов образцов: плоские образцы (пластины), детали или сборочные единицы (узлы), макеты изделий или конструкций, изделия. Форму и размеры образцов выбирают в зависимости от цели испытаний.
Образцы должны воспроизводить основные качества изделий: материалы, их контакты, форму, технологию изготовления, состояние поверхности, вид, толщину и технологию получения покрытий.
Количество образцов на одно испытание должно быть не менее трех. Если при трех образцах не достигается требуемая согласно программе испытаний доверительная вероятность результатов испытаний, количество параллельно испытуемых образцов должно быть увеличено. Площадь поверхность всех образцов должна быть не менее 50 см2.
Предпочтительны следующие размеры плоских образцов:
150 х 100 х 0, 5—1, 5; 100 х 50 х 0,5 - 1,5; 50 х 50 х 0,3 - 1,5 мм.
Способы изготовления образцов должны исключать механические и термические напряжения, нехарактерные для изделия.
Кромки образцов с покрытиями должны быть защищены, если программой испытаний не предусмотрены другие требования.
Для размещения образцов на испытательных стендах допускается сверить отверстия на их углах или кромках.
Кромки образцов и края отверстий не должны иметь заусенцев.
Для маркировки образцов применяют клеймение или нанесение краски в местах, не влияющих на оценку испытаний, не характерных для реального объекта. Допускается применять ярлыки из коррозионностойкого материала с нанесенной маркировкой.
Для подготовки коррозионной среды применяют химические реактивы квалификации ч.д.а. (чистота для анализа) и дистилировоную воду, если применение реактивов другой степени чистоты не предусмотрено в программе испытаний.
Камеры, емкости и другая испытательная аппаратура, а также приспособления для крепления образцов должны быть стойкими к воздействию коррозионной среды и не влиять на результаты испытаний, если это не предусмотрено программой испытаний.
Конструкция испытательной аппаратуры должна исключать попадание солнечного излучения и примесей, содержащихся в атмосфере, а также колебания температуры, влияющие на результаты испытаний, если это не предусмотрено программой испытаний.
Испытания проводят по программе, в которой должны быть указаны: описание испытуемого образца и контролируемых свойств, включая химический состав, структуру и другие свойства материалов; описание средств и технологических особенностей противокоррозионной защиты; цель испытаний (вид и точность информации, которая должна быть получена в результате испытаний); условия и режим испытаний с характеристикой всех существенных факторов химического и физического воздействия, последовательность и периодичность воздействия и измерений; методика обработки и оценки результатов испытаний.
При эксплуатационных испытаниях коррозионной средой является рабочая среда.
При лабораторных испытаниях воспроизводят реальные условия эксплуатации в зависимости от цели испытаний. Если целью является прогнозирование долговечности, воспроизводят все основные условия эксплуатации. Воздействующие факторы и способы воздействия должны соответствовать преимущественному применению материала в условиях эксплуатации. При наличии нескольких основных применений материала разрабатывают несколько режимов испытаний.
При ускоренных испытаниях с целью предварительной оценки коррозионной стойкости условия испытаний ужесточают по сравнению с реальными условиями эксплуатации, не допуская резких изменений механизма коррозии. При ускоренных испытаниях с целью контроля качества образца допускается ужесточать условия испытаний по сравнению с условиями эксплуатации, если по поведению образцов во время испытаний можно заключить о поведении материала в условиях эксплуатации.
Отношение объема жидкой среды к площади поверхности образцов должно соответствовать реальным условиям эксплуатации. Если это требование невыполнимо, то выбирают такое соотношение объема среды и поверхности образцов, при котором параметры, определяющие агрессивность среды, не могут существенно изменяться во время испытаний или предусматривают в программе испытаний обновление или корректировку среды по ходу испытания.
Не допускается одновременно испытывать в жидкой коррозионной среде в одном сосуде образцы из разного материала или образцы с разным покрытием, если это не предусмотрено программой.
Испытания образцов из различных материалов или с различными покрытиями в газовой среде допускаются в том случае, если все образцы подвергают одинаковому воздействию и их взаимное влияние исключено или если исследуют возможность такого влияния.
При испытаниях в условиях эксплуатации образцы из различных материалов или с различными покрытиями следует размещать так, чтобы избежать их взаимного влияния, если это не предусмотрено программой.
Образцы, если нет особой цели, размещают таким образом, чтобы они подвергались одинаковым химическим и физическим воздействиям. Если это требование невыполнимо, то образцы следует периодически менять местами.
Продолжительность испытания выбирают так, чтобы можно было однозначно оценить поведение образцов. Если для этого необходимо выявить ход коррозии в процессе испытания, то периодичность съемов устанавливают в программе испытаний по геометрической прогрессии, например, 1, 3, 6, 12 часов, 1, 2, 4, 8 суток или 3, 6, 12 месяцев, 2, 4 года и так далее.
Перед испытанием металлические образцы обезжиривают органическими растворителями, если иное не предусмотрено программой. При этом допускается применять мягкие щетки, кисти, вату, целлюлозу. После обезжиривания допускается брать образцы только за торцы руками в хлопчатобумажных перчатках.
Перед началом испытаний контролируют состав и другие заданные параметры коррозионной среды.
Жидкие коррозионные среды, содержащие несмешиваемые компоненты, перед испытанием следует равномерно перемешивать, если в программе испытаний нет других указаний.
Обработку результатов испытаний проводят согласно ГОСТ 9.908 и оформляют отчет согласно стандартам, принятым в организации.
Показатели коррозионной стойкости
Показатели коррозионной стойкости могут быть количественными, полуколичественными (балльными) и качественными.
Коррозионную стойкость следует, как правило, характеризовать количественными показателями, выбор которых определяется видом коррозии и эксплуатационными требованиями. Основой большинства таких показателей является время достижения заданной (допустимой) степени коррозионного поражения металла в определенных условиях.
Показатели коррозионной стойкости, в первую очередь время до достижения допустимой глубины коррозионного поражения, во многих случаях определяют срок службы, долговечность и сохраняемость конструкций, оборудования и изделий.
Основные количественные показатели коррозии и коррозионной стойкости металла приведены в таблице 5.1. Для ряда коррозионных эффектов (интегральных показателей коррозии) приведены соответствующие им скоростные (дифференциальные) показатели коррозии.
Допускается использования наряду с приведенными показателями других количественных показателей, определяемых эксплуатационными требованиями, высокой чувствительностью экспериментальных методов или возможностью использования их для дистанционного контроля процесса коррозии, при предварительном установлении зависимости между основным и применяемым показателями. В качестве подобных показателей коррозии с учетом ее вида и механизма могут быть использованы: количество выделившегося и (или) поглощенного металлом водорода, количество восстановившегося (поглощенного) кислорода, увеличение массы образца (при сохранении на нем твердых продуктов коррозии), изменение концентрации продуктов коррозии в среде (при их полной или частичной растворимости), увеличение электрического сопротивления, уменьшение отражательной способности, коэффициента теплопередачи, изменение акустической эмиссии, внутреннего трения и другие.
Для электрохимической коррозии допускается использование электрохимических показателей коррозии и коррозионной стойкости.
При щелевой и контактной коррозии показатели коррозии и коррозионной стойкости выбирают по таблице в соответствии с видом коррозии (сплошная или питтинговая) в зоне щели (зазора) контакта.
Для одного вида коррозии допускается характеризовать результаты коррозионных испытаний несколькими показателями коррозии.
При наличии двух и более видов коррозии на одном образце (изделии) каждый вид коррозии характеризуют собственными показателями. Коррозионную стойкость в этом случае оценивают по показателю, определяющему работоспособности системы.
Таблица 5.1
Основные количественные показатели коррозии и коррозионной стойкости
| Виды коррозии | Коррозионный эффект(интегральный показатель коррозии) | Скоростной показатель коррозии | Показатель коррозионной стойкости |
| Сплошная корозия | Глубина проникновения коррозии Потери массы на ед.площади | Линейная скорость коррозии Скорость убыли массы | Время проникновения на допустимую глубину Время уменьшения массы |
| Коррозия пятнами | Степень поражения поверхности | - | Время достижения степени поражения |
| Питтинговая коррозия | Макс.глубина питинга | Макс.скорость проникновения питтинга | Мин.время проникновения питтингов на допустимую величину |
| Межкристаллит-ная коррозия | Глубина проникновения коррозии Снижение механических свойств | Скорость проникновения коррозии - | Время проникновения на заданную глубину Скорость снижения механических свойств |
| Коррозионное растрескивание | Глубина (длина трещин) Снижение пластических свойств | Скорость роста трещин -«- | Время разрушения образца Время до появления первой трещины |
| Коррозионая усталость | Глубина (длина трещин) | Скорость роста трещин | Количество циклов до разрушения образца |
При невозможности или нецелесообразности определения количественных показателей коррозионной стойкости допускается использовать качественные показатели, например, изменение внешнего вида поверхности металла. При этом визуально устанавливают наличие потускнения; коррозионных поражений, наличие и характер слоя продуктов коррозии; наличие или отсутствие нежелательного изменения среды и другие.
На основе качественного показателя коррозионной стойкости дают оценку типа: стоек — не стоек; годен — не годен и другие. Изменение внешнего вида допускается оценивать баллами условных шкал.
Допустимые показатели коррозии и коррозионной стойкости устанавливают в нормативно-технической документации на материал, изделие, оборудование.
Металлографический метод оценки коррозионных поражений
Метод основан на определении типа коррозии, формы коррозионного поражения, распределения коррозионного поражения в металлах, сплавах и защитных металлических покрытиях с помощью сравнения с соответствующими типовыми формами, а также измерения глубины коррозионного поражения на металлографическом шлифе.
Образцы подготавливают и проводят эксперимент как описано в пункте 1.4.1. По полученному шлифу проводят оценку формы коррозионного поражения и типа коррозии согласно таблице 1.2. Также по таблице 1.3 определяют распределение коррозионного поражения. Глубину коррозионного поражения определяют на микрометаллографическом шлифе с помощью окулярной шкалы и микрометрического винта микроскопа.
Полученные результаты оформляют согласно требованиям организации, определяемые ГОСТ 9.905.
Таблица 5.2 Пример типов коррозии по приложению 2 ГОСТ 9.908-85. 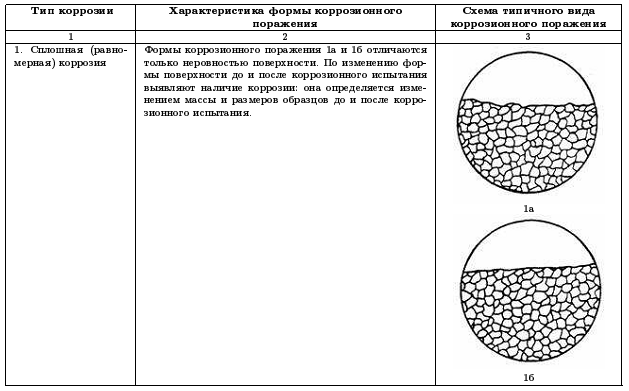
Пример протокола испытаний материала на коррозию:
1.Подготовка образца для испытаний.
Материал образца:
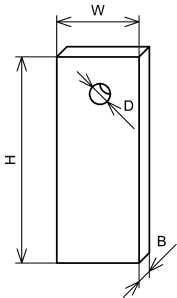 Сталь Ст.З.
Сталь Ст.З.
Размеры:
Н = 40,0мм;
W = 15,0 мм;
В = 0,8 мм;
D = 2,5 мм.
Площадь образца:

Масса образца до проведения испытаний:
 = 7,52128 г.
= 7,52128 г.
2.Подготовка агрессивной среды для испытаний.
В качестве агрессивной среды выбираем 3%-ный расвор NaCl. Плотность раствора при температуре 20°С 
3.Проведение испытаний.
Проводим испытание сроком в t = 7суток.
4.Измерение массы образца после испытаний.
m2 = 7,51346 г.
5.Определение изменения массы образца.
 .
.
6.Определение потерь от коррозии.
8. Определение коррозионной стойкости образца.
Согласно приведенной ниже классификации выбираем балл коррозионной стойкости материала равным 6.
Таблица 5.3
| Группа | Характеристика | Скорость коррозии,мм/год | Балл |
| 1 | Совершенно стойкие | Менее 0,001/0,001…0,005 | 1/2 |
| 2 | Весьма стойкие | 0,005…0,01/0,01…0,05 | 3/4 |
| 3 | Стойкие | 0,05…0,1/0,1…0,5 | 5/6 |
| 4 | Пониженностойкие | 0,05…1,0/1,0…5,0 | 7/8 |
| 5 | Малостойкие | 5,0…10,0 | 9 |
| 6 | Нестойкие | Более 10,0 | 10 |
Примечание. При скорости коррозии металлов от 0,5 мм/год и выше оценка коррозионной стойкости производится по группам, а ниже 0,5 мм /год-по баллам стойкости.
9.Результаты испытаний.
Полученные результаты испытаний сведем в таблицу:
Таблица 5.4
| № обр | Коррозионная среда | Масса образца | Изм. массы | Потери от кор. | Скор. корро-зии | Коррозион-ная стойкость | |
| до исп. | после исп. | ||||||
| 1 | 3%-ный р-р NaCl | 7,52128 | 7,51346 | 0,00782 | 8,7·10-7 | 0,31 | Балл 6 |
Вопросы для самоконтроля
Для успешного выполнения лабораторной работы рекомендуется подготовить ответы к следующим вопросам:
Что такое коррозия? Что такое эрозия? Что такое ржавление? Какие существуют виды потерь от коррозии (дать пояснение)? Что такое химическая коррозия? Что такое электрохимическая коррозия? Что такое газовая коррозия? Что такое атмосферная коррозия? Что такое жидкостная коррозия? Что такое подземная коррозия? Что такое биокоррозия? Что такое структурная коррозия? Что такое коррозия внешним током? Что такое коррозия блуждающими токами? Что такое контактная коррозия? Что такое щелевая коррозия? Что такое коррозия под напряжением? Что такое коррозионная кавитация? Что такое коррозия при трении? Что такое фреттинг-коррозия? Что такое сплошная (равномерная) коррозия? Что такое местная (неравномерная) коррозия? Что такое коррозия пятнами? Что такое коррозионная язва? Что такое питтинговая коррозия? Что такое подповерхностная коррозия? Что такое слоевая коррозия? Что такое межкристаллитная коррозия? Что такое транскристаллитная коррозия? Что такое избирательная коррозия? Что такое жаростойкость? Какова основная реакция, протекающая при химической коррозии?
Практическая работа №5.2. Радиационная стойкость конструкционных материалов
1.1. ЖЕЛЕЗО
Вопросом влияния облучения на железо в настоящее время занимаются многие ученые, что вызвано развитием атомной энергетики/23/.
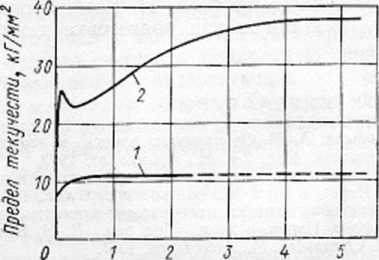
Рис.5.3. Изменение нижнего предела текучести при облучении нейтронами спектра деления
(Е≥1 Мэв): 1-железо отожженное при 760 о С в вакууме (0,002%С , 0,02% Ni); железо отожженное при 760 о С в водороде (0,002%С , 0,02% Ni).
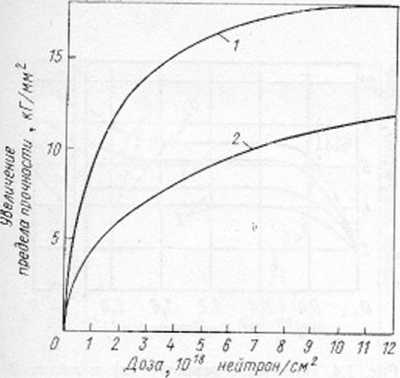
Рис.5.4.Изменение предела текучести железа с различным содержанием углерода при облучении:
1-ферровак 0,003% С; 2-ферровак 0,1%С.
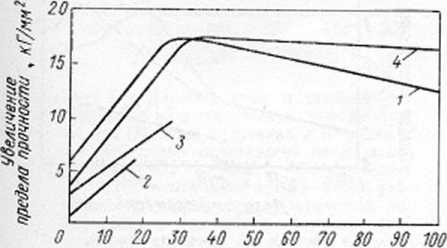
Рис.5.5.Изменение предела текучести железа с различным содержанием углерода при облучении в реакторах при 40 -80 о С:
1-ферровак 0,003%С; 2-ферровак 0,001%С; 3-ферровак 0,1%С; 4-ферровак 0,003% С при испытаниях 128 о С.
Рис.5.6. Изменение предела текучести (испытание на срез) железа при облучении (Е≥1 Мэв):
1-1-ферровак 0,003%С при энергии облучения Е≥1,45 Мэв;2-ферровак 0,007%С; 3- очищенное 0,005-0,001 %С.
Рис.5.7 Влияние дозы и температуры облучения на пластическую деформацию железа. Доза облучения х1019 (быстрые нейтроны) проставлена возле экспериментальных точек. В диапазоне 2…10 х1019 нейтрон /см2 при 30-240 о С увеличение относительной пластической деформации в результате облучения составило 2х10-5 независимо от температуры и дозы. При температурах выше 240 о С не обнаружено изменения пластической деформации.
Практическая работа 5.3. Практическое изучение бетонов и растворов при радиации
Благодаря невысокой стоимости, удовлетворительным защитным свойствам и возможности их модификации бетоны стали общепризнанным основным защитным материалом . Исследование их радиационной стойкости после облучения интегральными потоками нейтронов до 3 • 1019 нейтрон/см2 не показало существенных изменений. Бетон — многокомпонентный поликристаллический и полифазный материал, состоящий из вяжущего крупного и мелкого заполнителя. В качестве вяжущего на практике подавляющее распространение получил портландцемент. Мелким заполнителем служит естественный (речной или горный) песок, а также песок, получаемый дроблением тех или иных горных пород. Для приготовления крупного заполнителя обычных бетонов применяют магматические (гранит, диорит, габбро, базальт, диабаз и др.) и осадочные (известняк, песчаник) горные породы. В защитных бетонах в качестве заполнителя иногда используют метаморфические горные породы (серпентин), металлические руды (гематит, магнетит, хромит), а также искусственные материалы (шамот, карбид бора). Состав материалов, применяемых для заполнителей, определяется слагающими их главными породообразующими минералами. Поэтому изменение свойств бетонов после облучения должно
Таблица 5.4.
Влияние облучения на механические свойства углеродистой стали
| Условия облучения | Предел прочности | Предел текучести | Удлинение | |||||
| Интегральный поток 1019 нейтр/см2, Е≥1 Мэв | Температура о С | кГ/мм2 | Изменение % | кГ/мм | Изменение,% | % | Измене-ние,% | |
| Сталь углеродистая мелкозернистая | ||||||||
| - 1,0 0,5 | - 60 300 | 53,1 55,1 54,9 | - 3,8 3,6 | 40,5 51,0 43,9 | - 26 8,4 | 18,8 23,2 20,2 | - +23,4 +7,5 | |
| - 10 | - 93 | 51,7 71,7 | - 39,4 | 33,3 67,9 | - 104 | 34 11,5 | - -66,2 | |
| - 2 2 2 8 8 | - 304 360 404 304 416 | 53,4 71,7 61,2 57,7 74,5 55,5 | - 34,6 14,5 6,2 39,8 3,9 | 28,1 57 38,7 33,7 55, 33 | - 103 37,8 20 97,5 17,5 | 18 8 11 12 6 11 | -- -55,6 -39 -33,4 66,7 39 | |
| Сталь углеродистая крупнозернистая | ||||||||
| - 1 0,2 | - 60 300 | 59,8 62,9 60,8 | - 5,2 1,6 | 35,4 50,3 37,9 | - 42,1 7,1 | 20,2 16 17,7 | - -20,8 -12,4 | |
| - 10 | - 93 | 58,4 85,1 | - 45,8 | 33,4 81,6 | - 144 | 29 6,5 | - -77,6 | |
| - 2 2 7 | - 404 304 416 | 56,2 59,1 72,4 66,1 | - 5,2 28,8 17,8 | 32,4 30,2 61,2 45 | -- 6,5 89,4 39,4 | 14 14 3 11 | - 0 -78,5 21,4 | |
| - 2 2 | - 304 360 | 56,2 80,8 68,9 | - 43,8 22,6 | 32,3 65,4 47,1 | - 102 45,8 | 14 8 9 | - -42,8 -35,7 | |
Таблица 5.5.
Влияние облучения на ударные свойства углеродистой стали
| Условия облучения | Температура перехода из пластического состояния в хрупкое | Максимальная работа, затраченная на разрушение образца | |||
| Интегральный поток 1019 нейтрон/см2, Е≥1 Мэв | Температура о С | о С | Изменение о С | кГм | Изменение % |
| Сталь углеродистая мелкозернистая | |||||
| - 0,5 5 8 10 0,5 | - 93 93 93 93 318 | -60 -15 - - +75 -40 | - 45 47 139 135 20 | 15 15 - - 9 15 | - - - -30 -40 - |
| Сталь углеродистая крупнозернистая | |||||
| - 0,5 5 8 10 0,5 | - 93 93 93 93 318 | 0 20 16 166 150 15 | - 20 16 166 150 15 | 14 - - - 8 - | - - - -55 -43 - |
зависеть от стабильности свойств составляющих их вяжущих и заполнителей.
Таблица 5.6.
Влияние облучения на механические свойства углеродистой стали специального назначения
| Условия облучения | Предел прочности | Предел текучести | Удлинение | |||||
| Интегральный поток 1019 нейтр/см2, Е≥1 Мэв | Температура о С | кГ/мм2 | Изменение % | кГ/мм2 | Изменение % | % | Изменение % | |
| Сталь А201 (США) 0,15С,0.12Si,0,59Mn,0,05S,0,026P,0,1Cr, 0,15Ni,0,15Mo,0,02Ti, 0,06 Al | ||||||||
| - 0,76 1,5 2,2 4 1 2,5 - 14 - 4 | - 93 93 93 93 218-268 274-371 - 93-204 - 315 | 52,7 57,8 58,2 65,2 68,9 59,2 58,1 47 87,2 51,1 53,4 | - 9,7 10 24 31 12 10 - 85,5 - 4,5 | 33,4 53,8 54,5 62,2 66,3 42 37,7 28,4 87,7 30,2 32,7 | - 61 63 86 99 26 13 - 208 - 8 | 31 17 15 13 9,5 16,3 21 49,4 10,3 41 29 | - -45 -52 -58 -69 -47 -32 - -74 - -29 | |
| Сталь А(СССР) 0,2С,0.17Si,0,79Mn,0,011S,0,026P,0,2Cr, 0,2Ni | ||||||||
| - 0,27 1 10 | - 160-200 160-200 160-200 | 48 45 57 82 | - -6 19 71 | 28 37 46 73 | - 32 64 162 | 30 20 15 9 | - -33 -50 -70 | |
| Сталь B(СССР) 0,2С,0.2Si,1,0Mn,0,04S,0,045P,0,14Cr, 0,1Ni | ||||||||
| - 0,27 1 10 | - 160-200 160-200 160-200 | 50 55 63 88 | - 10 26 76 | 26 43 60 81 | - 65 131 212 | 30 23 16 10 | - -23 -47 -67 | |
| Сталь ЧСН (Чехия) 0,2С,0.3Si,1,1Mn,0,02S,0,02P,0,1Cr, 0,15Ni,0,04Mo,0,03Ti, 0,06 Al | ||||||||
| - 1 10 | - 160-200 160-200 | 48 57 80 | - 19 67 | 27 46 74 | - 70 174 | 30 15 8 | - -50 -75 | |
| Сталь А212B(США) 0,26С,0.23Si,0,75Mn,0,042S,0,035P,0,15Cr, 0,15Ni,0,25Mo, | ||||||||
| - 2 2 2 2 6 6 | - 79 293 360 404 371 416 | 52,7 69 71,7 63,3 59,1 73,8 57 | - 31 36 20 12 10 8 | 28,1 65 53,4 42,9 39 57,7 41,5 | - 132 90 53 40 105 48 | 25 6 9 12 14 6 13 | - -78 -64 -52 -44 -76 -48 | |
| Сталь низкоуглеродистая высокомарганцовистая сталь (Англия) 0,13С,1,14Mn,0,033S,0,015P | ||||||||
| - 1 10 | - 130-150 130-150 | 46,7 55,4 69 | - 18,5 48 | 28,7 47,5 63,7 | - 65 122 | 41,2 21,5 12 | - -48 -35 | |
| Сталь 2103/R3(Швеция) 0,15С,0,41Si,1,59Mn,0,012S,0,014P,0,2Cr, 0,01Ni,0,05Mo, 0,034 Al | ||||||||
| - 0,26 1,2 0,48 1,2 | - 180-195 195 160-240 265 | 52,7 59,7 61 60,5 61 | - 13 16 15 16 | 30,9 42,9 52 47,7 45 | - 39 68 54 46 | 32,1 26,1 22 22,2 21 | - -19 -31,5 -31 -35 | |
| Сталь SIS142103(Швеция) 0,13С,0,32Si,1,63Mn,0,02S,0,015P,0,1Cr, 0,1Ni,0,05Mo, 0,025 Al | ||||||||
| - 0,29 0,58 | - 160-195 160-240 | 53,1 64,7 67,5 | - 22 28 | 38,7 53 59,2 | - 37 53 | 31,925,222 | - -21 -31 | |
| Сталь легированная Mn (Канада) 0,015С,0,38Si,1,52Mn,0,01S,0,018P,0,03Cr,0,01Mo, 0,035 Al | ||||||||
| - 1,8 2,4 3,6 | - 100 100 100 | 48,9 68,4 64,7 67,2 | - 40 32 38 | 35,4 68,2 64,5 67,2 | - 92 82 90 | 30 12 15 13 | - -60 -50 -56,5 | |
Таблица 5.7.
Влияние облучения на ударные свойства углеродистой стали специального назначения
| Условия облучения | Температура перехода из пластического состояния в хрупкое | Максимальная работа, затраченная на разрушение образца | |||
| Интегральный поток 1019 нейтрон/см2, Е≥1 Мэв | Температура о С | о С | Изменение о С | кГм | Изменение % |
| Сталь En-2(Англия ) 0,15С,0.12Si,0,59Mn,0,05S,0,026P,0,1Cr, 0,15Ni,0,15Mo,0,02Ti, 0,06 Al | |||||
| - 0,0025 0,01 0,38 0,93 | - 100 100 100 100 | -30 -20 10 30 30 | - 10 35 60 60 | 5,6 3,5 3,5 3,8 3,0 | - -37 -37 -32 -46 |
| Сталь А201 (США) 0,15С,0.12Si,0,59Mn,0,05S,0,026P,0,1Cr, 0,15Ni,0,15Mo,0,02Ti, 0,06 Al | |||||
| - 1,2 2,2 4 0,3 0,3 | - 100 100 100 93 302 | -60 25 40 65 - - | - 85 100 125 30 45 | 1,04 0,94 0,88 0,66 -- - | - -10 -15 -37 - - |
| Сталь B(СССР) 0,2С,0.2Si,1,0Mn,0,04S,0,045P,0,14Cr, 0,1Ni | |||||
| - 0,27 1 10 | - 160-200 160-200 160-200 | -30 10 40 90 | - 40 70 120 | 3,5 3,5 3,5 2…2,5 | - 0 0 30…45 |
| Сталь А212B(США) 0,26С,0.23Si,0,75Mn,0,042S,0,035P,0,15Cr, 0,15Ni,0,25Mo, | |||||
| - 1 10 - 0,5 4 - 2 17 | - 93 99 - 93 93 - 79 79 | -7 -1 52 -7 8 124 -7 110 138 | - 6 59 - 15 131 - 117 145 | 9,2 9,2 5,8 8,6 8,2 4,9 8,4 5,4 3,7 | - 0 -38 - -7 -43 - -36 -56 |
| Сталь 2103/R3(Швеция) 0,15С,0,41Si,1,59Mn,0,012S,0,014P,0,2Cr, 0,01Ni,0,05Mo, 0,034 Al | |||||
| - 0,27 0,48 | - 160-195 160-240 | -87 -41 -3 | - 46 84 | 23 18 15 | - -22 -34 |
| Сталь SIS142103(Швеция) 0,13С,0,32Si,1,63Mn,0,02S,0,015P,0,1Cr, 0,1Ni,0,05Mo, 0,025 Al | |||||
| - 0,24 - 0,29 | - 160-190 - 160-195 | -70 -10 -139 -70 | - 60 - 68 | 30 23 28 19 | - -23 - -32 |
| Сталь легированная Mn (Канада) 0,015С,0,38Si,1,52Mn,0,01S,0,018P,0,03Cr,0,01Mo, 0,035 Al | |||||
| - 1,8 2,4 3,6 | - 100 100 100 | -146 -63 -52 -33 | - 83 94 113 | - - - - | - - - - |
Главные причины изменения теплофизических свойств горных пород — аморфизация кристаллической фазы и радиационные деформации.
Рис.5.8. Изменения суммарного (ас) коэффициента температурного линейного расширения песчаника (/) и шамота (//) после облучения и нагрева, полученные при температурах 100—200° С.
 Цементный камень
Цементный камень
Рис.5.9.Влияние температуры (а) и облучения (б) на линейную деформацию цементного камня:1-экспериментяльные точки, соответствующие контрольным образцам, 2-то же контрольным горячим образцам.
Анализ полученных результатов показывает, что после облучения потоками нейтронов до 2х1021нейтрон/см2 образцы цементного камня не имели визуально регистрируемых изменений. Усадка цементного камня (рис.6) после облучения (до 3%) превысила усадку горячих контрольных образцов (до 2%). Это указывает на наличие отрицательных радиационных деформаций цементного камня после облучения. В пределах точности измерений не зарегистрировано
изменение веса, объемного веса, температурных линейных деформаций, теплопроводности, прочности и деформативности облученных (до 2х1021 нейтрон/см2) образцов цементного камня по сравнению с горячими контрольными образцами.
Наличие отрицательных радиационных деформаций цементного камня в сочетании с данными о положительных радиационных деформациях заполнителей должно благоприятно сказаться на радиационной стойкости бетонов и растворов. Поэтому целесообразно проведение специальных исследований этого явления с учетом кристаллографических особенностей цементного камня и его минералогического состава. Полученные данные указывают на перспективность использования портландцемента как вяжущего в бетонах при интегральных потоках нейтронов, превышающих величины, полученные в эксперименте.
Растворы (вяжущее и мелкий заполнитель) и бетоны (вяжущее, мелкий и крупный заполнитель) на портландцементе и жидком стекле с заполнителями из десяти различных материалов (и нескольких технологических составов облучались в экспериментальных каналах реактора БР-5 . Помимо облучаемой партии из образцов-близнецов комплектовались контрольные горячая и холодная партии. Размеры образцов, ограниченные габаритами экспериментальных каналов, имели форму цилиндров высотой и диаметром от 15 до 40 мм.
Исследование влияния облучения интегральными потоками нейтронов до 2х1021 нейтронам/см2 на растворы (бетоны) с заполнителями из кварца, гранита, песчаника, серпентина, шамота, гематита и хромита показало, что все они изменяют свои свойства, за исключением раствора на хромите.
Радиационные деформации. В результате облучения все растворы и бетоны, за исключением хромитовых, увеличили свои линейные размеры. Сопоставление объемных радиационных деформаций заполнителей и выполненных на них растворов (бетонов) после облучения равными интегральными потоками нейтронов показывает, что величина радиационных деформаций составов находится в сложной зависимости от вида заполнителя, его количества и крупности. При близком содержании одинакового заполнителя составы на тонкомолотом кварце, на песке и на песке и щебне имеют объемные радиационные деформации 13, 19 и 17% соответственно . Следовательно, не весь заполнитель, а лишь его крупная фракция обусловливает радиационные деформации растворов (бетонов), в которые он заложен. Зерна крупных фракций заполнителя находятся в непосредственном контакте, поэтому их радиационные деформации оказывают определяющее влияние на деформации составов. Зерна заполнителя мелких фракций и основная часть цементного камня располагаются в пустотах между зернами крупного заполнителя и активного влияния на деформации составов не оказывают. Поэтому объемные радиационные деформации растворов и бетонов зависят в первую очередь от радиационной леформативности заполнителя и относительного объемного содержания его крупных фракций .
положительных радиационных деформаций.
Прочность и деформативность растворов (бетонов) после облучения изменяются (рис.5.7-5.8). В результате облучения кристаллы минералов, слагающих горные породы, применяемые в качестве заполнителей, имеют положительные радиационные деформации, которые служат причиной расширения растворов и бетонов. Изменение прочностных и деформативных свойств растворов, происходящее в результате их облучения, является следствием собственных радиационных деформаций, ведущих к структурным изменениям материала.
Рис.5.10.Зависимость прочности облученных образцов растворов и бетонов от потока нейтронов (а) и радиационных деформаций(б).
Рис.5.11.Зависимость деформативности растворов и бетонов от дозы облучения (а) и и радиационной деформации (б).
Практическая работа 5.4. Влияние радиации на полимеры
Изменение свойств полимерных материалов в результате облучения рассматривается преимущественно на примере прочностных и диэлектрических характеристик.
Влияние облучения на свойства полимеров. В результате облучения происходит изменение строения полимеров. Часть изменений наблюдается лишь в процессе облучения и носит обратимый характер. Эти изменения в первую очередь сводятся к появлению наведенной электропроводности, которая постепенно исчезает после прекращения облучения. Необратимые процессы связаны главным образом с изменениями в облучаемой системе и сводятся в основном к следующим эффектам: сшиванию — образованию поперечных связей между молекулами; деструкции—разрывам главной цепи полимерной молекулы; газовыделению; образованию внутримолекулярных связей; окислению; полимеризации и т. п. Все эти изменения отражаются на внешнем виде полимера, физическом состоянии и механических свойствах. К внешним изменениям I относятся изменения цвета, распухание, образование пузырей н вздутий. При продолжительном облучении полимеров, в которых преобладают I процессы сшивания, образуются трехмерные сетчатые молекулы, обладающие высокой прочностью и стабильностью.
Процесс деструкции приводит к противоположным результатам. Результаты воздействия излучения зависят от строения полимерной цепи. Материалы, содержащие в главной цепи чередующиеся четвертичные атомы углерода или атомы углерода, имеющие в качестве заместителя атомы галоида, проявляют тенденции к деструкции. Полимеры, содержащие по крайней мере один атом водорода у атома углерода, примыкающего к метиленовой группе (—СН2—), проявляют тенденции к сшиванию. Полимеры с высоким содержанием ароматических колец обладают большей радиационной стойкостью, с высоким содержанием алифатической структуры — меньшей стойкостью.
При облучении происходит изменение размеров полимеров. Увеличение плотности сопровождается усадкой, образование газа ведет к распуханию полимеров и уменьшению плотности. Облучение может привести к желательному изменению свойств. Например, увеличение предела прочности на разрыв и повышение температуры плавления, обусловленные протеканием процесса сшивания молекул, являются положительными изменениями. Во многих случаях знак и величина изменения свойств зависят от дозы облучения.
У эластомеров по мере увеличения дозы облучения предел прочности на разрыв снижается почти до нуля, а затем начинает резко увеличиваться. При этом упругие свойства эластомеров приближаются к свойствам стекла. Если сохранение упругих свойств не обязательно (например, для изоляции), то эластомеры могут использоваться при больших дозах. Пластики и эластомеры под действием излучения обычно становятся более прочными, но более хрупкими.
Полистирол, получаемый полимеризацией стирола, представляет собой довольно жесткий прозрачный аморфный материал с низкой ударной вязкостью и удлинением при растяжении, которые можно изменять путем введения пластификаторов. Электроизоляционные свойства и химическая инертность обусловили его применение для разнообразных малогабаритных деталей электро- и радиоаппаратуры. В результате облучения превалирующим процессом в полистироле является сшивание .
Физико-механические свойства полистирола слабо изменяются при облучении. У немодифицированного полистирола начало изменения свойств отмечается при поглощенных дозах около 1х108 рад, а 25%-ное повреждение—при дозах больше 4х109 рад . Прочность на растяжение и удлинение при разрыве уменьшается всего на 5—10% при облучении до дозы 5х10 9 рад и на 20% — до дозы 1 • 1010 рад.
Предполагают, что массовое разрушение полистирольных молекул начинается при дозах около 1 • 1010 рад. Оптические свойства полистирола сохраняются лучше, чем у плексигласа и стекла. Полистирол, модифицированный добавками, менее стоек к облучению. Хотя прочность на растяжение и не уменьшается до весьма высоких доз, удлинение при разрыве и ударная вязкость значительно падают при дозах около 107 рад. Так, у полистирола полифлекс 20%-ное снижение прочности на растяжение отмечено уже при дозе 107 рад, 20—50%-ное снижение —при дозе 108 рад. Облучение того же полистирола в вакууме показало те же значения изменения свойств. При облучении полистирола с высокой ударной вязкостью плиотуфа обнаружено 20— 50%-ное снижение прочности на растяжение при дозе 1•107 рад. Относительное удлинение и ударная вязкость этого полистирола изменились на 20% при дозе 5•106 рад, на 20—50% при дозах 1 • 107-1 • 108 рад и более чем на 90% при дозах 10 9 10 10 рад.
Введение в состав полистирола красителя практически не сказывается на его радиационной стойкости. Полистирол хорошо сохраняет изолирующие свойства вплоть до дозы 10 11 рад ].
Поли-а-метилстирол по своим физико-механическим свойствам близок к полистиролу и находит аналогичное применение.
При облучении поли-а-метилстирола преобладает деструкция. Сопротивление сдвигу снижается значительно быстрее, чем у полистирола , 20%-ное изменение сопротивления сдвигу получено при дозе 10 7 рад , 20—50%-ное при дозе 10 8 рад и более чем 90%-ное при дозе 10 9 рад. Измерения диэлектрических свойств поли-а-метилстирола после облучения на кобальтовой установке до дозы 2,5•108 рад при мощности дозы 250 рад/сек на воздухе показали, что при частоте 1010 гц тангенс угла диэлектрических потерь увеличивается в 2,5 раза, а диэлектрическая проницаемость не изменяется; после облучения электронами с энергией 1 Мэв до дозы
108 рад диэлектрические свойства не изменяются, а после облучения до дозы 1,5•10 9 рад тангенс угла диэлектрических потерь увеличивается на 40%.
Полиэтилен представляет собой мягкий, гибкий и вязкий материал.
Характер изменения свойств после облучения у всех видов полиэтилена одинаков. Однако значения допустимой дозы облучения на полиэтилены различных модификаций отличаются в пределах от 107 до 10 9 рад . Такой диапазон следует объяснить тем, что результаты испытаний свойств полиэтилена после облучения зависят от мощности дозы, температуры, контакта с окружающей средой, а в некоторых случаях и от отношения поверхности образца к его объему . Влиянии облучения на удлинение и предел прочности при разрыве полиэтиленовых пленок разной толщины приведено и на рис.9. В процессе облучения полиэтилен окисляется, поэтому свойства тонких пленок меняются при меньших дозах, чем те же свойства более толстых образцов.
Полипропилен отличается легкостью, прочностью, высокой теплоемкостью. Его свойства аналогичны свойствам полиэтилена линейного строения. Полипропилен чувствителен к старению в атмосферных условиях, поэтому его стабилизируют газовой сажей и аминами. При облучении полипропилена скорость сшивания близка к скорости деструкции . При дозе 8-9х107 рад он становится хрупким, полностью теряет пластичность и значительную часть прочности. Диэлектрические свойства стабилизированного и нестабилизированного полипропилена не изменяются при облучении в вакууме на кобальтовой установке до дозы 2,5х107 рад при мощности дозы 250 рад/сек.
Рис.5.12.Изменение свойств полиэтилена(сплошная кривая) и полиэтиленовой пленки толщиной 0,1мм (пунктир) в результате облучения:
1-прочность на растяжение;2-удлинение;3-модульупругости;4-прочность на сдвиг;5-ударная вязкость.
Поливинилхлорид -белый порошкообразный полимер, получаемый полимеризацией винилхлорида. Непластифицированный твердый листовой материал называют винипластом, а пластифицированный эластичный материал — пластикатом. Поливинилхлорид обладает хорошими диэлектрическими и механическими свойствами и находит применение для изоляции и оболочек проводов и кабелей. Винипласт (пленки, листы) заменяет в электротехнике эбонит.
Облучение поливинилхлорида сопровождается выделением НСl, сшиванием и деструкцией. При этом прочность начинает уменьшаться вблизи дозы 10 8 рад. С увеличением дозы до 2х108 рад прочность уменьшается на одну треть. Ударная вязкость (рис.10) изменяется еще медленнее.
При облучении поливинилхлорида до дозы 5,3х108 рад объемное удельное сопротивление уменьшилось в 103 раз и в 107 раз после дозы 5,3х109 рад. Относительное удлинение с ростом дозы монотонно уменьшается . Прочность при разрыве поливинилхлоридных пластикатов заметно снижается в интервале доз (5—50) • 106 рад, а относительное удлинение спадает монотонно во всем исследованном диапазоне доз. Более резкое изменение прочностных характеристик обнаружено для пластикатов с большим содержанием пластификаторов. Удельное объемное сопротивление весьма резко снижается с ростом дозы и при 1,5х108 рад составляет от 3 до 37% первоначального.
Рис.5.13.Изменение свойств поливинилиденхлорида (сплошная) поливинилхлорида(пунктир) и поливинилацетата (штрих-пунктир) в результате облучения.
При облучении поливинилхлорида до дозы 5,3х108 рад объемное удельное сопротивление уменьшилось в 103 раз и в 107 раз после дозы 5,3х109 рад. Относительное удлинение с ростом дозы монотонно уменьшается . Прочность при разрыве поливинилхлоридных пластикатов заметно снижается в интервале доз (5—50) • 106 рад, а относительное удлинение спадает монотонно во всем исследованном диапазоне доз. Более резкое изменение прочностных характеристик обнаружено для пластикатов с большим содержанием пластификаторов. Удельное объемное сопротивление весьма резко снижается с ростом дозы и при 1,5х108 рад составляет от 3 до 37% первоначального.
Поликарбонат представляет собой термопластичный полимер. За рубежом пластики на основе поликарбонатов называют макролон, макрофоль, лексан.
Изменения физико-механических свойств поликарбоната начинаются после облучения до дозы 106 рад, после дозы 107 рад резко снижается удлинение, а после 108рад — прочность. Диэлектрические свойства поликарбоната до дозы 108 рад изменяются незначительно.
Целлюлоза — один из самых распространенных природных полимеров. Получают целлюлозу из растительных клеток хлопка, льна, конопли и древесины.
Характер и степень изменения свойств после облучения производных целлюлозы практически одинаковы: незначительно увеличиваются модуль упругости и твердость; уменьшаются прочность, удлинение, ударная вязкость . Наибольшая чувствительность к облучению обнаруживается у нитроцеллюлозы. Установлено, что у этого материала увеличиваются прочность и газовыделение. При мощности дозы 106 рад/ч и дозе облучения 4х107 рад потери в весе нитроцеллюлозы составили 0,6%. Нагревание такого образца привело к бурному выделению газа и увеличению объема образца.
Электрические свойства производных целлюлозы изменяются незначительно.
Полиметилметакрилат (оргстекло, плексиглас или люцит) представляет собой прозрачный твердый пластик. Получают его путем полимеризации акриловой и метакриловой кислот.
При облучении полиметилметакрилат не сшивается и претерпевает деструкцию, приводящую к уменьшению молекулярного веса и газовыделению, следствием чего является увеличение объема материала в несколько раз. Полилметакрилат не изменяется при облучении до доз 8,2• 105 рад. При дозе 1х10 7 рад предел прочности на растяжение и относительное удлинение его уменьшаются на 25%, при дозе 2х107 рад — на 50%. Модуль упругости, твердость и плотность мало чувствительны к облучению. Прочность при изгибе и растяжении, ударная вязкость и относительное удлинение при облучении уменьшаются. Прозрачность снижается с 90% до 55%( 5х10 6 рад), после прекращения облучения она постепенно восстанавливается до 80%.
Полиамиды получают в результате поликонденсации декарбоновых кислот и диаминов, аминокислот и полимеризации лактамов. Полиамиды, получаемые полимеризацией гексаметилен- диамина с адипиновой кислотой, часто носят название нейлон, а получаемые ступенчатой полимеризацией капролактама — капрон.
Облучение нейлона и капрона сопровождается процессами деструкции и последующего сшивания с преобладанием первого процесса. Характер и величина изменения свойств капрона и нейлона практически одинакова. Предел прочности на растяжение нейлона увеличивается на 25% при дозе выше 109 рад, относительное удлинение и вязкость уменьшаются очень быстро, приблизительно до 25% при дозе 5,0*108 рад. Нейлоновое волокно при облучении на воздухе до дозы около 8,5х106 рад теряет более 50% прочности.
Полиуретаны близки по свойствам к полиамидам. Они служат ценным сырьем для производства волокон, клеев, лаковых покрытий. Полиуретан широко используется для получения пенопластов, применяемых в качестве изоляционных конструкционных материалов.
Свойства при облучении полиуретана не изменяются до дозы 107 рад . При дозе 108 рад прочность на растяжение уменьшается на 40%. Относительное удлинение до дозы 108 рад изменяется незначительно, затем резко падает и при дозе 10 9 рад уменьшается приблизительно на 80% . Изменения прочности при изгибе и сжатии пенополиуретановых слоистых конструкций после облучения до дозы 1 •109 рад не обнаружено .
Полиформальдегид — белый, непрозрачный, легко окрашиваемый термопластичный материал, получаемый полимеризацией формальдегидов, в США его называют делрин. Полиформальдегид обладает хорошими механическими и диэлектрическими свойствами.
Радиационная стойкость полиформальдегида уже при дозе 4,4х106 рад крайне низка, что объ-
меняется деструкцией молекулярных цепей.
Фторопласты представляют собой полимеры фторопроизводных этилена. Применяют их главным образом в электро- и радиотехнике.
Фторопласты изменяют свойства после облучения относительно низкими дозами. Прочность при растяжении образцов тефлона толщиной 3,6 мм, облученных до дозы 4х10 6 рад, уменьшилась до половины исходного значения. Относительное удлинение после облучения до 3-106 рад уменьшилось на 50%. При дозе облучения (6-г-7)-107 рад прочность при растяжении составила 25% исходной величины. Модуль упругости изменяется слабо, ударная вязкость проходит через резкий максимум (500% исходного значения) при дозе 3- 10е рад (рис. 3.13), затем значение этого параметра быстро уменьшается до одной четверти исходного значения после дозы 6- !07 рад. Анализ влияния кислорода на чувствительность тефлона к действию ионизирующих излучений указывает на вероятность того, что большое значение имеют мощность дозы и толщина облучаемого изделия. По этой причине следует иметь в виду, что изложенные данные по радиационной стойкости относятся только к образцам толщиной до 5 мм, облученным на воздухе при мощности дозы 106 рад.
Диэлектрические свойства — объемное удельное сопротивление, диэлектрическая прочность и сопротивление дуге — практически неизменны при дозах облучения, которые вызывают существенное изменение физических свойств материала. Так, после облучения тефлоновой изоляции до дозы 109 рад диэлектрическая проницаемость изменилась всего на 1,4±0,4%, а коэффициент потерь возрос на 9±2% (при частоте 4 Мгц). После облучения образцов тефлона толщиной 0,58 мм в реакторе до дозы 1,5х108 рад электрическая прочность уменьшилась на 27,4%, а после облучения образцов толщиной 3 мм электронами с энергией 2 Мэе до дозы 8х107 рад объемное удельное сопротивление уменьшилось в 4 раза.
Фенолформальдегиды — термореактивные пластичные материалы на основе фенолальдегидных смол — применяют в виде прессовочных порошков, лаков и как связующее при изготовлении слоистых пластиков, например, текстолитов (пропитанные смолой ткани хлопчатобумажные, асбестовые, из стекла), гетинаксов (пропитанная смолой бумага обычная, сульфатная, асбестовая и др.), древеснослоистых пластиков и пенопластов.
Начало изменения свойств фенольных смол без наполнители обнаруживается при дозе 2,7х106 рад, 25%-ное повреждение — при 1,1х107 рад , а при дозах свыше 108 рад смолы распухают, становятся очень хрупкими и легко разрушаются. Их сопротивления разрыву и удару уменьшаются примерно на 50% при дозе 3х108 рад, 20%-ное изменение прочности на растяжение, удлинение и ударной вязкости обнаружено при дозе 108 рад, 20—50%-ное изменение - при дозе 109 рад и более чем 90%-ное — при дозе 1010 рад.
Радиационная стойкость фенопластов существенно отличается от связующей смолы и зависит от типа применяемого наполнителя. У фенопластов с наполнителем из парусиновой ткани и с бумажным слоистым наполнителем- микарта начало изменений свойств обнаруживается уже при дозе 3,4х10б рад, изменение на 25% — при дозах 106 . Несколько выше стойкость у фенопластов с бумажным наполнителем бакелит. Растрескивание фенопластов с бумажным наполнителем (микарта, бакелит) происходит при дозе около 2х109 рад. Более высокой радиационной стойкостью обладают фенопласты на основе асбестового и графитового наполнителя. У фенопласта на основе асбестового наполнителя не обнаружены изменения прочности на растяжение, удлинения и ударной вязкости вплоть до доз 108 рад. При дозе 109-1010 рад указанные свойства изменяются на 20%.
Эпоксидные смолы получают конденсацией эпихлоргидрина с двух- и многоатомными фенолами либо прямым эпоксиднрованием ненасыщенных соединений надкислотами. Конечным продуктом реакций конденсации или эпоксидирования являются низкомолекулярные жидкости, способные к взаимодействию с различными отвердителями, в частности, с диаминами. Процесс отверждения заключается в образовании нерастворимого продукта — эпоксидной смолы, обладающей сетчатой трехмерной структурой. Эпоксидные смолы используют как конструкционный, электроизоляционный материал, как связующее при изготовлении стеклопластиков и прессовочных композиций, в качестве клеев, герметиков, коррозийно- и водостойких покрытий, обладающих хорошей атмосферо- и водостойкостью.
Радиационная стойкость эпоксидных смол существенно зависит от используемых отверждающих реагентов , наличия или отсутствия пластификаторов и наполнителей . При облучении эпоксидных полимеров преобладающим процессом является сшивание. Сравнение эпоксидных смол, отвержденных различными реагентами, показало, что наибольшей радиационной стойкостью обладают смолы, отвержденные ароматическими, а не алифатическими соединениями. Облучение первых при 70° С до дозы 109 рад привело к снижению прочности при изгибе до 60% исходного значения, а облучение вторых привело к снижению прочности до 25— 30% исходного значения уже при 4х108 рад.
При облучении эпоксидные смолы изменяют цвет от желтого до темно-красного (5х108 рад), при более высоких дозах становятся коричневыми, охрупчиваются и рассыпаются в порошок. Некоторые смолы выдерживают облучение до дозы 108 рад без ухудшения свойств . Более устойчивы по отношению к облучению эпоксиды с более высокой температурой термического разрушения.
Полиэфирные смолы представляют собой низкомолекулярные полимеры, способные к сополимеризации. Ненасыщенные полиэфирные смолы являются термореактивными материалами, обладающими небольшой вязкостью, хорошими механическими и диэлектрическими свойствами. Применяют полиэфирные смолы в качестве связующего для стеклопластиков, основы для лаков и клеев, компонентов пластобетонов и т. д.
Полиэфирные смолы без наполнителя обладают низкой радиационной стойкостью, при облучении твердеют и растрескиваются. В зависимости от вида полиэфирных смол изменение свойств при облучении начинает проявляться при дозах 105— 10б рад. Предел прочности на разрыв и ударная вязкость при облучении уменьшаются, у некоторых смол предел прочности на разрыв может увеличиваться. Порог повреждения смолы селектрон 5003 находится при дозе 5х105 рад , сильно увеличиваются прочность на растяжение, модуль упругости и прочность на сдвиг, уменьшаются ударная вязкость и удлинение. Практически у всех смол при дозах 107 рад происходит изменение основных свойств не менее чем на 50%. При облучении полиэфирной смолы селектрон до доз 1,8х109 рад объемное удельное сопротивление увеличилось на 3 порядка, сопротивление дуге — на 9%.
Кремнийорганические (силиконовые) смолы отличаются от других синтетических смол тем, что основная цепь макромолекул у них составлена не из атомов углерода, а из атомов кремния и кислорода. Связь между кремнием и кислородом термически более устойчива, чем связь между атомами углерода, поэтому указанные смолы обладают более высокой теплостойкостью. На основе кремнийорганнческих соединений получают лаки, смазочные материалы, каучуки и пластические массы. Наибольшее применение нашли кремнийорганические пластмассы со стеклянными наполнителями.
Кремнийорганические смолы существенно не изменяют свойств при облучении до доз 107рад, а с надлежащим наполнителем до доз 10 9рад . При облучении кремнийорганические полимеры сначала сшиваются, а затем деструктируют.
Слоистые стеклопластики, изготовленные па основе кремнийорганнческих смол, обладают высокой радиационной стойкостью . Изменение свойств на 50% достигается у них только при дозах около 5х108 рад. Слоистые пластики на основе фенольных смол, модифицированных кремнийорганикой, имеют еще лучшую радиационную стойкость. Порог повреждения слоистого пластика, армированного кремнийорганическим стекловолокном, достигается при дозах 109 рад.
Эластомеры
Полимеры, обладающие при обычной температуре способностью к очень большим обратным (упругим) и частично к необратимым (пластическим) деформациям, называют эластомерами или каучуками. Для устранения пластических деформации каучуки вулканизируют (сшивают макромолекулы поперечными связями) путем нагрева и введения добавок. Обеспечение заданных физико-технических свойств осуществляется введением в каучуки наполнителей, пластификаторов и других веществ. Материалы, получившиеся в результате вулканизации, называют резинами (вулканизатами).
Физико-технические свойства и радиационная стойкость резин зависят от вида каучука, на базе которого они созданы, типа и количества добавок, а также способа их приготовления.
По характеру применения эластомеры делят на два класса: общего и специального назначения. К первому классу относятся каучуки натуральный, бутадиенстирольный, бутадиеновый, полихлоропреновый (неопреновый) и резины, которые по свойствам сопоставимы с вулканизатами натурального каучука. Они обладают высокой эластичностью, прочностью, сопротивлением истиранию, относительным удлинением при разрыве, сопротивлением многократным деформациям и применяются для изготовления шин, ремней, трансформаторных лент, клеев и др. Ко второму классу относятся каучуки, применение которых обусловлено наличием в них какого-нибудь резко выраженного свойства. Полиуретановый каучук, фторкаучук, полисульфидный каучук и бутилкаучук характеризуются газонепроницаемостью. Для создания термостойких резин наиболее перспективны кремнийорганический каучук и фторкаучук.
Стойкость эластомеров к облучению может быть повышена путем использования радиационностойких наполнителей, введения радиационно-стойких смол и органических добавок (антирадов) .
Исследования влияния минеральных наполнителей и саж на радиационную стойкость каучуков в тех же условиях показали, что:
а)в резинах на основе некристаллизующихся каучуков (бутадиенстнрольный, бутадиеннитрильный, бутадиеновый) наполнители не оказывают существенного влияния, несколько замедляя падение прочности;
б)введение наполнителей (мел, литопон) в резины на основе кристаллизующихся каучуков (натуральный, полиизопреновый, бутилкаучук) вызывает резкое снижение скорости падения прочности, т. е. увеличивает их радиационную стойкость. Так, при дозе около 2х107 рад натуральный каучук теряет около 50% прочности, а при наполнении мелом или сажей его прочность практически не меняется.
Натуральные каучуки (НК) получают из латекса — сока каучуконосных растений. В зависимости от способа обработки латекса различают сорта натурального каучука: светлый креп (полиизопрен), смокедшитс и др. Натуральные каучуки характеризуются высокими диэлектрическими свойствами, газонепроницаемостью, высокой химической стойкостью; обладают прочностью на разрыв 250—330 кГ/см2 и относительным удлинением 800—850%.
Натуральные каучуки обладают наибольшей среди испытанных до настоящего времени эластомеров радиационной стойкостью. Преобладающей реакцией при облучении натуральных каучуков является сшивание молекул, поэтому его упругие свойства ухудшаются, а твердость увеличивается.
Полиизопрен при облучении в статических условиях не меняет своих свойств примерно до 2х106 рад. Изменение прочности при облучении полиизопрена начинает сказываться при дозах
107 рад, а изменения относительного удлинения при 5,5х106 рад ; 25%ное уменьшение этих характеристик отмечено при дозах 1,5х108 .
Диэлектрические свойства резин на основе натуральных каучуков изменяются незначительно до доз 107 рад, при более высоких дозах они начинают заметно ухудшаться.
Полиуретановые каучуки отличаются высокой прочностью и износоустойчивостью, стойкостью к бензинам и маслам и газонепроницаемостью. Прочность на разрыв наполненных резни составляет 300—420 кг/см2, относительное удлинение — 400—650 %.
По радиационной стойкости полиуретановые каучуки близки к натуральным. Изменение физико-механических свойств полиуретановых каучуков начинается после облучения до дозы 10ерад. С увеличением дозы облучения наряду с уменьшением прочности и относительного удлинения в вулканизатах на основе полиуретановых каучуков наблюдается уменьшение (20%) твердости.
При дозах около 4х108 рад происходит размягчение материалов, при более высоких дозах они твердеют. Резины на основе полиуретановых каучуков устойчивы к растрескиванию и сохраняют гибкость и прочность при дозе 8,7х108 рад. При дальнейшем облучении теряют прочность и охрупчиваются (9х109рад). Вулканизаты на основе полиуретановых каучуков чувствительны к влаге, поэтому радиационная стойкость влажных образцов значительно ниже. Бутадиеновые (СКБ, СКД) и бутадиенстирольные (СКС, СКМС) каучуки. Бутадиеновые каучуки относятся к малопрочным каучукам (вулканизаты, наполненные сажей, имеют прочность на разрыв 150—180 кГ/см2, относительное удлинение 500—650%), поэтому большое распространение получили бутадиенстирольные каучуки, которые отличаются большими прочностью и сопротивлением истиранию (наполненные сажей вулканизаты имеют прочность на разрыв 200— 300 кГ/см2 и относительное удлинение 600— 700%).
Ухудшение свойств бутадиенстирольных резин при облучении связано с сшиванием, поэтому вулканизаты на основе бутадиенстирольных каучуков склонны к твердению.
Неопреновые каучуки (или полихлоропреновые). Сопротивление на разрыв ненаполненных смесей составляет 250—300 кГ/см2, относительное удлинение — 800—1000%, а смесей, наполненных сажей, соответственно 220 кГ/см2 и около 600%.
По радиационной стойкости вулканизаты на базе неопреновых каучуков близки к обычным, при малых дозах преобладающим процессом является деструкция, при больших — сшивание. У вулканизата на базе неопрен А 109 Д-73 25%-ное уменьшение прочности наблюдается при дозе около 7х107 рад, а после облучения до дозы 1,5х109 рад (75%-ное повреждение свойства) прочность начинает увеличиваться. 70%-пая потеря относительного удлинения наступает при дозе 1,5х109 рад . Резина марки PR-227-70 имеет несколько худшую радиационную стойкость .
Диэлектрические свойства резин на базе неопреновых каучуков под действием излучений изменяются следующим образом: при облучении электронами с энергией 2,0 Мэв резины -окопрен до дозы 4,1 • 107 рад объемное удельное сопротивление уменьшается на 30%, при тех же дозах сопротивление резины неопрен уменьшается в 40 раз, а сопротивление резины неопрентрон — в 4 раза. После облучения резины неопрен до дозы 2х109 рад объемное удельное сопротивление уменьшилось в 20 раз, а после облучения квантами с энергией 2,5 Мэв — на 13%.
Акриловые каучуки — насыщенные полиэфиры акриловой кислоты — имеют значительную стойкость к минеральным маслам, газонепроницаемость, озоностойкость и термостойкость до 180° С. Вулканизаты имеют прочность на разрыв 100—150 кГ/см2 и относительное удлинение 250—350%. По радиационной стойкости акриловые каучуки несколько уступают нитрильным и неопреновым. В процессе облучения в акриловых каучуках происходят процессы сшивания и деструкции. При дозах до 8,7х107 рад преобладает деструкция, далее до 4,3х108 рад — сшивание. Под действием облучения сополимеры бутил- или этилакрилата с акрилонитрилом ведут себя почти одинаково : твердость увеличивается, относительное удлинение уменьшается. Разрушение образцов из акриловых каучуков на основе этилакрилата наступает при дозах (1,3…2,0) • 108 рад.
Диэлектрические свойства акриловых эластомеров удовлетворительны.
Кремнийорганические каучуки (силоксаны) устойчивы до 180°С (при периодическом нагреве до 270°С) и сохраняют эластичные свойства до —70° С. Имеют прочность на разрыв около 50 кГ/см2 и относительное удлинение около 200%. Известны несколько видов: диметил-, метил-, фенил-, метилвинил-, метилфенилвинил-, нитрилалкилсилоксаны.
В кремнийорганических каучуках при облучении преобладают процессы сшивания. Метил-, фенил- и метилвинилфенилсилоксаны более устойчивы к облучению, чем другие . Облучение вызывает уменьшение относительного удлинения и увеличение предела прочности и твердости диметилсиликоновых резин.Так, после облучения силиконового каучука силастик 250 до дозы 7х108 рад объемное удельное сопротивление не изменилось .
Фторкаучуки характеризуются высокой химической стойкостью, высокими диэлектрическими свойствами, газонепроницаемостью,озоностойкостью,негорючестью,термостойкостью до 3500С. Обладают прочностью на разрыв 130-260 кГ/см2, относительным удлинением 330-550%.
Однако радиационная стойкость фторкаучуков невысока. Порог повреждений вулканизатов на базе фторкаучуков наступает примерно при дозе 106 рад . В сополимере трифторэтилена и винилиденфторида , обладающем наибольшей эластичностью из фтороластомеров, при облучении до доз 3х107 рад преобладает процесс деструкции, что приводит к незначнтельному размягчению материала. Относительное удлинение и прочность на растяжение этого эластомера снижаются на 20% примерно при дозе 107 рад .
В сополимерах винилиденфторида гексафторпропилена преобладают процессы сшивания , причем изменение относительного удлинения на 25% происходит у всех примерно при дозах 1,8х106 рад. Фторкремнийорганическнй вулканизат силастик , занимающий промежуточное положение между кремнийорганнческими и фторсодержащими эластомерами, при облучении быстро теряет относительную прочность при растяжении .
Практическая работа №5.4 Определение огнестойкости железобетонных плит перекрытий по профилированному стальному настилу
Плиты перекрытий по профилированному стальному настилу относятся к эффективным видам железобетонных конструкций. С целью изучения огнестойкости таких конструкций проведены необходимые экспериментально-теоретические исследования.
Образны плит № 1-4 (см. таблицу) размерами 320x72,6х22 см спроектированы и изготовлены по требованиям НИИЖБ. В качество арматуры в них использовали стальной профилированный настил марки Н80.А-674-1.0 с выштампованными рифами, изготовляемый Челябинским заводом стального профилированного настила. Для обеспечения совместной работы стального настила и бетона по торцам в зоне опирання плиты приваривали анкерные штыри диаметром 14 мм из стали класса А—III. Продольные зоны плит были заармированы каркасами, уложенными в каждом гофре. Продольные стержни каркасов выполнены из стержневой арматуры диаметром 8,10,12 мм из стали класса А—III. Бетонировали плиты в деревянных опалубках.
Расход составляющих на 1 м3 бетонной смеси:
Портландцемент М400- 350 кг
Песок речной -780 кг
Щебень гранитный фр. 10-20 мм-1040 кг
Вода техническая 176 л.
Уплотнение бетонкой смеси осуществлялось глубинным вибратором. Проектная марка бетона М400.
Образны плит № 3,4 были защищены огнезащитным вспучивающимся покрытием ВПМ-2. Его наносили на поверхность профилированного металлического настила. Толщина огнезащитного покрытия составляла 4 мм.
Были запроектированы и изготовлены образцы трех типов: первый (образцы № 5,6) пролетом 6 м., второй (образцы № 7.8) и третий (образцы № 9,10) пролетом 3 м. Полная высота сечения плит первого типа составляла 150 мм, второго - 130 мм. третьего - 110 мм;
ширина образцов первого и второго типов составляла 506 мм, третьего - 586 мм.
В качестве рабочей арматуры в плитах первого и второго типов использовали профилированный стальной настил марки Н80-С74-1. в плитах третьего типа - настил марки Н60-782-1. В зоне бетонной полки образцов всех типов устанавливали противоусодочную сетку из проволоки диаметром 4 мм из стали класса В-1 с размером ячейки 200x200 мм. Для обеспечения совместной работы профилированного настила с бетоном конструкции армировали ленточными гофрированными связями, приваренными к нижней полке стального профиля.
Конструкции изготавливали на стенде, обеспечивающем создание начальных напряжений в стальной опалубке из профилированного настила от его собственной массы и массы бетона замоноличивация. После затвердения бетона стальная опалубка выполняла функции рабочей арматуры плиты. При бетонировании плит 1 типа использовали временные опоры, устанавливаемые в середине пролета к демонтируемые после затвердевания бетона. Замоноличивание конструкций производили бетоном на гранитном щебне проектной марки М400.
Испытание образцов плит на огнестойкость осуществляли на специальной установке с горизонтально расположенной огневой камерой. Все образцы испытывали по схеме однопролетных плит, опертых на шарнирные опоры, с равномерно распределенной нагрузкой. Величина на грузки (без учета собственной массы) для образцов № 1-4 составляла 1800 кг/м2 , № 5,6 . 336 кг/м2. № 7.8 - 1186 кг/м2 ,№ 9,10 - 527 кг/м2. Образцы нагревали по режиму стандартного пожара со стороны нижней поверхности. В ходе испытаний измеряли прогибы образцов в середине пролета, осадку опор, температуру в огневой камере-табл.1. Проводили визуальные наблюдения. Предел огнестойкости образцов устанавливали по признаку потери несущей способности (обрушению).
Поведение образцов в процессе огневого воздействия характеризовалось следующими особенностями:
-через 8-12 мин на боковых гранях плит по всей длине пролета начали образовываться нормальные к продольной оси трещины. По мере увеличения прогиба происходило раскрытие трещин по длине и ширине;
-в образцах №1,2 через 10-15 мин огневого воздействия происходило взрывообразное разрушение бетона в гофрах над металлом, сопровождаемое отдельными щелчками и потрескиванием, которые периодически повторялись до конца опыта. Взрывообразное разрушение бетона в образцах № 3, 4, защищенных вспучивающимся покрытием ВПМ-2, начиналось на 29-30-й мин опыта и через определенные интервалы продолжалось до конца огневого воздействия. Взрывообразное разрушение было вызвано, по-видимому, повышенной влажностью бетона, равной 3,7 % (возможно, влажность в гофрах выше). Визуальный осмотр образцов после опыта показал, что взрывообразное разрушение бетона произошло на отдельных участках обогреваемой поверхности, глубина вырывов составила 3-5 мм;
-через 24-33 мин с начала опыта происходила потеря несущей способности незащищенных образцов плит, а огнезащищенных - через 55-60 мин (см. таблицу 5.8).
Огнезащитное вспучивающееся покрытие ВПМ-2 при высокотемпературном воздействии через 3 мин после начала опыта чернело с поверхности. Далее происходило вспучивание покрытия в виде отдельных пузырьков (через 5 мин) и по всей поверхности (через 13 мин). Через 20 мин
на поверхности покрытия появлялись трещины, затем "шелушение' (через 30 мин) и отслоение изоляции по всей поверхности (через 40 мин).
Таблица 5.8
Расчетно-конструктивные характеристики и результаты испытаний на огнестойкость железобетонных плит перекрытий по профилированному образцу
| Материал, параметр | Номер образцов | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| Маркировка плит | П-1-И | П-2-И | П-1-И-О | П-2-И-П | ОП-1 (а) | ОП-1 (б) | ОП-2 (а) | ОП-2 (б) | ОП-3 (а) | ОП-3(б) |
| Длина, м | 3,2 | 3,2 | 3,2 | 6,2 | 6,2 | 3,2 | 3,2 | 3,2 | 3,2 | 3,2 |
| Бетон: Прочность на сжатие, кг/см2 Объемная масса, кГ/м3 Влажность, % | 415 227 2-3,7 | 415 227 2,6-3 | 415 227 2,5 | 485 240 3,7 | 485 240 2,4 | 485 240 2,6 | 485 240 2,3 | 485 240 2,2 | 485 240 2,3 | 485 240 2,4 |
| Арматура: Предел текучести кГ/см2 Врем.сопр. разрыву кГ/см2 | 3070 3720 | 3070 3720 | 3070 3720 | 3070 3720 | 3000 3660 | 3000 3660 | 3000 3660 | 3000 3660 | 3000 3660 | 3000 3660 |
| Площадь профиля, см2 | 12,7 | 12,7 | 12,7 | 12,7 | 9,15 | 9,15 | 9,15 | 9,15 | ||
| Пределы огнестойкости по потере несущей способности, ч-мин: частный средний Расчетный предел огнестойкости, ч-мин: | 0-27 0-29 0-33 | 0-31 0-29 0-33 | 0-55 0-58 - | 0-60 0-58 - | 0-23 0-24 0-28 | 0-25 0-24 0-29 | 0-25 0-25 0-29 | 0-25 0-25 0-29 | 0-33 0-33 0-29 | 0-33 0-33 0-35 |
Потеря несущей способности образцов плит происходила вследствие образования пластического шарнира в средней трети пролета вследствие резкого нарастания деформаций ползучести нагретого стального профилированного настила.
Наступление предельного состояния образцов характеризовалось значительными по величине прогибами, которые составляли у образцов № 5,6-415 мм; у образцов №1-4, 7-10 - от 170 до 190 мм. При этом температура нагрева стального профилированного настила в образцах № 1-4 достигала 635 °С, №5.6 - 520 °С. № 7,8 - 550 °С, №9.10 - 630 °С. Температура необогреваемой поверхности всех образцов плит к этому моменту составляла 30-40° С, что значительно ниже температуры, требуемой по стандартам. Огневые испытания показали, что поведение нового вида конструкций - плит перекрытий с внешним армированием в виде стального профилированного настила - в условиях пожара аналогично поведению обычных железобетонных изгибаемых элементов. Огнестойкость последних зависит от вида арматурной стали, защитного слоя бетона и степени нагружения конструкций.
В исследуемых образцах защитный слой бетона отсутствовал, прочностные характеристики арматурного стального профиля практически одинаковы. По мере увеличения степени нагружения образцов от 0,22 до 0,43 их огнестойкость снижалась от 0,58 до 0,47 ч.
При аналитической оценке огнестойкости испытанных образцов решались две задачи: теплофизическая и статическая. Критическую температуру нагрева стального профилированного листа в продольном состоянии определяли статическим расчетом по методике ВНИИПО. Время нагрева стального профилированного листа до критической температуры (предел огнестойкости) находили теплотехническим расчетом. При этом расчет температурного поля образцов плит был основан на решении краевой задачи нестационарной теплопроводности твердого неоднородного капиллярно-пористого тела (бетона), ограниченного с обогреваемой поверхности металлическим профилированным настилом, методом элементарных тепловых балансов в модификации ВНИИПО.
Результаты аналитической оценки огнестойкости испытанных образцов представлены в таблице. Расхождение расчетных и опытных величин находится в допустимых пределах (средний процент ошибки 13). Таким образом, разработанный ранее метод расчета огнестойкости изгибаемых железобетонных конструкций сплошного сечения (свободно опертых по двум противоположным сторонам) с достаточной точностью может быть применен и для расчета огнестойкости железобетонных плит перекрытий по профилированному стальному настилу.
Выводы:
Фактический предел огнестойкости по потере несущей способности плит перекрытий по профилированному стальному настилу при степени нагружения от 0,22 до 0,43 составляет соответственно 0,55-0,40 ч. Применение вспучивающегося покрытия ВПМ-2 в качестве огнезащиты железобетонных плит перекрытий по профилированному стальному настилу позволяет повысить их огнестойкость в 1.9-2 раза.
Практическая работа №5.6 Определение огнезащитной способности вспучивающегося покрытия РАВ-1.
Незащищенные металлические конструкции под действием высокой температуры при пожаре в минимально короткое время деформируются, теряют устойчивость, несущую способность, обрушиваются сами и способствуют обрушению других конструкций и здания в целом .
Наиболее совершенными и экономически целесообразными средствами теплозащиты металлических конструкций при пожаре являются вспучивающиеся покрытия. Лабораторией герметизации и огнезащитных работ НИИМосстроя разработано огнезащитное вспучивающееся покрытие РАВ-1.
Были проведены предварительные исследования огнезащитной способности покрытия РАВ-1, нанесенного на стальные плиты размерами 600х600х3 мм (расход покрытия 5.8 кг/м2). Опыты показали, что покрытие обладает достаточно высокой теплоизолирующей способностью. Предел огнестойкости плит составил 1 ч.
После соответствующих доработок покрытия РАВ-1 на Нагатинском заводе строительных материалов была изготовлена его опытно-промышленная партия. Для окончательной проверки огнезащитной способности покрытие было нанесено на четыре модели колонн, представляющих собой стальные стержни коробчатого сечения 200x200x16 мм высотой 1750 мм.
Состав покрытия представлял собой двухкомпонентную систему, включающую в себя:
-порошкообразную меламиноформальдегидную смолу МС-Р-100С;
-пасту, состоящую из раствора карбоксилметилцеллюлозы,
-порошкового и волокнистого наполнителей, дицкандиамида, аммофоса и шлама флотации фосфоритных руд.
Смолу и пасту перед нанесением смешивали в соотношении: 1:2,4 масс.ч. Жизнеспособность готового состава равна 40 мин. Покрытие наносили на чистую загрунтованную (грунт ГФ-0163) поверхность. Общая толщина двух слоев покрытия, нанесенных за два |раза, составила 5-6,5 мм, что соответствует расходу 5 кг/м2 . Каждый слой сушили в естественных условиях в течение 24 ч.
Два образца колонн были испытаны. Огнезащитная способность покрытия исследовалась в специальной огневой камере во ВНИИПО.
За критерий оценки огнезащитной способности покрытия РАВ-1 принималось время нагрева стальных стержней колонн до 500 °С, которая вызывает потерю несущей способности конструкции.
С 5-й мин испытаний покрытие начинало вспучиваться на ребрах, а затем интенсивно вспучиваться по плоским поверхностям колонн. На 25-й мин вспученный слой зашлаковался и колонна приобрела округлую форму. С 35-й мин и до окончания испытания происходила усадка вспученного слоя. Критическая температура (500°С) стержней наступила в образце №1 через 78 мин., а в образце №2 через 79 мин. Проведенные испытания выявили высокие огнезащитные качества покрытия РАВ-1 по сравнению с известными вспучивающимися покрытиями.
Испытания показали, что предел огнестойкости стальных колонн коробчатого сечения 200х200х16 мм при защите покрытием РАВ-1, нанесенным с расходом 5 кг/м2 и толщиной около 5 мм составил 1,3ч.
Практическая работа №5.7. Определение огнестойкости гипсоцементоперлитовых самонесущих перегородок
Для определения минимальной толщины перегородок, обеспечивающих предел огнестойкости по признаку прогрева необогреваемой поверхности на 160 °С. равный 0.25; 0,5; 1.0; 1.5 и 2 ч, необходимо знать теплофизические характеристики гипсоцементоперлитовых самонесущих перегородок при нагреве (коэффициенты теплопроводности и удельной теплоемкости). Их определяли методом решения обратной задачи теплопроводности, то есть сопоставляя экспериментальные и расчетные кривые прогрева образцов.
ВНИИПО проведены экспериментально-теоретические исследования огнестойкости гипсоцементоперлитовых перегородок. Опытные образцы в виде плит размерами 1,1*1,1*0.1 м были изготовлены с использованием следующих материалов:
Гипс строительный Г-4 ГОСТ 125-79;
известь гидратная (пушонка) молотая, ГОСТ 9179-77;
портландцемент М400, ГОСТ 10178-76 ;
вспученный перлитовый песок М75 крупностью частиц до 3 мм, объемной массой 120 кг/м3в сухом состоянии), ГОСТ 10178-76;
лигнин (отходы гидролизного производства). Исходное сырье - опилки, щепа. Крупность частиц до 3 мм, объемная масса 350-400 кг/м3.
Расход составляющих на 1 м3 раствора следующий, кг: гипс - 550, цемент - 340, известь - 20, перлит - 42, лигнин - 68.
При изготовлении образцов плит применена опалубка из водостойкой фанеры на алюминиевом каркасе. Плиты имели конструктивное армирование в виде сетки из стеклопластиковой арматуры диаметром 5 мм при шаге стержней 200 мм. Непосредственно перед огневыми испытаниями контролировали прочность, влажность, объемную массу гипсоцементоперлитового раствора. Данные характеристики имели следующие значения: влажность 30 %. объемная масса - 1120 кг/м3, прочность - 35 кг/см2.
Образцы плит испытывали на прогрев по режиму стандартного пожара на экспериментальной установке с горизонтальной, открытой сверху огневой камерой размером в плане 1,0*1,0 м, которую обогревали двумя форсунками. Термопары, контролирующие температурный режим, вводили в огневую камеру через специальные отверстия в стенах. В процессе испытания замеряли температуру нагревания раствора по сечению плит, а также на необогреваемой поверхности. Для этого использовали хромель- алюмелевые термопары, показания которых регистрировали автоматически с помощью потенциометров типа ЭПП-09-М1. Термопары устанавливали в толще плит в процессе изготовления, на необогреваемой поверхности - в процессе подготовки к испытанию. После испытаний измеряли фактические расстояния от обогреваемой поверхности до головок термопар. Продолжительность огневого воздействия составила 7 ч. В результате огневых испытаний получены одномерные температурные поля; представлены кривые прогрева плиты №1 из гипсоцементоперлитового раствора (γ0=1120 кг/м3).
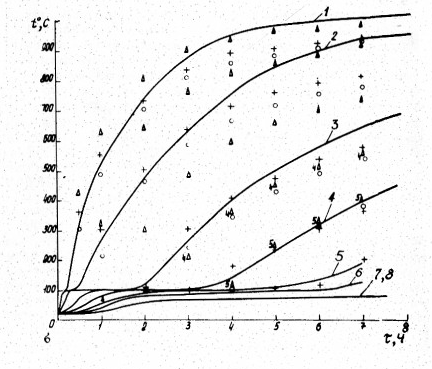
Рис.5.14.Схема размещения термопар по сечению (а) и кривые прогрева плиты №1.
Теоретические температурные поля получали по методу численного интнгрирования дифференциального уравнения Фурье на основе метода элементарныхъ тепловых балансов в модификации ВНИИПО.
Анализ экспериментальных и расчетных кривых прогрева плит показал, что наиболее близкое их совпадение в течение первых 4 ч получили при следующих значениях теплофизических характеристик: коэффициент температуропроводности λt =0,2 ккал / (м ·ч ·°С), коэфф.теплоемкости
Сt =0,22+0,00015 t , ккал/(м ·°С).При дальнейшем нагреве величины λt и Сt гипсопементоперлитового раствора возрастают, но эта область изменения данных характеристик не имеет практического значения.
Теплофизические характеристики могут быть использованы для расчета огнестойкости гипсоцементоперлитовых конструкций (рис. 2).
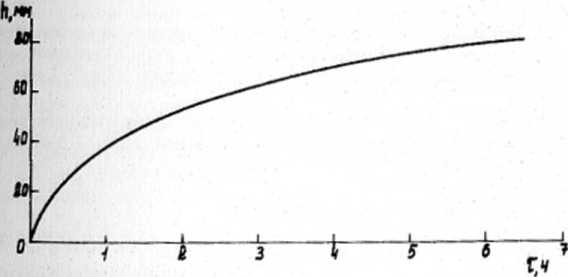
Рис. 5.15. Пределы огнестойкости по признаку прогрева сплошных плоских конструкций из гипсопемгмтопорлитового раствор объемной массой γ0=1120 кг/м3.
ВЫВОДЫ
1.Минимальная толщина гипсоцемектолерлитовых самонесущих перегородок,обеспечивающих предел их огнестойкости 0,25; 0,5; 1,0; 1.5 и 2 ч, составляет соответственно 16,26,38,47 и 54 мм.
2.Расчетные теплофизические характеристики λt и Сt гипсопементоперлитового раствора (γ0=1120 кг/м3), используемого для изготовленных перегородок, с ростом температуры изменяются по следующим зависимостям: λt =0,2 ккал / (м ·ч ·°С), Сt =0,22+0,00015 t , ккал/(м ·°С).
Практическая работа №5.7 Определение огнестойкости перегородок с электроарматурой
С целью определения области применения в строительстве перегородок с каналами для электроразводки и электроарматурой были проведены испытания их на огнестойкость. Исследовались два типа перегородок. Перегородка первого типа состояла из трех панелей размерами 2,54x0,632x0,08 м с обвязкой из гипсоперлита марки 50 объемной массой 950 кг/м3 и обшивками из гипсокартонных листов (ГОСТ 6266-81) толщиной 14 мм. Средний слой состоял из минераловатных плит марки 175 (ГОСТ 9573-82). Минераловатные плиты крепили к гипсокартонным листам (ГКЛ) поливинилацетатной эмульсией ПВА(Г0СТ 18992-80).
Перегородка второго типа (рис. 1) состояла из панелей, сходных по конструкции, но заполненных фибролитом марки 300 (ГОСТ 8929-81). Обшивка панелей в первом образце перегородки этого типа была выполнена из ГКЛ толщиной 10 мм, а обшивка панелей второго образца - из ГКЛ толщиной 14 мм. Панели соединяли между собой по способу «шип-паз» с затиркой швов гипсовым раствором. В обвязке панелей имелись вертикальные и горизонтальные каналы электроразводки диаметром 26 мм. В панели вмонтированы выключатели, розетки и ответвительные коробки, под которые высверливались ниши диаметром 71 мм, куда устанавливался асбестовый вкладыш.
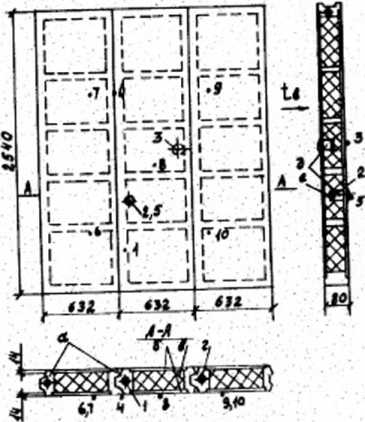
Рис.1.16.Конструкция перегородки и схема размещения термопар.
Предел огнестойкости определяли в соответствии с методикой, изложенной в стандарте СЭВ 1000-78. В процессе огневых испытаний перегородки из панелей с минераловатными плитами
на 5-й мин с начала опыта наблюдалось обугливание картона нагреваемой обшивки, которая к 15-й мин покрылась трещинами, раскрывавшимися на 35-й мин до 5 мин. На 50-й мин произошло полное обрушение ГКЛ с нагреваемой стороны панелей, а к 80-й мин начал обугливаться картон необогреваемой обшивки средней панели.
С нагреваемой стороны перегородки розетки и выключатели выгорели, а с необогреваемой остались целыми, причем их температура не превышала 75 °С. В перегородке, составленной из панелей, заполненных фибролитом и обшитых ГКЛ толщиной 10 мм, листы обшивки с нагреваемой стороны начали обрушаться на 16-й мин, а в панелях, обшитых ГКЛ толщиной 14 мм - на 44-й мин.
Необходимо отметить стойкость к огневому воздействию гипсоперлитовой обвязки, которая не разрушилась и сохранила целостность стыкового соединения в течение 1 ч 40 мин. Температура стыка к этому времени достигла 80 °С. Средний слой панелей держался в обвязке до конца опытов.
Средняя температура не- обогреваемой поверхности панелей перегородок обоих типов не превышала 150 °С, за исключением мест, где наблюдалось тление картона в результате неравномерного заполнения среднего слоя панелей и напротив розеток не превышала 100 °С (рис. 2).
Изоляция электропроводки при 300 °С (в конце опыта) местами выгорела.
ВЫВОДЫ
Устройство каналов электроразводки в гипсоперлитовой обвязке панелей и гнезд под розетки и выключатели не снижает огнестойкости перегородок со средним слоем из минераловатных плит и фибролита.
Перегородка, составленная из панелей толщиной 80 мм с гипсоперлитовой обвязкой и обшивками из ГКЛ (ГОСТ 6266-81) толщиной 14 мм и средним слоем из минераловатных плит марки 175 (ГОСТ 9573-82), имеет предел огнестойкости 1,3 ч по признаку потери теплоизолирующей способности.
Перегородка, составленная из панелей такой же конструкции с обшивками из ГКЛ толщиной 10 н 14 мм и заполненной фибролитом марки 300 (ГОСТ 8928-81) имеет предел огнестойкости соответственно 1,0 и 1,3 ч по признаку потери теплоизолирующей способности.
t, °С
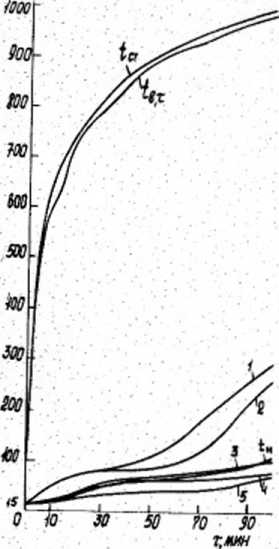
Рис.5.17.Показания термопар при испытаниях на огнестойкость перегородки из панелей с гипсоперлитовой обвязкой:
tст –температура стандартного пожара; t в,τ – температура в камере печи,tм- средняя температура необогреваемой поверхности перегородки; 1-5 –температура по показаниям термопар в соответствующих точках перегородки (см.рис.5.17).
Практическая работа №5.8Исследование огнестойкости стеновых панелей с минераловатным утеплителем и стальными обшивками
Современное строительство все больше ориентируется на широкое применение облегченных строительных конструкций заводского изготовления. К их числу относятся легкие ограждаюшие конструкции, в частности навесные стены и перегородки из трехслойных панелей со средним слоем из различных теплоизоляционных материалов (минеральная вата, стекловата, вспененные полимерные материалы). Обшивки панелей могут быть выполнены из листовых стали и алюминия, древесно-стружечных, древесно-волокнистых, асбестоцементных, цеменно-стружечных, цементно-целлюлозных плит и других материалов.
Легкие ограждающие конструкции (ЛОК) применяются в каркасно-панельных промышленных, гражданских и сельскохозяйственных сооружениях. Они имеют ряд преимуществ по сравнению с бетонными и кирпичными конструкциями - обладают достаточной прочностью, высокими тепло- и звукоизоляционными характеристиками. Применение панелей заводского изготовления позволяет намного ускорить проектирование и монтаж сооружений различного назначения.
С точки зрения пожарной безопасности предпочтительны панели с утеплителями из дешевых несгораемых и трудносгораемых материалов с малой объемной массой, например минераловатные плиты (МВП). Работы по созданию ограждающих конструкций с утеплителем из МВП ведутся во многих организациях. Новые варианты проходят огневые испытания, в ходе которых исследуется поведение конструкций при нагреве, выявляются слабые места и разрабатываются рекомендации по их устранению. Один из таких вариантов был испытан ВНИИПО.
Фрагмент навесной стены размерами 2170x3000 мм состоял из двух панелей толщиной 100 мм по впадинам гофр (рис. 1). В качестве утеплителя применены полужесткие МВП на фенольной связке (ГОСТ 9573-82) объемной массой 125 кг/м3. Плиты укладывались в два слоя со сдвигом стыков между плитами по слоям. Для пароизоляции между слоями МВП проложена полиэтиленовая пленка толщиной 0,2 мм. Наружная и внутренняя обшивки выполнены из стального профилированного листа (ГОСТ 14018-69) толщиной 1 мм. Они скреплены болтами и стальными каркасными полосами, которые расположены горизонтально в четыре ряда по высоте панелей. Полосы уложены между слоями МВП, болты ввинчены в резьбовые отверстия в полосах.
Пустоты гофр заполнены по торцам минеральной ватой, за исключением одного участка, который оставлен открытым с тем, чтобы сравнить условия теплообмена. Испытания проводили без нагрузки.
Распространение огня исследовалось во ВНИИПО на аналогичных конструкциях по методике, приведенной в приложении 2 СНиП П-2-80 «Противопожарные нормы проектирования зданий и сооружений». Предел распространения огня по подобным конструкциям равен нулю. В ходе испытаний на огнестойкость с первых минут отмечено незначительное выделение дыма из-под обшивок со специфическим запахом в результате разложения фенольной связки МВП, которое продолжалось на протяжении всего опыта.
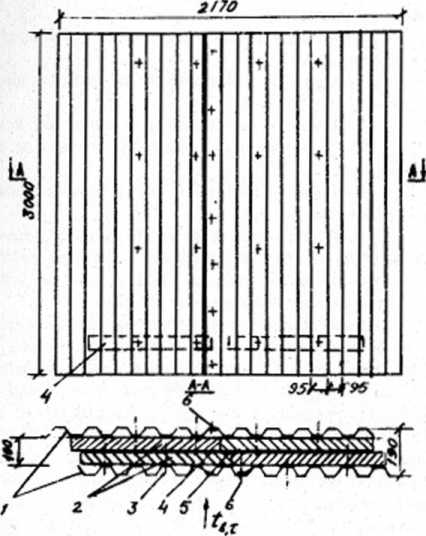
Рис.5.18.Фрагмент навесной стены и схема расстановки термопар:
1-профилированный стальной лист;2-минераловатные плиты;3-болт;4-стальная каркасная полоса;5-полиэтиленовая пленка;6-заклепки.
В процессе проведения испытаний отмечены следующие изменения:
5-я мин - прогиб панелей внутрь огневой камеры в результате термического расширения нагреваемой обшивки;
10-я мин - начало повышения температуры в одной из точек на границе между слоями МВП;
15-я мин - начало повышения температуры наружной обшивки в зоне стыка;
27-я мин - температура на границе между слоями МВП достигла 210 °С;
36-я мин - температура в одной из точек стыка достигла 210 °С. Температура наружной обшивки в остальных точках не превышает 70 °С;
52-я мин - заметное нарастание скорости прогрева наружной обшивки;
55-я мин - прогрев выступа гофр наружной обшивки (с заполнением пустот минеральной ватой по торцам) до 180 °С;
60-я мин - прогрев впадин гофр до 180 °С;
70-я мин - окончание опыта.
Выявлено, что выступы гофр с торцами, не заполненными минеральной ватой, прогреваются медленнее, чем с заполненными. Это объясняется отсутствием притока холодного воздуха в пустоты из окружающей среды. Кроме того, гофры с заполненными торцами прогреваются быстрее впадин в связи с прорывом продуктов сгорания из огневой камеры в полость выступов через горизонтальные стыки между МВП по всей высоте панелей, обеспечивая дополнительный подогрев. При разработке панелей после испытаний установлено, что МВП местами были уложены неплотно с разрывами шириной до 60 мм, что привело к более быстрому прогреву в этих местах (35-я мин).
Конструкция стыкового соединения практически равноогнестойка сплошному сечению, но на участках с неплотной укладкой МВП или с поврежденными кромками плит прогрев наступает также быстрее(36-я мин). Кривые прогрева испытанного образца приведены на рис. 2. Термопара, установленная на головке стягивающего болта на необогреваемой стороне, показала, что теплоотвод от каркасной полосы и от болта к утеплителю и среде понижает температуру последнего на 60-70 °С по сравнению с температурой наружной обшивки. Полученные экспериментальные данные были сопоставлены с величиной предела огнестойкости (по признаку прогрева по сплошному сечению), рассчитанной по методике ВНИИПО . Данные для расчета приведены в таблице.

Рис.5.19. Изменение температуры при испытании фрагмента навесной стены :
1-стандартный температурный режим;2-температура в огневой камере;3-температура между слоями МВТ;4-расчетная температура при °и Р=10% между слоями МВП; 5,6,7-расчетные температуры при влажности 5,10,20% между слоями МВП; 8-температура наружной обшивки, 9-расчетная температура наружной обшивки при λt = λ1 +0,58·10-6· t2 и Р=10%; 10.11,12- расчетная температура наружной обшивки при влажности 5,10,20%.
Таблица 5.10
| Материал | Плотность, кг/м3 | Влажность, Р,% | λ, Вт/(м град) | С, Дж/(кг град) | Сте-пень черноты | Толщи-на, мм |
| Сталь | 7800 | - | - | 0,44+4,77·10-4 t | 0,69 | 1 |
| Минераль-ная вата | 125 | 5-20 | 0,05+2,09·10-4 t | 0,75+6,28· 10-4 t | 0,92 | 100 |
Расчеты показали, что при влажности в диапазоне 5-20 % наружная поверхность панелей прогневается за 3 ч практически на одинаковую величину — до 140 °С. Изменяется только расположение и величина площадки выпаривания влаги при 100 °С (см. рис. 5.19). В действительности при нагреве значительные изменения претерпевают теплофизические характеристики материале связанные с преобразованием структуры, выпариванием влаги, выгоранием органической связки, что находит отражение в характере кривых прогрева конструкции (рис. 2). Первый слой МВП(h= 50 мм) на 50—й мин становится термически «прозрачным», то есть его термическое сопротивление практически равно нулю.
С учетом указанного явления расчет выполнили при λt = λ1 +0,58·10-6· t2 и Р = 10 %. При этих условиях прогрев наружной поверхности панели до 180 °С наступает через 70 мин, что превышает экспериментальную величину на 15 мин. По первому слою МВП расхождение составляет 5 мин. С учетом неплотной укладки МВП можно считать совпадение расчетных и экспериментальных данных вполне удовлетворительным. Устранив указанный технологический недостаток в процессе изготовления панелей, можно повысить их теплоизолирующую способность. Кроме того, необходимо обеспечивать транспортировку панелей с соблюдением мер предосторожности, исключающих повреждение выступающих продольных кромок МВП, осуществляющих уплотнение стыкового соединения.
ВЫВОДЫ
1 Предел огнестойкости фрагмента навесной стены из панелей с утеплителем из МВП и стальными обшивками, прикрепленных сквозными стальными болтами к стальным ригелям, составляет более 1 ч по признаку обрушения.
2.Предел распространения огня по указанным конструкциям равен нулю.
3.Прогрев наружной обшивки до 180 С наступает через 55 мин огневого воздействия, прогрев до 210 °С в зоне стыка- через 36 мин.
По расчетным данным, прогрев наружной обшивки до 180 °С наступает через 70 мин.
Для повышения предела огнестойкости указанной конструкции по признаку прогрева по сплошному сечению требуется более качественная укладка МВП в процессе изготовления панелей. Транспортировку и монтаж необходимо производить, соблюдая меры предосторожности, исключающие повреждение выступающих продольных кромок МВП, которые уплотняют стыковое соединение.
Практическая работа №5.9 Оценка влияния характеристик конструкций перекрытия на эквивалентную продолжительность пожара
Разработка научно обоснованного принципа нормирования требуемого предела огнестойкости строительных конструкций является актуальной проблемой.
Один из ее основных аспектов - это решение так называемой теплотехнической задачи о требуемом пределе огнестойкости. Она включает в себя следующие основные вопросы: разработку методов прогнозирования развития реальных пожаров с учетом их воздействия на строительные конструкции и создание принципов обоснованного перехода от реального пожара к стандартному для дальнейшего нормирования огнестойкости. В связи с этим предлагается использовать понятие эквивалентной продолжительности пожара, то есть время стандартного пожара, воздействие которого на строительные конструкции эквивалентно воздействию на них реального пожара.
Теоретические и экспериментальные исследования позволили разработать методику расчета прогрева конструкций перекрытий при локальном и развитом пожаре и на этой основе установить зависимость эквивалентной (по признаку потери несущей способности) продолжительности пожара от продолжительности реального пожара, соотношения между высотой перекрытия Н и площадью очага горения Fгop , критической температуры арматуры и марки бетона.
Результаты расчетов для локального пожара в обобщенном виде представлены на рис. 1. По горизонтальной оси отложена продолжительность пожара (мин), вычисляемая по формуле
t = G /(Fгop М), (1)
где G - количество пожарной нагрузки, оказавшейся в зоне пожара, кг; Fгop - площадь горения, м2; М - скорость выгорания (кг•м -2• мин-1), значения которой для ряда веществ приведены в работе
tэк,час
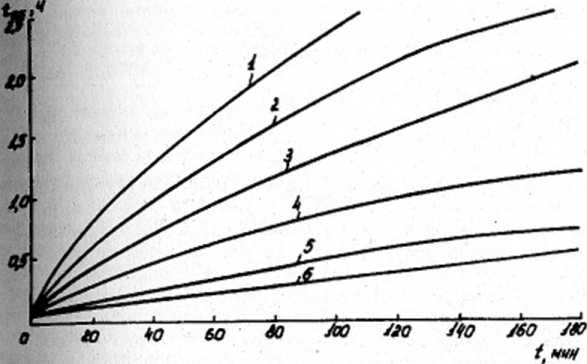
Рис.5.20.Зависимость эквивалентной продолжительности пожара tэк от продолжительности реального пожара t:
1-Н/√F=1,2;2- Н/√F=1,5;3- Н/√F=1,8; 4- Н/√F=2,2; 5- Н/√F=2,4;6- Н/√F=3,6.
Анализ полученных данных позволяет сделать вывод о том, что при фиксированных значениях геометрического параметра Н/ Fгор величина критической температуры арматуры и марка бетона на значение эквивалентной продолжительности пожара существенного влияния не оказывают. На рис. 1 представлены кривые, обобщающие результаты расчетов эквивалентной продолжительности локального пожара для критической температуры арматуры 400-600 °С и объемной массы бетона 480-2330 кг/м3.
В качестве примера практического использования этих номограмм определим огнестойкость конструкции перекрытия промышленного здания, в котором осуществляется технологический процесс с использованием ацетона. Предположим, что в результате аварии возможен пролив ацетона в количестве G 1= 2000 кг или G 2= 4000 кг. Площадь очага пожара, ограниченная бортиками, составляет 40 м2. Размеры помещения 50x20x6 м. В соответствии со СНиП 11-90-31, здания, имеющие высоту до шести этажей и попадающие в категорию 5 (пожароопасные;, должны быть I и II степени огнестойкости. Согласно же СНиП-41-2-80. перекрытия в зданиях I и II степени огнестойкости должны иметь предел огнестойкости 1 и 0,75 ч.
Определим, какой фактической огнестойкостью должны обладать перекрытия, чтобы выдержать пожар, возникший при горении ацетона в количестве G 1 и G 2 на площади Fгop = 40 м2. Для этого определим продолжительность реального пожара в том и другом случае по формуле (1), принимая значение М = 2,63 кг•м-2•мин-1.Тогда получим:
t1 = G1 /(Fгop М)= 2000/40/2,63=19 мин
t2 = G2 /(Fгop М)= 4000/40/2,63=38 мин
Как первому, так и второму случаю соответствует значение геометрического параметра Н/√F=0,95. Из рис.1 видно, что при данном значении геометрического параметра и продолжительности реального пожара, равной 19 мин. перекрытие должно обладать фактической огнестойкостью 40 мин. Следовательно, СНИП 11-2-80 требует необоснованно завышенного запаса огнестойкости, поэтому толщина защитного слоя может быть уменьшена. При длительности реального пожара 38 мин фактический предел огнестойкости перекрытия должен составлять 70 мин, что выше требований СНиП. Поэтому даже использование перекрытий с фактической огнестойкостью, равной 1 ч, может привести к обрушению этих конструкций.
В качестве второго примера определим допустимую продолжительность пожара и допустимое количество пожарной нагрузки, при которых будет обеспечена устойчивость перекрытия с фактическим пределом огнестойкости 1 ч в цехе розлива ацетона, если высота цеха 6 м, а площадь разлива составляет 10,16 и 25 м2.
Определяем значение геометрического параметра в каждом заданном случае. Оно будет равно 1,9; 1,5; 1,2. По рис. I определяем, что для эквивалентной продолжительности пожара I ч допустимая продолжительность реального пожара tд при площади разлива 10 м2 не должна превышать 80 мин, при площади разлива 16 и 25 м2-42 и 30 мин. соответственно. Допустимое количество пожарной нагрузки, при сгорании которой перекрытие не потеряет устойчивости, вычисляется по формуле:
G доп = tд • М •Fгop (2)
Для того, чтобы перекрытие не прогрелось до критической температуры, необходимо, чтобы при площади разлива 10,16 и 25м2 допустимое количество сгоревшего адетона не превышало соответственно 2100,1760.1970 кг.
Для оценки влияния критической температуры арматуры ТКР и марки бетона на значение эквивалентной продолжительности развитого пожара проведены расчеты температурного режима в помещении размерами 10,9x5,9x3,2 м.
Время реального пожара составляло 0,65 ч. В каждом варианте расчета меняли только марку бетона перекрытия. На рис. 2 представлены некоторые результаты расчета для бетона плотностью 2330 кг/м3.
Рис.5.21.Зависитмость максимальной температуры Т защитного слоя перекрытия от его толщины δ.
Получено следующее соотношение температуры прогрева защитного слоя перекрытия и его толщины :
Т. °С δ,см
600 ……..0,5
550 ……..0,8
500 ……..1,2
450 ……..1,7
400 ……..2,3
На рис. 3 представлены кривые прогрева защитного слоя перекрытия из бетона плотностью 2330 кг/м3 при стандартном режиме пожара.
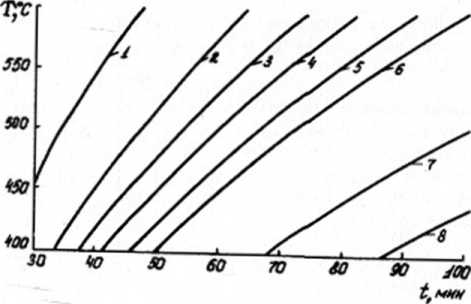
Рис.5.22. Изменение температуры защитного слоя Т перекрытия при стандартном пожаре:
δ : 1-0; 2-0,5 см; 3-0,5 см; 4-1 см; 5- 1,25 см; 6- 1,5 см; 7-2,25 см; 8-3 см.
Выявлено следующее соотношение толщины защитного слоя перекрытия эквивалентной продолжительности пожара:
δ ,см t,мин
0,5;0,8………64
1,2,1,7……….64,5
2,3……………68
Таким- образом, при изменении критической температуры арматуры в диапазоне 400-600 °С эквивалентная продолжительность пожара практически не меняется. Аналогичные результаты наблюдаются и для других марок бетона. Кроме того, марка бетона не оказывает существенного влияния на эквивалентную продолжительность пожара.
ВЫВОДЫ
1. Получены номограммы, позволяющие без проведения сложных расчетов оценить значение эквивалентной продолжительности локального пожара для широкого диапазона определяющих параметров.
2. Показано, что влияние абсолютной величины критической температуры и марки бетона на величину эквивалентной продолжительности пожара несущественно.
Таблица 5.12.
Показатели пожарной опасности каучуков.
| Наименование каучука | Группа горючести | Температура воспламенения,оС. | Температура самовоспламенения, оС. | При |
| Натуральный | Горючий | 129 | 375 | |
| Изопреновый | Горючий | 290 | 340 | |
| Бутадиен- нитрильный | Горючий | 305-316 | 406-445 | |
| Фторкаучук | Трудногорючий | - | 536 | |
| Этилен-про- пилендиено-вый | Горючий | - | 435 |
Практическое занятие №6.Практическое изучение современных материалов
Практическая работа 6.1.Методы исследования нанокристаллических материалов
Минимальные объекты, которые можно разглядеть при помощи глаза, имеют размеры около 0,1 мм, для изучения более мелких предметов сначала стали применять очки, лупы, а затем и оптические микроскопы. Разрешающая способность таких приборов ограничивается основным правилом оптической техники, сформулированным еще в 1873 г. (так называемый дифракционный предел разрешения Рэлея), в соответствии с которым минимальные размеры различаемых деталей рассматриваемого объекта не могут быть меньше, чем длина света, используемого для освещения. Поскольку самые короткие длины волн диапазона соответствуют примерно 400 нм, разрешающая способность оптических микроскопов принципиально ограничена половиной этой величины, т.е. составляет около 200 нм. Для изучениия более мелких объектов необходимо применять излучение не световой природы.
В квантовой механике электрон может рассматриваться в качестве волны, на которую, в свою очередь, можно воздействовать электрическими или магнитными линзами (аналогично обычной оптике). На этом основан принцип действия электронных микроскопов, позволяющих значительно расширить возможности исследования вещества на микроскопическом уровне (за счет увеличения разрешающей способности на порядки). В электронном микроскопе вместо света используются сами электроны, представляющие собой в данной ситуации излучение со значительно более короткой длиной волны. В таких устройствах вместо стеклянных линз, естественно, применяются электронные линзы (т.е. поля соответствующей конфигурации). Электронные пучки не могут распространяться без рассеяния даже в газовых средах, поэтому внутри электронного микроскопа, вдоль всей траектории электронов, должен поддерживаться высокий вакуум.
Электронные микроскопы разделяют на два больших класса по методике применения: просвечивающие электронные микроскопы (ПЭМ) и сканирующие (СЭМ) [13]. Основное различие между ними заключается в том, что в ПЭМ электронный пучок пропускается через очень тонкие слои исследуемого вещества, с толщиной менее 1 мкм, а в сканирующих микроскопах электронный пучок последовательно отражается от маленьких участков поверхности (регистрируются отраженные электроны или вторичные электроны, возникающие при взаимодействии пучка с поверхностью).
Работа с электронными микроскопами является достаточно сложной, в первую очередь, из-за процесса подготовки образцов и обеспечения высокого вакуума внутри всей экспериментальной установки. Этих недостатков лишены сканирующие электронно-зондовые микроскопы (СЭЗМ) (табл. 6.1).
Для эффективного применения разнообразных наноструктур необходимы теоретические, расчетные, имитационные (компьютерное моделирование), экспериментальные методы, поддерживаемые соответствующей аппаратурой и приборами. Приемы, описываемые в таких традиционных дисциплинах как сопротивление материалов, электротехника, теоретическая механика и т.п., в области R < 100 нм перестают быть адекватными. Подходы классического материаловедения также малопродуктивны по отношению к наноструктурным материалам, поскольку не учитывают сильный масштабный эффект, дискретности вещества, квантовых закономерностей, явлений самоорганизации и т.п., поэтому нанотехника нуждается в более серьезном физическом базисе на всех стадиях создания, производства и эксплуатации.
Таблица 6.1
| Метод | Год | Результаты |
| Оптической микроскопии | 1873 | Изобретение Э.Аббе и др.современного оптического микроскопа,оазрешающая способность которого определяется лишь дифракционными пределами,связанными с длиной волны излучения оптического диапазона (200 нм).Развитие идей,связанных с не световой оптикой и поиски новых решений |
| Элеектронной миккроскопии | 1924 | Разработка теории волновой природы электронов |
| 1932 | Создание первого электронного микроскопа (М.Криоля и Э.Руска) | |
| 1935 | М.Криоля предложил идею сканирующего электронного микроскопа | |
| 1938 | Создание первого сканирующего электронного микроскопа(Ардежне) | |
| Сканирующая зондовая микроскопия | 1972 | Реализация идеи сканирующего туннельного оптического микроскопа ближнего поля(СОМБП) |
| 1981 | Изобретение сканирующего туннельного микроскопа (СТМ) | |
| 1986 | Изобретение атомано-силового микроскопа (АСМ) | |
| 1992 | Усовершенствование конструкции СОМБП, позволившее довести разрешающую способность до 10 нм |
Автор работы [13] условно всю совокупность экспериментальных подходов представил в пространстве трех координат: методы - вещества - свойства (рис.6.1). Выбор адекватной методики зависит от класса исследуемого материала и ха0-щзджюб.ракте- ристик, которые необходимо определить.
Особенно полезны для нанотехнологии методы, позволяющие исследовать тонкие приповерхностные слои и наномасштабные частицы или морфологические единицы интегрированных систем. В первую очередь они обязаны соответствовать обычным критериям и требованиям к средствам измерения и анализа. Они должны иметь достаточные чувствительность и разрешение, регулируемую глубину проникновения, не повреждать исследуемый объект, допускать однозначную интерпретацию, быть простыми и доступными.
Экспериментальные исследования обычно преследуют две группы целей: изучение тонкой структуры объекта (материала, изделия); определение макроскопических физико-химических свойств, механических характеристик и возможных откликов на внешние воздействия.
Группы методов
1.Измерение макросвойств
2.Химический анализ
3.Спектроскопия
4,Структуроскопия
6.Микроскопия
Группы характеристик Вещества
1.Морфологически стериоскопические 1.Металлы
2.Микроструктурные 2.Полупрводники
3.Механические 3.Диэлектрики
4.Физические 4.Композиты
5.Химические 5.Полимеры
6.Биоматериалы
Рис. 6.1. Взаимосвязь применяемых экспериментальных методов с типом материала и его характеристиками [13]
Согласно классическому материаловедению, микроструктура зависит от химического состава и технологии изготовления (рис. 6.2).
Микросвойства
Микроструктура
Химический состав Технология изготовления
Рис. 6.2. Схематическая зависимость между химическим составом, технологией изготовления, микроструктурой и макросвойствами материала
Большинство свойств материалов зависят от структуры, поэтому необходимо установить однозначную зависимость между микроструктурой и поведением материала в различных условиях. Эго является основной целью физического материаловедения.
Термин «микроструктура», введенный очень давно, проводил границу между объектами, видимыми невооруженным глазом и видимыми только в оптическом микроскопе. В настоящее время содержание термина «микроструктурные исследования» значительно расширилось и подразумевает любые масштабные уровни — вплоть до электронноатомарного.
Знание параметров микроструктуры дает возможность обосновывать происхождение макросвойств, прогнозировать их изменения под действием различных факторов, сознательно управлять ими.
Задачи микроструктурного анализа могут быть сведены к следующим: морфология (размеры и формы зерен, пор, отдельных фаз); химический состав отдельных фаз, зерен, структурных составляющих; атомно-молекулярная структура (кристаллографический порядок в каждой фазе, т.е. тип решетки, ее параметры, ориентация, структурные дефекты).
Важным является обработка и извлечение качественных данных из полученной информации. Даже микрофотографии структур, зафиксированные в оптическом микроскопе, нельзя рассматривать как изображения, полученные при макросъемках обычной фотокамерой. Различные эффекты при построении изображения оптической системой микроскопа (дифракция, интерференция, рефракция, рассеяние на микронеровностях, сферические и хроматические аберрации) вносят значительный вклад в его формирование.
Это справедливо и для электронной и других видов микроскопии, в которых объект «рассматривается глазами» электронного, рентгеновского или другого взаимодействия с образцом, поэтому всегда следует понимать условность термина «микрофотография» объекта и необходимость тщательного учета всех обстоятельств ее получения и обработки [13].
С появлением мощных компьютерных программ обработки двух- и трехмерной информации ее анализ превратился в самостоятельную интересную область исследования. Получаемая картина свойств поверхности или объема материала значительно отличается от обычной фотографии.
Практическая работа 6.2.Методы исследования современных матералов
Подавляющее большинство методов исследования микроструктуры относится к активным, т.е. использует информацию, полученную в результате взаимодействия некоторого внешнего излучения или воздействия на образец (табл. 6.2).
Пассивные методы регистрируют, а затем анализируют собственное излучение материала, возникающее в результате релаксации структуры: акустическое (акустическая эмиссия), корпускулярное (экзоэлектронная эмиссия, продукты радиоактивного распада), электромагнитное (радиоволновая электромагнитная эмиссия, инфракрасное излучение, различные виды люминесценции). Используя активные методы в качестве зондирующего воздействия, чаще всего используют электромагнитное поле в широчайшем диапазоне частот (от радиоволн до у-излучения) и потоки электронов, реже — ионов, нейтронов и позитронов, нагрев до определенной температуры (рис. 6.3).
Таблица 6.2
Физические основы методов исследования наноструктур
| Метод | Тип проходящих, рассеиваемых или испускаемых частиц, используемых в качества отклика | ||||
| Электроны | Фотоны | Ионы | Нейтрон | ||
| Способ возбуждения вещества(из частиц зондирующих объект) | Просвечивающая и растровая элект-ронная микроскопия; электроскопия вто-ричных электронов; и потерь энергии первичных; все виды дифракции электронов | Обращенная фотоэлектрон-ная спектро-скопия; спек-троскопия характеристического рент-геновского излучения (микроанализ) | |||
| Фотоны | Фотоэлектронная эмиссия и спектроскопия фотоэлектронов;ренгеноэлектронная спектроскопия; фотоэмиссионная электронная микроскопия. | Рентгеновская дифракция и малоугловое рассеяние; ренгеностимулированная флуоресценсия; оптическая эмиссионная, абсорбционная и колебатель-ная спектро-метрия; ЭПР и ЯМР -спектроскопия | |||
| Ионы | Электронно-ионная спектроскопия | - | Резерфордовское рассеяние,массспектрометрия вторичных ионов | ||
| Нейтрон | Нейтронное рассеяние | ||||
| Нагрев (фотоны) | Спектроскопия термоэлектронов | Атомный спектральный анализ | Массспектрометрия | ||
Рассеянное первичное излучение (или возникшее в результате возбуждения вещества вторичное) регистрируется и обрабатывается для получения качественной или количественной информации.
В соответствии с этим различают два типа рассеяния: упругое и неупругое. В первом — энергия падающих частиц не изменяется (меняется только направление вектора импульса), во втором — энергия уменьшается на величину энергии рождающихся вторичных частиц.
Упругое рассеяние потока фотонов — физическая основа работы оптических микроскопов, а электронов — просвечивающей электронной микроскопии. При этом двумерное изображение объекта строится в прямом пространстве. Современные методы компьютерной обработки большой совокупности двумерных изображений позволяют сформировать и трехмерное изображение объекта (томография). Регистрация упругого рассеяния при больших апертурах дает возможность также наблюдать дифракционные картины, которые обычно анализируют в обратном пространстве. Наибольшее значение имеют методы, основанные на использовании дифракции рентгеновских лучей и быстрых электронов.
Неупругое рассеяние приводит к возбуждению электронной подсистемы. Это возбуждение может релаксировать с различной вероятностью 0 < р < 1 по многим каналам (где n = 1,2, 3,... — порядковый номер процесса релаксации).
Облучение фотонами или заряженными частицами с энергией >100 эВ приводит к эмиссии электронов, в том числе и в результате Оже-процесса. Эти явления используют в электронной спектроскопии и локальном химическом анализе. Заполнение образовавшихся при ионизации вакантных мест в нижних электронных оболочках ведет к характеристическому рентгеновскому излучению. Оно также используется в рентгеноструктурном микроанализе. Менее энергичные кванты (или частицы) вызывают кратковременное возбуждение электронов на внутренние более высокие незанятые уровни.
Релаксация этих возбужденных состояний может сопровождаться спонтанным свечением (люминесценцией), генерацией фононов в безызлучательных переходах (нагревом), активированием фото- и радиохимических реакций. Селективное поглощение и испускание света в этих процессах используются в оптической спектроскопии. Пропускание света по возбужденной среде может вызвать вынужденное (индуцированное) испускание света (при совпадении энергии первичных и вторичных фотонов). Этот эффект усиливает интенсивность первичного пучка и является физической основой работы лазеров.
Для экспериментального исследования наноструктур в той или иной мере пригодны практически все известные группы методов экспериментальной физики и микроструктурного анализа, использующие упругое и неупругое рассеяние зондирующего излучения:
микроскопия (электронная просвечивающая и растровая, сканирующая зоидовая и др.);
дифрактометрия (рентгеновская, электронная, нейтронная); спектрометрия (оптическая, инфракрасная, рентгеноэмиссионная, фотоэлектрическая и др.; радио- и масс-спектрометрия); микроанализ химического состава.
Выбор конкретных методов исследования определяется поставленными задачами и необходимым пространственным и временным разрешением прибора. Для исследования структуры и свойств объекта в зависимости могут быть применены следующие методы (по мере уменьшения объекта): оптическая микроскопия; спектроскопия;
магниторезонансная спектроскопия (ЭПР, ЯМР); рентгеновская и ультрафиолетовая эмиссионная спектроскопия; химический микроанализ (рентгеновский, характеристический, фотоэлектронный, Оже-спектроскопия, ионная массспектрометрия); просвечивающая электронная микроскопия; растровая электронная микроскопия; сканирующая зоидовая микроскопия; другие виды электронной микроскопии.
Условно можно выделить несколько масштабных уровней структуры: атомарный, кластерный, нано- (0,1-100 нм), субмикро- (0,1-1 мкм), микро- (1-100 мкм) и макро- (> 100 мкм). Особенностями наноструктур являются их нестабильность, изменчивость, подвижность. Это требует особой тонкости применяемых методов.
К перечню методов можно добавить различные средства определения размеров и формы изолированных частиц, зерен, пор, фаз в многофазных структурах, особенности поверхности и др. В случае изучения нанообъектов для каждого метода должны быть разработаны и применены специальные методики, учитывающие размерный фактор.
Практическое занятие №7.Практическое изучение обработки металлов давлением
Практическая работа № 7.1. Получение машиностроительных профилей
Цель работы — изучение способов получения машиностроительных профилей и изготовление профиля прокаткой и прессованием.
Введение
Машиностроительные профили — длинномерные изделия с определенной формой поперечного сечения, у которых один размер (длина) больше поперечных размеров. Данные о группе профилей, различающихся формой и размерами, называют сортаментом. Сортамент получаемых обработкой давлением машиностроительных профилей можно изготовить прокаткой, прессованием или волочением.
Пластическую деформацию, при которой заготовка из металла деформируется вращающимися валками, называют прокаткой. Заготовка (рис. 7.1) под действием сил трения втягивается в зазор между валками, деформируется ими и приобретает заданную форму и размеры.
При прокатке сечение заготовки уменьшается, ширина и длина увеличиваются. Форма сечения получаемой продукции зависит от формы валков. Например, на гладких валках прокатывают листы, полосы и ленту. В так называемых калиброванных валках катают круг, квадрат, шестигранник, рельсы, уголки и т. п. Для производства груб, шаров, шестерен и других профилей используют специальные прокатные станы, в которых применяется более двух валков; форма валков может быть конической, винтообразной и др.
Деформация металла при прокатке количественно определяется следующими величинами:
-обжатием ε=(Н0-Нi)/Н0
-уширением β=(Вi-В0)/В0
-вытяжкой μ=F0/Fi= Li /L0
где Но, Во, L0, F0, Hi, Bi, Li, Fi— соответственно высота, ширина, длина заготовки, площадь поперечного сечения до и после прокатки.
Металл деформируется между валками в зоне, которая называется очагом деформации.
Очевидно, что в валки будет втянута заготовка высотой Н0 (см. рис. 7.1), если последняя не превышает определенной максимальной величины. Установим условие захвата заготовки валками. На заготовку со стороны валков действуют сила нормального давления N и сила зрения Т. Вертикальные составляющие этих сил как бы обжимают заготовку по толщине, а горизонтальные — обеспечивают ее движение вдоль оси прокатки. Причем сила N отталкивает от валков, сила Т втягивает заготовку. Если сила Т больше силы N, произойдет захват. Условие захвата можно записать в виде
Т cos а > N sin а.
Рис.7.1.Схема прокатки
Силу трения Т выразим через коэффициент трения f и силу нормального давления N: Т=fN. Тогда fNcosα>N sinα,
или окончательно f>tgα.
Захват заготовки валками произойдет, если коэффициент трения между деформируемым металлом и валками будет больше или равен тангенсу угла а, называемого углом захвата.
Коэффициент трения и режимы обжатий зависят от температуры металла, смазки, шероховатости поверхности валков, скорости прокатки и др.
Так, в случае горячей прокатки f= 0,2...0,4, в случае холодной прокатки; f= 0,1...0,2, при холодной прокатке в полированных валках с эффективной смазкой f=0,04...0,08.
Из геометрических соотношений элементов очага деформации легко найти угол захвата:
α=arcos (1- ΔH/D)
где ΔH=Н 0 –Н I -обжатие; D-диаметр валков.
Одной из широко применяемых в обработке давлением схем пластического деформирования является прессование. При этой схеме деформирования (рис. 7.2) происходит вытеснение металла через отверстие заданного сечения в инструменте (матрице) вследствие сжатия заготовки в замкнутой полости — контейнере. Деформируемая заготовка находится под действием значительных сжимающих напряжений. Поэтому из всех процессов обработки металлов давлением прессование протекает при наиболее ярко выраженной схеме неравномерного всестороннего сжатия, обеспечивающей металлу высокую пластичность.
Процесс прессования предназначен для получения длинномерных изделий с постоянным поперечным сечением, называемых профилями (сплошные и полые прутки, трубы и т. п.).
|
Рис. 7.2. Схема прессования: 1 — контейнер; 2 — матрицедержатель; 3 — матрица; 4 — прессуемый профиль; 5 — пуансон; 6 — пресс-шайба |
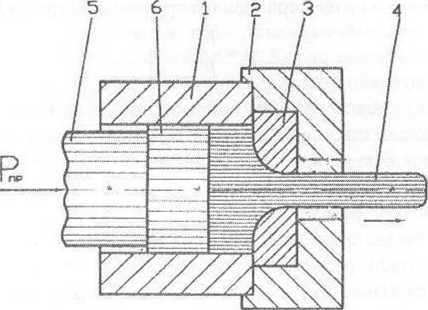
Рассмотрим более подробно прессование металла, схема которого приведена на рис. 7.3.
Рис.7.3.Лабораторный контейнер для прессования:1-пуансон,2-контейнер,3-заготовка,4-матрица.
Заготовку, нагретую до заданной температуры, помещают в контейнер 1. В торцевой части контейнера в специальном матрицедержателе 2 установлена матрица 3 с отверстием требуемой формы, которая формирует контур прессуемого профиля 4. С противоположного конца в контейнер входит пуансон 5 (или пресс-штемпель). На торце пуансона 5 для предохранения его от термических воздействий и уменьшения трения о контейнер помещают пресс-шайбу 6, диаметр которой немного больше, чем у пуансона. Усилие пресса через пуансон и пресс- шайбу передается к заготовке, заставляя металл вытекать через отверстие в матрице, образуя требуемый профиль. Такое прессование называется прямым. Этим способом можно изготовлять не только сплошные профили, но и полые. В этом случае используют заготовку с предварительно полученным отверстием либо отверстие прошивают на том же прессе уже в процессе прессования.
Общую деформацию при прессовании обычно характеризуют вытяжкой μ, которую определяют как отношение площадей поперечного сечения контейнера FK к отверстию в матрице Fм: μ= F к/ F м
Поскольку объем деформируемой заготовки не изменяется, вытяжку можно определять как отношение длины полученного пресс-изделия L к длине выдавленной из контейнера части заготовки, которая равна (в установившейся стадии процесса прессования) перемещению пуансона Ln.
Важная технологическая особенность прессования состоит в том, что заготовки из металла подвергаются всестороннему неравномерному сжатию, что обеспечивает деформируемому металлу наиболее высокую пластичность. Поэтому при прессовании можно получать очень большие деформации за один ход пресса. Так, коэффициент вытяжки р может быть до 100 и выше. Поэтому требуемый профиль (даже очень сложной геометрической формы) изготовляют за одну операцию, что выгодно отличает прессование от прокатки и волочения, при которых профили даже более простой формы получают за несколько операций.
Схема трехосного неравномерного сжатия, обеспечивающая высокую пластичность прессуемым сплавам, вместе с тем вызывает повышение силы, необходимой для деформирования металла, что приводит к значительно более высокому давлению на инструмент, чем в других видах обработки металлов давлением. Поэтому инструмент для прессования работает в исключительно тяжелых условиях, способствующих быстрому его износу и снижению его стойкости.
Общая сила Рп, обеспечивающая выдавливание металла, складывается из силы, необходимой для формоизменения заготовки без учета внешнего трения (для преодоления сопротивления металла деформации), и силы для преодоления трения. Вторая составляющая общей силы прессования, идущей на преодоление сил трения, может достигать больших значений (до 30 % и выше от общей силы).
Чтобы повысить стойкость инструмента и снизить его износ, матрицы для прессования изготовляют из высококачественных инструментальных сталей и жаропрочных сплавов, рабочие поверхности их тщательно обрабатывают (шлифуют и полируют) и обязательно используют смазочные материалы, в качестве которых часто применяют жидкое стекло, графит и др.
В процессе прессования весь объем металла не может быть полностью выдавлен из контейнера. Когда высота заготовки, остающейся в контейнере, становится меньше некоторого допустимого значения, резко увеличивается усилие прессования. Поэтому в конце операции в контейнере остается часть металла, называемая пресс-остатком, которая отрезается от полученного профиля. В пресс-остатке заключена основная часть потерь металла при прессовании и, следовательно, размеры пресс-остатка предопределяют коэффициент использования металла. В некоторых случаях масса пресс-остатка может достигать 40 % массы исходной заготовки.
Обычно в качестве исходной заготовки для прессования используют прокат (чаще круглого поперечного сечения). Объем исходной заготовки определяется размерами прессуемого изделия с учетом пресс-остатка.
Основным оборудованием для прессования являются горизонтальные или вертикальные гидравлические прессы.
Прессованием изготовляют изделия разнообразного сортамента из сталей и цветных металлов и сплавов, в том числе прутки различных сечений, трубы и другие профили (рис. 7.3). Прессованием можно получать профили сложных форм, которые не могут быть изготовлены другими операциями обработки давлением (в частности, прокаткой, волочением). Точность прессованных профилей выше, чем прокатанных. Можно обрабатывать такие специальные стали, цветные металлы и их сплавы, которые ввиду низкой пластичности деформировать другими видами обработки давлением невозможно или затруднительно.
Волочением называют процесс пластического деформирования путем протягивания заготовки через сужающееся отверстие в инструменте (волоке) (рис. 7.4). Площадь поперечного сечения заготовки при этом уменьшается с Fo до F„ а длина заготовки увеличивается. Сила волочения приложена к концу заготовки 1 и обозначена Р (см. рис.7.4). В качестве заготовки при волочении используется сортовой прокат и проволока, а также грубы.
Волочильный инструмент (см. рис. 7.4) состоит из обоймы 3 и волоки 2, запрессованной в обойму. В качестве материала для изготовления волок применяются инструментальные (У9, У10) и быстрорежущие (Р9, Р18) стали, твердые сплавы (ВК6, ВК8 и др.), технические алмазы (для получения микропроволоки).
Рис.7.4.Схема волочения:1-заготовка,2-волока,3-обойма.
В промышленных условиях невозможно использование волочения без применения технологических смазок, разделяющих контактную пару «металл — инструмент». Имеется большой перечень таких технологических смазок, среди них, например, синтетический мыльный порошок (как чистый, так и с различными добавками), графит, различные соли металлов и др. Эффективное применение того или иного смазочного материала зависит от многих факторов и, в первую очередь, от материала заготовки и скорости волочения. Процесс волочения возможен при условии, что σ вол<σ т , где σ вол = P/Fi— напряжение волочения; Р— сила волочения; Fi — площадь поперечного сечения профиля после волочения; σ т - предел текучести материала при растяжении после волочения.
Степень деформации s при волочении определяется из выражения
ε=(F0-Fi)/Н0·100%
где F0 и Fi — площади поперечного сечения профиля до и после волочения соответственно.
При волочении круглого профиля степень деформации
ε=[1- (d i/ d0)2] · 100%
где d0 и di- диаметр профиля до и после волочения соответственно.
Обычно единичная степень деформации (степень деформации за один проход) не превышает 30...35 %, при этом, в зависимости от материала заготовки, происходит упрочнение материала и, как следствие, уменьшение его пластичности. Для каждого материала заготовки при использовании эффективной смазки и оптимальной геометрии инструмента экспериментально устанавливаются оптимальные единичная и максимальная суммарная степени деформации, при достижении которых проволоченное изделие подвергается операции по восстановлению пластических свойств материала (в большинстве случаев — отжигу). Оптимальная единичная степень деформации подбирается следующим образом: во-первых, коэффициент запаса прочности при волочении К должен быть равен 0,5...0,7, т. е. К = σвол/ σвi = 0,5…0,7
где σ вi - предел прочности материала при растяжении после волочения; во-вторых, сумма значений единичных степеней деформации должна быть максимальной.
Волочение применяется для получения прутков диаметром от 30 до 1 мм и проволоки диаметром от 12 до 0,002 мм, а также труб и других профилей из черных и цветных металлов, изготовленных с высокой точностью размеров и высоким качеством поверхности готового профиля.
Практическая часть
Задание. Получить пруток рассчитанной длины при заданных параметрах процесса прессования.
Оборудование, инструмент, заготовка:
оборудование — учебный прокатный стан, гидравлический пресс номинальной силой 50 тс;
инструмент — два контейнера для прессования с круглым и квадратным сечениями матриц;
измерительный инструмент — штангенциркуль, линейка;
заготовка — цилиндрические образцы из свинца.
Порядок выполнения работы.
1. Зарисуйте схему прессования, обозначив основные части инструмента; запишите обозначения и формулу для определения деформации.
2. Вычислите необходимые для получения требуемого профиля значения ц, занося исходные и рассчитываемые параметры в таблицу результатов.
3. Определите размеры исходной заготовки, необходимые для получения заданного профиля. Полученные размеры заготовки занесите в таблицу.
4. Соберите инструмент для прессования в соответствии с рис. 2.5, поместив заготовку 3 в контейнер 2 на матрицу 4, замерьте точное положение пуансона 1 относительно контейнера 2.
5. Выполните прессование на заданное значение хода пресса, фиксируя при этом значение силы прессования; замерьте новое положение пуансона и длину полученного прутка. Занесите в таблицу экспериментальные значения хода пуансона и длины прутка.
6. Заполнив таблицу, сопоставьте значения расчетных и экспериментальных длин профиля, сформулируйте вывод и объясните причины различия этих значений.
Вопросы для самоконтроля:
1. В каком случае происходит лучший захват заготовки валками: при горячей или холодной прокатке?
2. В каком случае при одинаковой величине обжатия больше сила прокатки: при большем диаметре валков или меньшем?
3. Различаются ли скорости перемещения заготовки до и после валков?
4.Какие преимущества имеет волочение по сравнению с другими способами обработки давлением?
5. Назовите основной недостаток процесса волочения.
6. Приведите примеры использования волочения.
7. При каких условиях возможно применение волочения?
8. Что будет представлять собой инструмент для прессования круглой трубы с крестообразным оребрением внутри ее?
Чем объясняется возможность получения больших степеней формоизменения при прессовании?
Работа № 7.2. Горячая объемная штамповка
Цель работы — изучение процесса формообразования поковок при объемной штамповке и ознакомление с принципами их конструирования.
Введение
Объемная штамповка — это вид обработки давлением, при котором пластическое деформирование металла происходит (осуществляется) в специальном инструменте — штампе.
Из различных схем штамповки наиболее часто применяют такую схему, при которой штамп состоит из двух частей и плоскость разъема между ними пересекает тело поковки (рис. 7.5). Такие штампы называют открытыми. Верхняя половина штампа обычно закрепляется на подвижной части штамповочного оборудования (ползун пресса, баба молота), а нижняя — на неподвижной (стол пресса, шабот молота). В каждой из частей штампа выполнены углубления, которые в сомкнутом состоянии образуют полость (ручей), соответствующую форме получаемого изделия — поковке.
В качестве исходных заготовок для объемной штамповки в большинстве случаев используют прокат круглого или квадратного сечения. В кузнечно-штамповочные цехи прокат поступает в виде прутков длиной 4—6 м. Прутки нужного диаметра (или стороны квадрата) разрезают на штучные заготовки требуемой длины (требуемого объема). Перед горячей объемной штамповкой заготовки нагревают в газовых печах или электронагревательных установках до температуры штамповки (около 1200 °С для стали) и затем штампуют на прессах, молотах или другом штамповочном оборудовании.
|
|
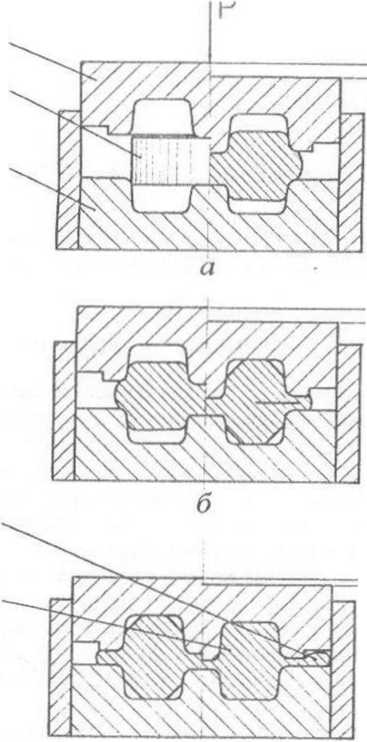
Рис.7.5. Процесс заполнения штампа: а — перный период штамповки; 6 — второй период штамповки; в — третий период (доштамповка); 1 — заготовка; 2 — нижняя половина штампа; 3 — верхняя половина штампа; 4 — облой; 5 — поковка.
Заготовку 1 устанавливают в нижнюю половину штампа 2 (рис. 7.6). При опускании верхней половины 3 под действием силы Р происходит пластическое деформирование заготовки и металл заполняет полость штампа.
После штамповки облой обрезают в специальных обрезных штампах на прессах. Схема обрезки облоя показана на рис. 7.6.
При объемной штамповке в большинстве случаев нельзя сразу получить сквозные отверстия в поковках. Поэтому обычно делают наметку с перемычкой толщиной не менее 4 мм. При более тонкой перемычке резко возрастают удельные силы на выступах штампов, что приводит к их преждевременному износу или разрушению.
Рис.7.6.Схема обрезки облоя:
1-пуансон, 2-поковка,3-матрица.
После штамповки поковок с отверстиями наряду с обрезкой облоя выполняют операцию пробивки перемычек по схеме на рис. 7.7.
Рис.7.7.Схема пробивки перемычек:
1-пуансон, 2-поковка, 3-матрица.
В ряде случаев эти две операции выполняют одновременно в комбинированных штампах соответствующей конструкции. Затем поковки очищают от окалины, подвергают термической обработке и т. д. После выполнения отделочных пераций поковки поступают в механообрабатывающие цехи, где они служат заготовками для получения деталей машин, поступающих затем на сборку.
Горячая объемная штамповка широко применяется для серийного и массового производства заготовок и иногда готовых деталей в машиностроении, приборостроении и других отраслях промышленности. При этом затраты на изготовление дорогостоящих штампов оправдываются при большой партии штампуемых поковок, что учитывают при выборе способа их изготовления.
Полость штампа выполняют в соответствии с чертежом поковки, который составляется на основании чертежа детали, разработанного конструктором.
Деталь считается технологичной, если ее можно изготовить без существенных технических затруднений и без больших экономических затрат. Если форма детали нетехнологична (например, имеются боковые выступы, полости, другие элементы, формообразование которых затруднено или невозможно), то следует рассмотреть возможность изменения чертежа детали.
На рис.7.8 показан простейший пример разработки чертежа поковки по чертежу детали. Разработку чертежа поковки начинают с определения поверхности разъема.
Рис. 7.8. Разработка чертежа поковки: а — чергеж детали; б — чертеж поковки
Поверхность разъема — это поверхность, по которой соприкасаются между собой верхняя и нижняя половины штампов. При выборе поверхности разъема необходимо обеспечить свободное удаление поковки из штампа и минимальный объем последующей обработки резанием. Плоскость разъема может располагаться вдоль или поперек оси заготовки (рис. 7.8). В зависимости от этого поковки одной и той же детали имеют разную форму, и штамповку производят соответственно или плашмя (для длинных заготовок), или в горец (для коротких заготовок). Для невысоких деталей типа шестерни, шкива, втулки (и т. п.) при высоте меньше диаметра, более целесообразна штамповка в торец с наметкой отверстия.
На поверхности поковок, для которых горячая объемная штамповка не обеспечивает требуемые точность размеров и шероховатость поверхности, назначают дополнительный слой металла (припуск) на последующую обработку резанием. Кроме того, назначают допуски на размеры поковок, которые учитывают возможную недоштамповку по высоте, износ ручьев штампов, сдвиг штампов и другие факторы.
Припуски и допуски назначают в соответствии с ГОСТ 7505-89 в зависимости от применяемого для штамповки оборудования (пресс или молот), а также массы и размеров поковки (на каждый размер свой припуск). Если отдельные элементы поковки нельзя (или затруднительно) получить штамповкой, на соответствующих участках поковки делают напуск для упрощения ее формы.
|
|
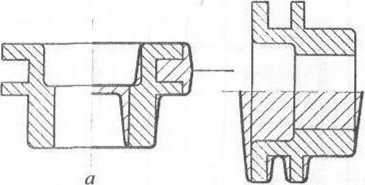
|
|
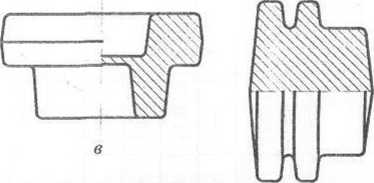
Рис. 7.9. Выбор плоскости разъема: а — поперек оси заготовки; б — вдоль оси заготовки; в, г — получаемые поковки с напуском
В частности, на отверстия диаметром менее 30 мм устанавливают напуск, так как стойкость выступа для получения наметки в этом случае будет очень мала, и такие отверстия целесообразней получать сверлением. Впоследствии напуск, как и припуск, удаляют обработкой резанием. 
Для обеспечения удаления поковок из штампов на вертикальные поверхности поковок назначают наружные γн и внутренние γв штамповочные уклоны. Поверхность с наружным уклоном при остывании поковки отходит от поверхности штампа, а с внутренним уклоном наоборот — прижимается. Поэтому внутренние штамповочные уклоны должны быть на 2—3° больше наружных. Штамповочные уклоны назначают в зависимости от глубины hп, ширины bн и длины lп полости штампа по табл. 7.2. Эти значения относятся к молотовой штамповке, а также к штамповке на прессах, у которых нет выталкивателей. Штамповочные уклоны при штамповке на прессах, имеющих выталкиватели, назначают в пределах 1—3°. Штамповочные уклоны являются напусками.
Таблица 7.2
| l п / b п | h п / b п | ||
| До1 | 1-3 | 3-5 | |
| До 1,5 | 5 | 7 | 10 |
| Свыше 1,5 | 3 | 5 | 7 |
Все пересекающиеся поверхности поковок сопрягаются по радиусам. Радиусы закруг лений внешних углов штампованных поковок способствуют лучшему заполнению полости ручья штампа и предохранению его от преждевременного износа. Наружные радиусы закругления RH назначают на выступающие части поковки, а внугрен- ние Rt— на впадины поковки. Обычно принимают Rt = (2...2,5)Rn. Наружные наименьшие радиусы определяют по табл. 7.3.
После разработки чертежа поковки рассчитывают объем исходной заготовки по формуле:
U заг=U п+ U об+ U уг
где Uп— объем поковки, определяемый по чертежу поковки; Uоб — объем облоя (при выполнении практической работы можно принять равным 18 % от объема поковки Uп); U уг — объем металла, идущего на угар при нагреве заготовок (при нагреве в газовой печи составляет 2 %, а при электронагреве — 1% от объема поковки).
Таблица 7.3
| Масса поковки,кг | Глубина полости рурья штампа,мм | |||
| До 10 | 10-25 | 25-50 | Свыше 50 | |
| До 1 | 1,0 | 1,5 | 2,0 | 3,0 |
| 1-6 | 1,5 | 2,0 | 2,5 | 3,5 |
| 6-16 | 2,0 | 2,5 | 3,0 | 4,0 |
| 16-40 | 2,5 | 3,0 | 4,0 | 5,0 |
Во избежание продольного изгиба заготовки при штамповке необходимо, чтобы отношение высоты к диаметру заготовки К было менее 2,5. Обычно принимают К= 1,8.. 2,2.
Зная объем заготовки и назначив К, определяют диаметр заготовки:
Полученное значение диаметра округляют до ближайшего большего нормированного значения, а затем вычисляют скорректированную высоту заготовки.
Практическая часть
Задание. Выполнить процесс штамповки с последующей обрезкой облоя и пробивкой отверстия, получить графическую зависимость силы деформирования при объемной штамповке от перемещения верхней половины штампа.
Оборудование, инструмент, заготовка:
оборудование — гидравлический пресс номинальной силой 50 тс; инструмент — лабораторный штамп для открытой объемной штамповки;
измерительный инструмент — штангенциркуль, линейка; заготовка — цилиндрический образец из свинца.
Порядок выполнения работы.
1.Начертите схему деформирования металла при объемной штамповке.
2. эарисуите эскиз детали с размерами, указанными преподавателем, рассчитайте массу стальной детали с заданными размерами.
3. Пользуясь рекомендациями, приведенными в подразделе «Краткие теоретические сведения», составьте чертеж поковки.
4. Зарисуйте эскиз поковки с указанными размерами.
5. Рассчитайте размеры исходной заготовки.
6. Установите заготовку в нижний штамп.
7. Установите верхнюю половину штампа и замерьте ее начальное положение.
8. Выполните штамповку путем нескольких последовательных нагружений с возрастающей силой на каждом этапе штамповки, наблюдая характер пластического течения металла в полость штампа и облой. На каждом этапе нагружения необходимо замерять перемещение верхней половины штампа.
9. Выполните обрезку облоя и пробивку отверстия в поковке в обрезном и пробивном штампах соответственно.
10.Постройте график зависимости силы деформирования при объемной штамповке от перемещения верхней половины штампа.
11. Сделайте выводы.
Вопросы для самоконтроля:
1. Для чего на всех углах поковки нужно предусматривать радиусы скругления?
2. Объясните назначение штамповочных уклонов.
3. Какова роль облоя при объемной штамповке?
4. Перечислите факторы, влияющие на силу штамповки.
Практическая работа № 7.3. Изготовление деталей листовой штамповкой
Цель работы — ознакомление с построением маршрута листовой штамповки детали из типовых ее операций, разработка операционного маршрута штамповки заданной детали и выполнение ее штамповки.
Введение
Листовая штамповка — способ получения деталей из листовых заготовок пластическим деформированием в специальных инструментах — штампах.
В качестве заготовки при листовой штамповке используют полученные прокачкой лист или ленту, свернутую в рулон. Толщина листовой заготовки, применяемой при холодной листовой штамповке, обычно не более 10—12 мм.
Листовую штамповку используют для изготовления деталей в различных отраслях промышленности, особенно в таких, как авто-, самолето-, ракето- и приборостроение, электротехническая и легкая промышленность и др. Например, в летательных аппаратах, автомобилестроении до 60 % деталей получают с применением листовой штамповки, а при изготовлении ряда предметов народного потребления количество таких деталей может достигать 95 % и выше. Форма, размеры и назначение деталей, получаемых листовой штамповкой, весьма разнообразны. Это и крупногабаритные дегапи с размерами в несколько метров и массой в десятки килограммов, и элементы микросхем, часовых механизмов (и т. п.), с массой от долей грамма и размерами в доли миллиметра.
Технологический процесс изготовления детали обычно состоит из одной или нескольких типовых операций листовой штамповки. Операции листовой штамповки. Операцией листовой штамповки называется процесс пластического деформирования, обеспечивающий характерное изменение формы определенного участка листовой заготовки. Различаю! формоизменяющие операции, в результате которых изменяется форма заготовки путем пластического деформирования, и разделительные, в которых этап пластического деформирования обязательно завершается разрушением.
При разделительных операциях происходит полное или частичное отделение одной части заготовки от другой путем сдвига материала заготовки по заданному конзуру. Характер деформирования листовой заготовки в этих операциях заключается в следующем. В начальной стадии деформирования (рис.7.10) происходит вдавливание режущих кромок инструмента 1 и 3 в заготовку 2 и смещение одной части заготовки относительно другой. Деформацию заготовки 2 на режущих кромках инструмента доводят до полного исчерпания пластичности материала, т. е. до момента зарождения трещин и последующего разрушения. Чем локальнее деформация, тем меньше искажения разделяемых частей заготовки. В идеальном случае деформация сосредотачивается на линии реза. Высокое качество реза (без изгиба заготовки и заусенцев) обеспечивается при острых режущих кромках инструмента (R„ —> 0), наличии прижима лиспа к плоскости инструмента и при зазоре между кромками верхнего и нижнего инструментов z = (0,05...0,1)S, где S — толщина листа.
Основными разделительными операциями, которые наиболее часто применяются в технологических процессах, являются следующие.
Отрезка — полное отделение части заготовки по незамкнутому контуру путем сдвига. Эту операцию применяют как заготовительную для разделения листа на полосы заданной ширины. Отрезку выполняют на специальных машинах — ножницах. Для уменьшения силы резания режущие кромки в ножницах с поступательным движением верхнего ножа наклонены к плоскости листа под углом 1—5° (гильотинные ножницы). Иногда отрезку применяют для получения штучных заготовок простой геометрической формы, контур которых ограничен прямыми линиями (квадрат, прямоугольник, трапеция). В последнем случае применяют отрезные штампы.
При вырубке и пробивке происходит отделение одной части заготовки от другой по замкнутому контуру. Эти операции отличаются назначением. Вырубкой оформляют наружный контур де тали (или заготовки для последующего деформирования), а пробивкой — внутренний контур (изготовление отверстий).
В технологических процессах применяют и другие разделительные операции (надрезка, обрезка, проколка и др.).
Формоизменяющие операции листовой штамповки различают по характеру изменения формы определенного участка заготовки. На рис.7.10—7.11 схематично показан характер формоизменения заготовки при выполнении некоторых наиболее часто применяемых операций.
| Рис. 7.10. Пробивка отверстия в листе. Вырубка карточки из листа 1-пуансон,2-заготовка, 3-матрица, 4-деталь с отверсттием, 5-отделяемая часть заготовки. | Рис.7.11. Вытяжка с принудительным утонением:S0 — начальная толщина стенки стаканчика; S, — конечная толщина после первого перехода; Н0, Н1 -начальная и конечная высота стаканчика |
Вытяжка — операция, с помощью которой из плоской листовой заготовки получают полые пространственные детали с дном при уменьшении периметра вытягиваемой заготовки (см. рис. 7.11).
Отбортовка — получение бортов (горловин) по внутреннему и наружному контуру заготовки путем вдавливания в матрицу центральной части заготовки (см. рис.7.12).
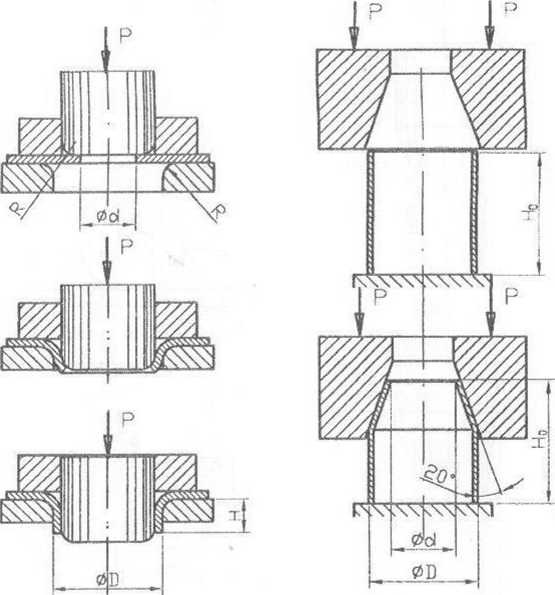
| Рис. 7.12. Отбортовка: d — диаметр предварительно пробитого отверстия; D — диаметр борта; Н — высота борта | Рис. 7.13. Обжим |
Обжим — операция, при которой уменьшается поперечный размер краевой части полой цилиндрической заготовки в результате заталкивания ее в воронкообразную рабочую полость матрицы (см. рис.7.13). Обжимаемая часть заготовки получает форму рабочей полости матрицы.
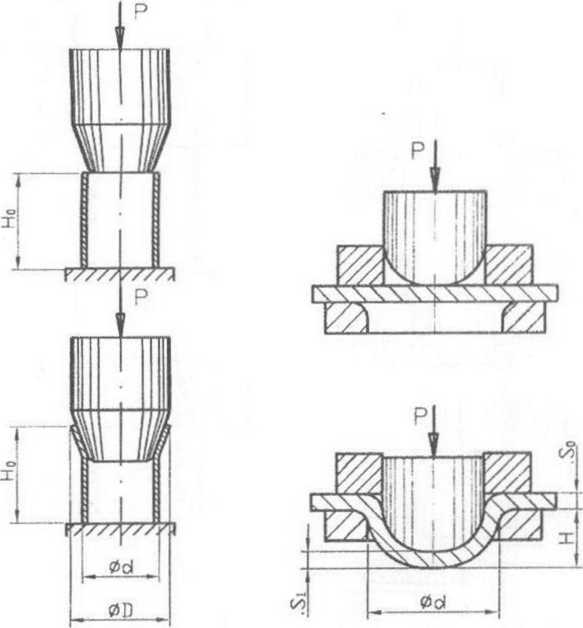
|
Раздача — операция, при которой увеличивается диаметр краевой части полой цилиндрической заготовки. Раздача осуществляется внедрением в заготовку пуансона с увеличивающимся диаметром подлине (см. рис. 7.14).
| Рис.7.14. Раздача: d, D — начальный и конечный диаметры заготовки; Н0 — начальная высота заготовки | Рис.7.16. Формовка жестким пуансоном |
Формовка операция получения местных углублений и выпуклостей в листовых и пространственных заготовках, при кото-
рой в результате растяжения отдельных участков заготовки изменяется ее форма. Толщина заготовки в этих участках уменьшается, а площадь поверхности увеличивается. Формовкой получают местные выступы на заготовке, ребра жесткости, неглубокие полости и т. п. (см. рис.7.16). Часто вместо металлического пуансона или матрицы применяют резиновый вкладыш (см. рис. 7.16). При этом резина легко удаляется из штампованной детали, а матрица должна быть разъемной.
Гибка — операция по изменению кривизны срединной поверхности при почти неизменных ее линейных размерах, сопровождаемая неравномерным распределением деформации по толщине (см. рис. 7.17). Пластическая деформация наблюдается только в местах изменения кривизны. В зоне пластических деформаций внутренние слои заготовки 2, обращенные к пуансону 1, сжимаются, а внутренние, обращенные к матрице 3, растягиваются. У середины заготовки (по толщине) находятся слои, деформация которых равна нулю.
Из сказанного следует, что для деталей, получаемых гибкой, длину исходной заготовки следует рассчитывать по средней линии, как сумму простейших элементов, на которые надо разбить деталь. В частности, для детали, рассматриваемой в этой работе (пружина зажима для бумаги), длина заготовки (развертки) складывается из двух длин прямолинейных элементов и длины полуокружности, рассчитанной с учетом радиуса гибки по среднему слою.
Деформации растяжения наружного слоя и сжатия внутреннего увеличивается с уменьшением радиуса гибки. При определенной величине деформации растяжения наружного слоя может начаться разрушение заготовки с образованием трещин в наружных слоях. Это обстоятельство ограничивает минимально допустимые радиусы гибки Rmin исключающие разрушение заготовки. В зависимости от пластичности материала заготовки и ее толщины S обычно принимают Rmin = (0,1. ..2)S.
При снятии внешних сил, вызывающих изгиб заготовки, растянутые слои стремятся сжаться, а сжатые слои — удлиниться (на величину упругой составляющей деформации). Поэтому при разгрузке, т. е. после извлечения детали из матрицы, изменяются углы между полками детали на величину а. Это явление называют пру- жинением при гибке, а угол а — углом пружинения. Величину угла пружинения необходимо учитывать при проектировании и изготовлении штампов для гибки.
|
Рис.7.17. Гибка листа (полосы) в одной плоскости: 1 — пуансон; 2 — заготовка; 3 — матрица; 4 — выталкиватель |
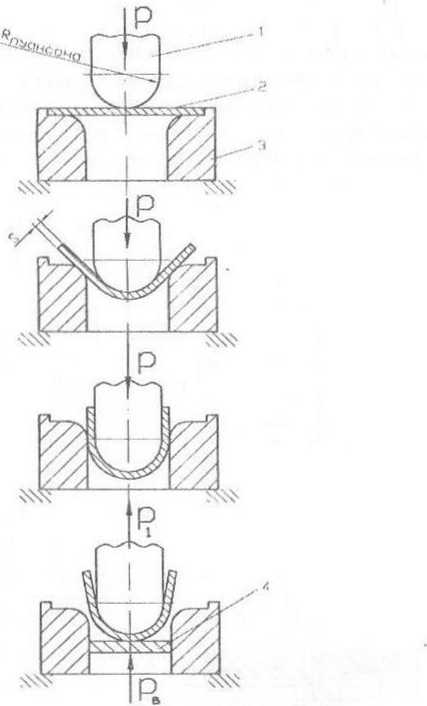
При выполнении любой из рассмотренных формоизменяющих операций листовая заготовка обычно испытывает значительные пластические деформации и напряжения, которые могут вызвать ее разрушение. Для успешного проведения технологического процесса перед выполнением каждой операции оценивают через соответствующие параметры или коэффициенты суммарную степень формоизменения заготовки и сравнивают ее с предельно допустимыми значениями.
Разработка последовательности (маршрута) листовой штамповки. При проектировании технологического процесса листовой штамповки одной из основных задач является выбор операций, которые могут обеспечить получение детали заданной формы и определение рациональной последовательности их выполнения (операционный маршрут). Для этого вначале анализируют чертеж детали, ее материал, геометрическую форму и размеры. Затем рассчитывают форму и размеры плоской исходной заготовки (развертки), необходимой для получения заданной детали. После этого осуществляют выбор наиболее рациональных операций и выполняют их в определенном порядке (рис. 7.18).
Рис.7.18.Наименование и последовательность операций формоизменения заготовки:
а-резка листа 1200х2400 на полосы (гильотинные ножницы); б-резка полосы на карточки (маханический пресс 250 кН); в-пробивка отверстия (механический пресс 60 кН); г-гибка пружины (механический пресс 40 кН); д-сборка пружины с шариком гибкой (механический пресс 25 кН).
Исходные заготовки (развертки) для штампуемых деталей получают из листа отрезкой и вырубкой. В зависимости от взаимного расположения заготовок на листе (раскроя) из него можно получить разное количество деталей. Один из вариантов раскроя представлен на рис. 4.11. Чем больше деталей изготовляют из листа заданных размеров, тем выше коэффициент использования металла, тем лучше считается раскрой и тем выше оценивается технологичность конструкции детали.
Другим важным фактором, влияющим на технологичность изделия (и в конечном счете на его стоимость) является простота штампов, используемых при листовой штамповке. Чем проще форма пуансона и матрицы, тем меньше трудоемкость их изготовления и меньше стоимость изготовляемой с их помощью детали.
|
Рис.7.19. Раскрой листа на карточки. Результаты расчета: четыре полосы и одна некратная; 13 карточек в полосе, четыре карточки в некратной полосе. Всего: 4x13 + 4 = 56 штук |
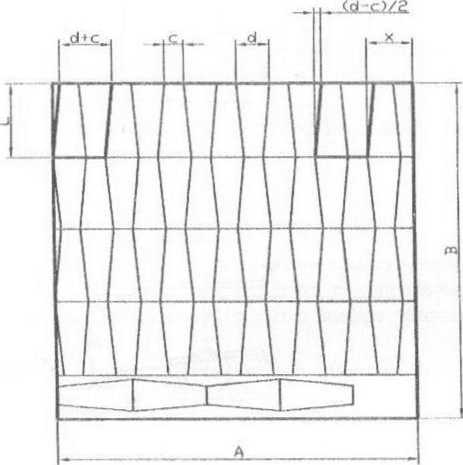
Оборудование листовой штамповки. При листовой штамповке наиболее часто применяют механические (кривошипные) прессы, на которых устанавливают соответствующие штампы. На рис.7.20 показана кинематическая схема такого пресса. Реализованная технология изготовления прижима основана на ручной подаче заготовок. Возможны и другие варианты технологий, отличающиеся составом, последовательностью операций и способом подачи заготовок.
Электродвигатель 1 передает вращение через шкив 2 клиновыми ремнями 3 на маховик 4, который накапливает необходимую энергию. По команде оператора муфта 16 сцепляет вращающийся маховик с пока еще неподвижным кривошипным валом 15. Кривошипный вал начинает вращаться вместе с маховиком. Посредством шатуна 5 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 7 по направляющим пресса 6.
|
Рис.7.20. Кинематическая схема механического пресса: 1 — электродвигатель; 2 — шкив; 3 — клиноременная передача; 4 — маховик; 5 — шатун; 6 — направляющие ползуна; 7 — ползун; 8 — верхняя плита штампа; 9 — пуансон; 10 — листовая заготовка; 11 — матрица; 12 — нижняя плита штампа; 13—стол пресса; 14—тормоз; 15 — кривошипный вал; 16 — муфта включения |
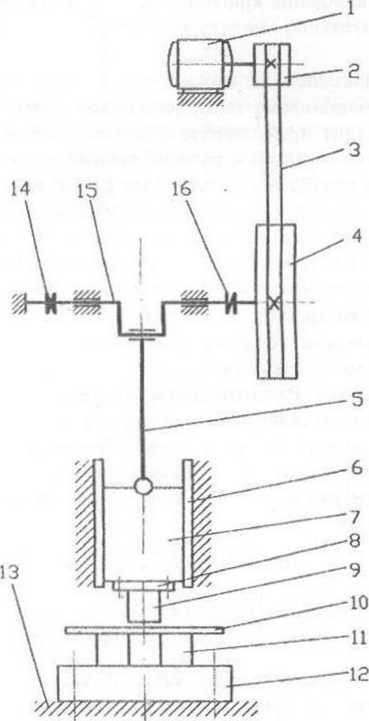
Энергия, накопленная маховиком, расходуется на рабочий ход пресса и выполнение технологической операции. Остановка пресса происходит при возврате ползуна в верхнюю точку, при этом включается тормоз 14, расположенный на кривошипном валу. На ползуне пресса 7 и на его столе 13 закрепляют верхнюю 8 и нижнюю 12 плиты штампа. На шгамповых плитах закреплен инструмент: на верхней плите — пуансон 9, на нижней плите — матрица 11. С целью обеспечения точности хода верхней плиты штампа относительно нижней на шгамповых плитах располагают соответствующие колонки и втулки. В случае обеспечения точности характеристик хода ползуна по направляющим пресса с допустимыми размерами детали в штампах колонки и втулки не предусматриваются. Рассмотренные элементы пресса располагаются на С-образной станине.
Примером детали, которую целесообразно изготовлять листовой штамповкой, может служить пружина зажима для бумаги.
Практическая часть
Задание. Отштамповать деталь по заданному чертежу, разработав операционный маршрут процесса штамповки.
Оборудование, инструмент, заготовка:
оборудование — кривошипные механические прессы силой соответственно 25, 4 и 6,3 тс;
инструмент — штамп для отрезки, штамп для пробивки, штамп для гибки;
измерительный инструмент — штангенциркуль;
заготовка — стальной лист толщиной 0,7 мм.
Порядок выполнения работы.
1. Ознакомьтесь с описанием разделительных и формоизменяющих операций листовой штамповки.
2. Начертите эскиз детали, сняв размеры штангенциркулем с образца, полученного у преподавателя (размеры округлить до целых миллиметров).
3. Начертите эскиз развертки детали, рассчитайте ее длину, проставьте на эскизе развертки ее размеры.
4. Получите у преподавателя размеры исходного листа, выберите один из вариантов раскроя, рассчитайте количество получаемых деталей и коэффициент использования металла.
5. Выберите операции, необходимые для штамповки заданной детали, составьте рациональную последовательность их выполнения.
6. Представьте разработанный пооперационный маршрут в виде карты (таблицы), в которой укажите последовательность выполняемых операций, применяемый инструмент, оборудование, схемы операций, эскизы заготовки после каждой операции.
7. Отштампуйте под руководством преподавателя деталь.
8. Оформите отчет по работе.
9. Сделайте выводы о технологическом процессе.
Вопросы для самоконтроля
1.Какие характерные виды брака могут быть при выполнении разделительных операций? В каком случае это может произойти?
2. Чем объясняется изменение угла между полками V-образной детали, полученной гибкой, после извлечения ее из матрицы? Как меняется этот угол?
3. Что такое минимальный радиус гибки от чего он зависит? Какие изменения необходимо ввести в операционный маршрут при изготовлении детали, показанной на рис. 4.9, б по сравнению с деталью, изготовляемой в данной работе?
4. Сравните эти детали с точки зрения технологичности их конструкции.
5. Назовите основные части пресса.
6. Объясните работу механического пресса.
Практическая работа №7.4. Вытяжка листового металла
Цель работы — ознакомление с характером деформирования металла в операции вытяжки листового металла; выполнение вытяжки детали заданных размеров.
Введение
Вытяжка превращает плоскую листовую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки.
Заготовку 4 (рис.7.21, а) укладывают на плоскость матрицы 5 (плита с отверстием). Пуансоном 1 надавливают на центральную часть заготовки и смещают ее в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную плоскую часть — фланец заготовки. Смещаемая в отверстие матрицы часть заготовки образует стенки вытягиваемой оболочки.
В плоском фланце действуют растягивающие напряжения в радиальном направлении (втягивающие заготовку в отверстие матрицы) и сжимающие напряжения в перпендикулярном (тангенциальном) направлении (уменьшающие диаметральные размеры заготовки). Сжимающие напряжения могут вызвать потерю устойчивости фланца и образование на нем складок. Для предотвращения появления складок заготовку 4 прижимают к матрице 5 прижимом 2, который в корпусе 6 лабораторного штампа удерживается гайкой 3.
Растягивающие напряжения, равные нулю на краю фланца и максимальные на входной кромке матрицы, повышаются с увеличением ширины фланца. Fxnn значения максимальных растягивающих напряжений около пуансона превысят напряжения, вызывающие разрушение материала заготовки (т. е. его прочность), то заготовка у донышка разрушится и вытяжка окажется невозможной. Из этого следует, что вытягивать можно заготовки с ограниченной шириной фланца.
|
Рис.7.21.Схема вытяжки стаканчика:а — штамп для вытяжки; I — пуансон; 2 — прижим; 3 — прижимная гайка; 4 — заготовка; 5 — матрица; 6 — корпус штампа; б — исходная заготовка; в — первый переход; г — второй переход |
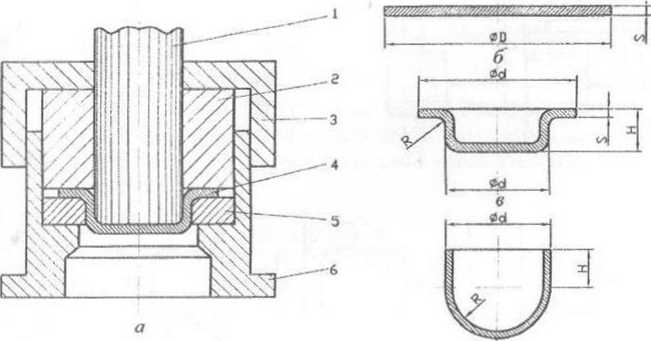
Формоизменение при вытяжке количественно оценивают коэффициентом вытяжки К = D/d, где D — диаметр заготовки, d — диаметр отверстия матрицы (рис.7.21, б). При фиксированном диаметре отверстия матрицы существует максимальный диаметр заготовки, из которой возможна вытяжка Dмах. Соответственно отношение максимального диаметра заготовки к диаметру полости будет предельным, максимальным значением коэффициента вытяжки:
Кмах = Dмах/d
Чем больше Кмах ,тем большей высоты оболочку можно получить за один переход вытяжки. Если нужная высота изделия превышает максимальную, то за один переход вытянуть такое изделие нельзя; тогда применяют многопереходную вытяжку (рис. 7.21). Заготовкой при многопереходной вытяжке служит стаканчик большего диаметра, полученный на предыдущем переходе. 
Величина Кмах зависит от многих факторов: соотношения диаметра заготовки и толщины листа, механических свойств материала, радиуса скругления кромки матрицы и др. В инженерной практике коэффициент Кмах находят по справочнику или экспериментальным путем.
Рис.17.22.Способы вытяжки без предварительного утонения стенки.
В данной практической работе по рекомендации преподавателя предлагается:
1) найти приближенную величину Кмах как произведение ординат двух графиков (рис.17.23,17.24): Кмах = К1К2. Величина К1 зависит от относительной толщины листа S/P·100 % и материала, а величина К2 от относительного радиуса скругления кромки матрицы R/S;
2) принять Кмах = 2,0.
При технологических расчетах размеров заготовки и детали полагают, что их площади поверхностей равны.
Условие равенства площадей поверхности заготовки и детали справедливо при условии равенства толщин листа в заготовке и детали. Из анализа действующих в заготовке напряжений и деформаций видно, что на краю заготовки происходит увеличение толщины листа, но около пуансона толщина заготовки уменьшается. Таким образом, принимают, что утолщение и утонение заготовки эквивалентны и средняя толщина листа в изделии равна толщине заготовки. Погрешность такого допущения можно оценить при выполнении практической работы.
Практическая часть
Задание. Отштамповать цилиндрическую оболочку заданных размеров, предварительно рассчитав необходимые технологические параметры операции вытяжки. Размеры детали и материал задаются преподавателем.
Оборудование, инструмент, заготовка:
оборудование — гидравлический пресс номинальной силой 50 тс;
инструмент — учебный штамп для вытяжки, ножницы по металлу, молоток, наковальня;
измерительный инструмент — штангенциркуль;
заготовка — листовая заготовка толщиной 0,7 мм.
Порядок выполнения работы.
1.Зарисуйте схему вытяжки, обозначив рабочие части штампа, и получаемую деталь — цилиндрическую оболочку, указав принятые обозначения размеров.
2. Запишите обозначение и формулу для определения показателя деформации при вытяжке. Объясните, как его величина может характеризовать возможное формоизменение заготовки.
3. Найдите значение Кмах для вашего случая и рассчитайте диаметр заготовки и коэффициент вытяжки.
4.Приготовив заготовку необходимых размеров, установите ее в лабораторный штамп, соберите его и произведите вытяжку на гидравлическом прессе.
5. Разобрав штамп, извлеките вытянутую оболочку, замерьте ее размеры и занесите их в таблицу. Сделайте выводы об отклонениях полученных размеров от заданных.
6. Сделайте выводы по работе.
Вопросы для самоконтроля:
1.Влияет ли наличие прижима на максимальную степень вытяжки?
2.Какие меры (конструктивные и технологические) можно предпринять, если требуемая степень вытяжки при получении заданного изделия больше предельной?
3. Какая из двух цилиндрических оболочек равного объема, но разного диаметра будет технологичней для ее изготовления вытяжкой?
Практическое занятие 8.Практическое изучение механической обработки заготовок
Практическая работа №8.1. Обточка наружных цилиндрических поверхностей
Цель работы и её содержание
1. Повторить и знать:
Резание металлов и режущий инструмент;
Формирование поверхностей при точении;
Основные способы установки заготовки на токарном станке. Классификация способов обработки наружных цилиндрических поверхностей.
Ознакомиться с выданной технологической документацией.
Ознакомиться с системой управления станком.
Наладить кинематические цепи станка. Установить и закрепить инструмент и заготовку.
Выполнить заданную операцию.
Убрать станок и привести рабочее место в исходное состояние.
Подготовить отчет.
1.2. Резание металлов и ржущий инструмент
Сущность технологии изготовления деталей машин состоит в последовательном использовании различных технологических способов воздействия на обрабатываемую заготовку с целью придать ей заданную форму и размеры указанной точности. Она осуществляется металлорежущими инструментами и ведется на металлорежущих станках. Обработка резанием заключается в срезании с обрабатываемой заготовки некоторой массы металла, называемой припуском.
После срезания заготовки всего припуска она превращается в готовую деталь.
Удаляемый при обработке резанием слой материала заготовки превращается в стружку.
Все способы и виды обработки металлов, основанные на срезании припуска и превращении его в стружку, составляют разновидности, определенные термином «резание металлов».
В настоящем цикле лабораторных работ рассмотрено резание металлов только лезвийным инструментом, имеющим определенную форму, размеры и геометрию заточки. Чтобы режущий инструмент выполнял свое предназначение, материал его рабочей части должен быть значительно тверже обрабатываемого материала. Термообработанные инструментальные стали имеют твердость в пределах HRC 63...64, твердые сплавы синтетические инструментальные материалы имеют твёрдость, измеряемую по шкале А Роквелла HRA 87…93.
При резании металлов в зоне развития высоких температуры, а инструментальные материалы должны сохранять свои механические свойства при этих температурах. Различные инструментальные материалы должны сохранять свои механические свойства при этих температурах. Различные инструментальные материалы имеют температуроустойчивость в широких пределах от 220 до 18000 С.
При выполнении цикла лабораторных работ используются инструменты изготовленные из быстро режущей вольфрамомолибденовой стали Р6М5 и оснащенные твердым сплавом марок ВК6, ВК8, Т5К10, Т15К6 и др.
При обработке заготовок лезвийным инструментом различают поверхности, показанные на рис. 1.1.
Для осуществления обработки заготовки резанием назначаются и анализируются режимы резания по которым подразумеваются:
1.3.Формообразование поверхностей на токарном станке.
Обработка поверхностей заготовки на токарном станке может производиться различными режущими инструментами: резцами всех типов, стержневыми и фасонными инструментами (сверлами, зенкерами, развертками, метчиками и т.д.). Чаще всего, обработка ведется резцами.
В этом случае вращается заготовка со скоростью резания V, мм/мин, определяемой зависимостью:
V= (π • d • n) /1000
где d - диаметр обрабатываемой поверхности заготовки, мм; n - частота вращения заготовки(шпинделя станка), об/мин.
Подача задается в миллиметрах на оборот заготовки S, мм/об) и осуществляется параллельно образующей обработанной поверхности при обточке и расточке или в направлении, перпендикулярном к оси вращения шпинделя пир подрезке торцов.
Геометрические параметры режущего инструмента показаны на рис.8.1. 
Рис.8.1.
Принятая система координат: геометрическая ось резца параллельна оси у (по нормали к обработанной поверхности). Нижняя опорная плоскость резца совмещена с плоскостью ХОУ. Ось вращения заготовки параллельна оси ОХ.
φ —главный угол в плане - угол в основной плоскости между проекцией на неё вектора скорости подачи VS и проекцией главной режущей кромки;
φ 1 - вспомогательный угол на плане - угол в основной плоскости между проекциями на неё вспомогательной режущей кромки и направлением проекции вектора подачи;
λ- угол наклона главной режущей кромки и плоскостью, проходящей через вершину резца параллельно основной плоскости (положительный, если вершина резца - самая низшая точка главной режущей кромки над основной плоскостью);
γ- главный передний угол - угол в главной секущей плоскости между линиями пересечения её с передней поверхностью и горизонтальной плоскостью;
α - главный задний угол - угол в главной секущей плоскости между линиями пресечения её с главной задней поверхностью;
ρ - радиус закругления вершины резца.
1.4. Основные способы установки заготовок на токарном станке.
Обычно используется один из трех методов установки заготовки на токарном станке: в патроне, в центрах, В патроне с подпором задним центром. Условно на представленных эскизах эти способы установки заготовок обозначаются следующим образом (рис. 1.3).
Установка заготовки в токарном патроне (чаще всего, трехкулачковом , самоцентрирующем)- самый универсальный способ установки ,позволяющий вести обточку поверхностей, расточку отверстий и обработку торцов. Применяется при обработке коротких деталей.
Установка в центрах - способ, позволяющий сохранить одни и те же установочные базы на самых различных операциях и поэтому повышающий
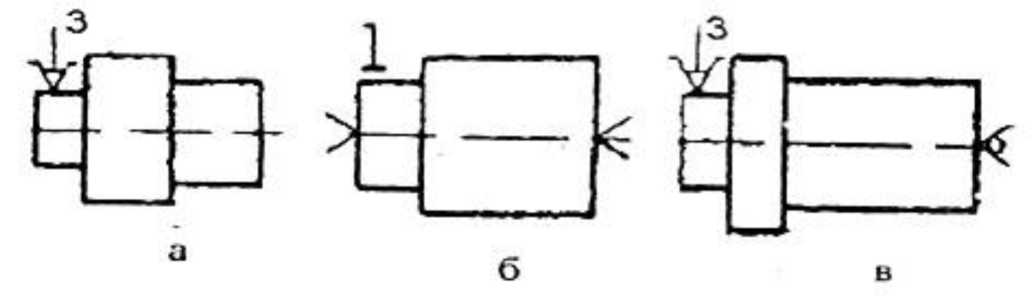
Рис.8.2.Способы установки заготовок на токарном станке: а-в патроне, б-в центрах; в - в патроне с подпором задним центром
точность изготовления детали. Для установки требуется введение специальной операции - центральной, т. е. операции обработки специальных конических отверстий. Удобнее всего эту операцию осуществлять одновременно с подрезкой торцов заготовки на специальных фрезерно-центровальных станках. При установке в центрах заготовка вращается или с помощью специального хомутика (используется поводковый патрон), или (значительно реже) с помощью рифленого переднего центра.
Установка в патроне с подпором задним центром применяется при обработке валов малой жёсткости (с большим отношением длинны вала к его диаметру).
1.5 . Классификация основных видов обработки наружных цилиндрических поверхностей.
Классификация методов обработки наружных цилиндрических поверхностей показана на рис.8.3. На рисунке перечислены все возможные методы обработки, сущность которых можно узнать по литературным источникам ,указаны значения предельной точности обработки по каждому методу - квалитеты точности (вверху рамки) и параметр шероховатости Rа, мкм (внизу рамки). Квалитеты точности указаны для деталей из конструкционных сталей. Для деталей из чугуна и цветных сплавов допуск на размер можно принимать на один квалитет точнее [3].
1.6.Наладка заданной операции.
Бригада студентов получает у лаборанта заготовку, комплект инструментов и технологическую документацию (операционные карты). В текстовой технологической карте в графе «номер операции» указан номер лабораторной работы.
Студенты знакомятся с текстом технологической карты. Устанавливают, каким способом предлагается установить и закрепить заготовку, каким инструментом и на каких режимах вести обработку.
Студенты знакомятся с системой управления станком. Заготовка и необходимый инструмент устанавливаются и крепятся на станке.
С помощью органов управления станком, по его паспортным данным (оп таблицам, укрепленным на станке) производится наладка кинематических цепей станка для осуществления указанных в технологической карте режимов.
Рис.8.3.
Выполнение заданной операции.
Под руководством лаборанта резец устанавливается «на стружку». Протачивается и измеряется поясок детали. Вносится корректировка в наладку резца и производится обработка заданной поверхности заготовки.
Останавливается станок. Открепляется и снимается со станка обработанная деталь и режущий инструмент. Механизмы станка возвращаются в исходное положение.
Производится измерение размеров обработанной поверхности.
Подготовка отчета о работе.
Отчет включает конспективную запись теоретических вопросов, схему управления механизмами станка и копию выданной технологической документации (на соответствующих стандартных бланках).
Практическая работа №8.2. Обработка металлов осевым режущим инструментом
Цель работы и её содержание
2.1. Повторить и знать:
Осевой режущий инструмент и особенности его работы;
Геометрию заточки спирального сверла;
Основные виды работ, выполняемых на сверлильных станках;
Общее устройство вертикально-сверлильного станка;
Классификацию металлорежущих станков.
. Ознакомиться с выданной технологической документацией.
Ознакомиться с механизмами управления сверлильным станком
Наладить кинематические цепи станка. Установить заготовку.
Используя сверло, зенкер и развертку, обработать заданное отверстие.
Привести станок и рабочее место в исходное состояние (убрать стружку, снять заготовку, механизмы станка установить в положение, соответствующее началу работы).
Подготовить отчет о работе.
2.2. Осевой режущий инструмент и особенности его работы.
Такие режущие инструменты, как сверла, зенкеры и развертки, объединяются в одну группу, называемую осевым режущим инструментом. Одной из особенностей осевого режущего инструмента является то, что его не нужно настраивать на размер (устанавливать на стружку) перед рабочим ходом. Размер и форма обрабатываемой поверхности определяется геометрическими размерами инструмента, вследствие чего эти инструменты называются «мерными».
Точность обработки заготовки с использованием осевого инструмента практически не зависит от установленного режима резания.
Режим резания определяет в основном качество обработанной поверхности и, в первую очередь, её шероховатость.
Обрабатываемая поверхность формируется в результате сложения двух движений: вращательного (главного движения) и поступательного вдоль оси инструмента (движение подачи). Во всех случаях процесс резания осуществляется коническая торцевая поверхность инструмента. В зависимости от назначения инструмента она выполняется с различным углом конуса. У сверл конус при вершине примерно 120 о, а у развертки от 3 до 50.
Главное движение резания может осуществляться как за счёт вращения инструмента (на станках сверлильной группы), так и за счет вращения заготовки (на станках токарной группы).
Параметры процесса резания при сверлении и зенкеровании схематически показаны на рис. 2.1.
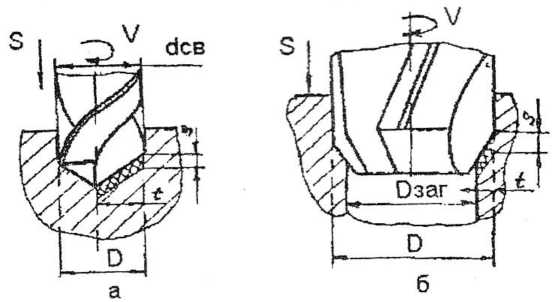
Рис.8.4. Параметры процесса резания: а - при сверлении; б - при зенкеровании.
При обработке осевым инструментом, особенно сверлами, процесс стружкообразования протекает в стесненных условиях, поэтому отвод стружки и охлаждение зоны резания имеют большое значение. Перечисленные режущие инструменты предназначены для разных работ. Сверло и осуществляемый им процесс сверления - основной технологический способ образования отверстия в сплошном металле. В случае сверления глубина резания X равна половине просверленного отверстия (практически из-за неравномерности усилий резания, действующих на каждую режущую кромку спирального сверла: наблюдается «разбивка отверстия»).
Зенкерование - это процесс доработки раннее обработанного отверстия, просверленного или полученного в стадии изготовления исходной заготовки при её отливке или штамповке.
Зенкер срезает значительно меньший по толщине слой металла, т. е. при зенкеровании образуется меньше стружки, поэтому нужно меньше места для её отвода, что позволяет использовать зенкер с 3 - 6 зубьями. За счёт этого уменьшается нагрузка, приходящаяся на каждый зуб, и поэтому повышается качество обработки.
Развертывание - обычно процесс, завершающий обработку отверстия точного размера с малой шероховатостью. Глубина резания при развертывании невелика: 0,1 - 0,4 мм.
2.3. Геометрия заточки спирального сверла.
На производстве используют самые разные конструкции сверл: перовые, с прямыми канавками, спиральные, для глубокого сверления центровочные.
Наибольшее распространение получили спиральные сверла, как наиболее универсальные, при использовании которых наиболее удачно решается вопрос отвода из зоны резания стружки, осуществляемый спиральной канавкой.
Геометрия заточки обычного спирального сверла показана на рис. 2.2.
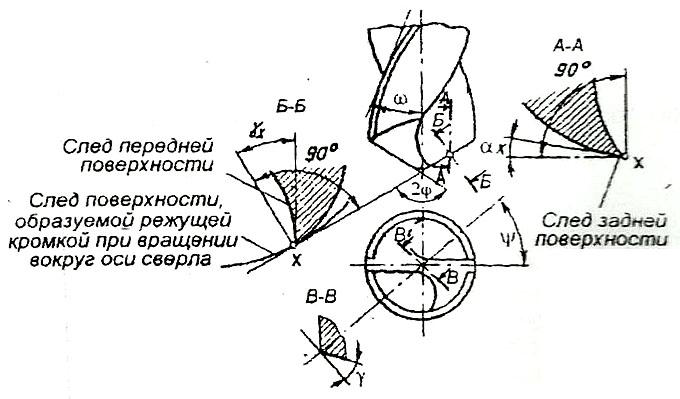
Рис.8.5 Геометрия заточки спирального сверла: ω- угол наклона винтовой канавки к оси сверла (10 - 450); ψ- угол наклона поперечной кромки (острый угол между проекциями поперечной и режущих кромок на плоскость, перпендикулярную оси сверла; ψ = 50 - 550); 2φ - угол при вершине сверла (угол между главными режущими кромками сверла);
2φ = 116 - 1250 - при обработке стали и чугуна;
2φ = 130 - 1400 - при обработке меди, алюминия и их сплавов.
2.3. Основные виды работ, выполняемых на сверлильных санках.
Сверлильные станки предназначены для сверления отверстий, нарезания резьбы метчиками, растачивания отверстий и некоторых других работ. Основные виды работ, выполняемых на сверлильных станках, показаны схематично на рис.8.6.
На рис.8.6а показан наиболее часто встречающийся вид обработки - сверление отверстия в сплошном металле на проход.
На рис.8.6б отражает тоже довольно часто встречающийся случай сверления неглубокого отверстия.
Более рационально расточку отверстия вести зенкером, как показано на рис.8.6г.
Окончательную обработку точного отверстия ведут разверткой. Рис 8.6д и 8.6е показывают случаи доработки цилиндрического и конического отверстий.
Иногда на сверлильных станках обрабатывают плоские поверхности. Обычно это торцевые поверхности отверстий, часто обработанных на этом же станке за один установ, причем требуется выдержать перпендикулярность оси отверстия к обрабатываемой плоскости. Случай такой обработки показан на рис.8.6ж.
Если требуется обработать систему соосных отверстий (например, под болты с внутренней шестигранной головкой), то используют специальный зенкер с направляющим хвостовиком (рис.8.6и) или обрабатывают фаску одним комбинированным инструментом (рис.8.6к).
Особое место в обработке отверстий занимает операция (или технологический переход) нарезания резьбы. Так как при нарезании резьбы метчиком подача должна быть строго определена и равна шагу нарезаемой резьбы, то на этом переходе применяются специальные резьбонарезные патроны, обеспечивающие некоторую величину свободного хода инструмента (подача обеспечивается самим режущим инструментом - метчиком, станок только обеспечивает выполнение основного движения - вращения инструмента) (рис.8.6,л).
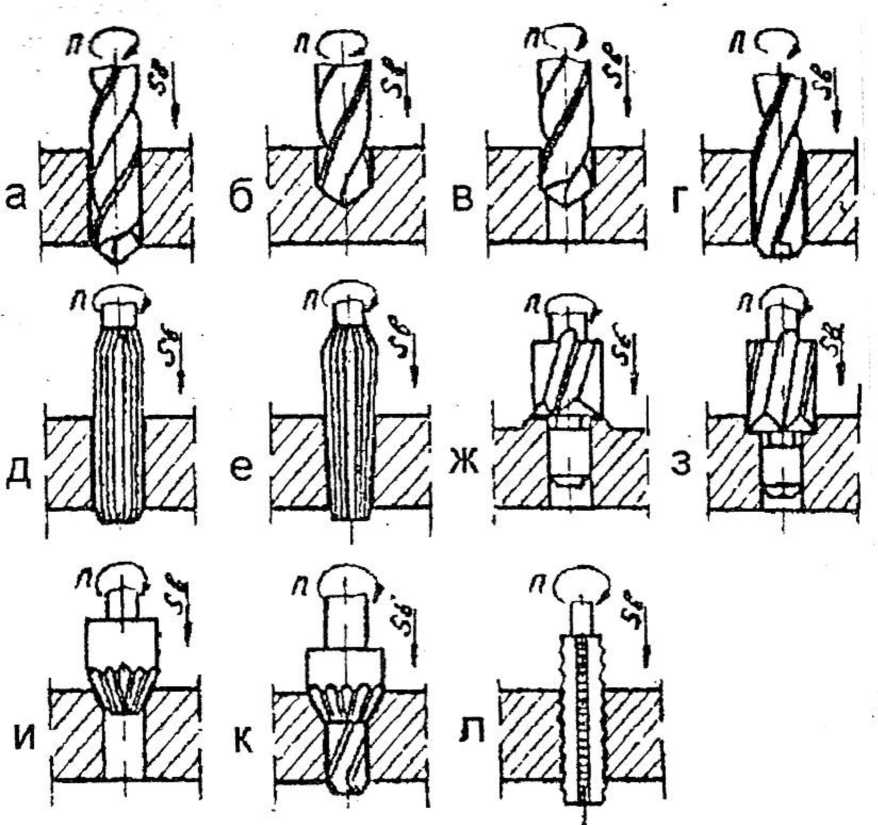
Рис.8.6. Основные виды работ, выполняемых на сверлильных станках.
2.4.Общее устройство сверлильного станка. Наиболее часто встречаются следующие разновидности сверлильных станков: одношпиндельные настольные; вертикально-сверлильные (основной наиболее распространенный тип станков); радиально-сверлильные, используемые при обработке крупногабаритных заготовок, многошпиндельные сверлильные (чаще всего специальные) и др.
Общее устройство вертикально-сверлильного станка модели 2Н135 показано на рис.8.7.
Основные части станка размещены на станине 1, которая имеет вертикальные направляющие. По ним перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2.
Управление коробками скоростей и подач рукоятками 4, ручная подача - штурвалом 5. Глубину просверленного отверстия контролируют по лимбу 6. В нише станины размещены электрооборудования и противовес. В некоторых станках электрооборудование выносится в отдельный шкаф 12. Фундаментальная плита 11 служит опорой станка. Стол 9 перемещается до направляющих с помощью винтового охлаждающая жидкость подается электро насосом по шлангу 8.
Рис.8.7.Вертикально сверлильный станок.
2.5.Классификация металлорежущих станков.
Металлорежущий станок - машина для обработки заготовок в основном путем снятия стружки.
Модель станка обозначается тремя или четырьмя(часто с добавлением букв) цифрами.
Первая цифра указывает на группу, к которой принадлежит станок. В зависимости от вида обработки все металлорежущие станки делят на десять групп: 1 - токарные; 2 - сверлильные и расточные; 3 - шлифовальные, полировальные, доводочные, заточные; 4- электрофизические,
электрохимические; 5 - зубо- и резьбообрабатывающие; 6 - фрезерные; 7 - строгальные, долбежные, протяжные; 8 - разрезные(отрезные, работающие резцом, ленточнопильные, отрезные с дисковой пилой и т. д.); 9 - разные (для испытания инструментов, делительные машины, балансировочные).
Вторая цифра обозначает тип станка (например, в 6-ой группе выделяют типы: 0 - барабанно - фрезерные; 1 - вертикально-фрезерные и т. д.).
Последующие цифры указывает на один из параметров станка. Буквы внутри цифр указывает на модернизацию станка. Так модели 2Н135 расшифровывается: 2 - сверлильный; Н - модернизированный; 1 - вертикально- сверлильный; 35 - максимальный диаметр сверления 35мм.
Буквы в конце цифровой части означают модификацию базовой модели, класс точности станка или его особенности.
Различают 5 классов точности станков, которые обозначаются буквами: Н - нормальной; П - повышенной; В - высокой; А - особенно высокой; С - особо точные станки.
Например, станок модели 16А20П - токарно-винторезный станок повышенной точности.
Для станков с ЧПУ вносят обозначения: Ф - станок имеет числовое программное управление, а цифра, после буквы указывает, какая система ЧПУ применяется;(Ф1 - с цифровой индексаций положения, а также с предварительным набором координат;Ф2 - с позиционной системой ЧПУ; Ф3 - с контурной системой ЧПУ; Ф4 - с комбинированной системой ЧПУ). Буква Ц - станок с цикловым управлением. Буква М - у станка есть магазин с инструментами. Например, станок 2202ВМФ4 - многоцелевой (сверлильнофрезерно-расточной) горизонтальный станок высокой точности с инструментальным магазином и комбинированной системой ЧПУ.
Выполнение работы.
Ознакомится с выданной технологической документацией.
Ознакомиться с системой управления станком, на котором будет обрабатываться заготовка.
Установить и закрепить заготовку. Выбрать необходимый режущий инструмент, наладить кинематические цепи станка для выполнения первого перехода.
Просверлить отверстие.
Произвести подналадку станка для второго перехода и зенкеровать отверстие. Произвести подналадку станка для выполнения третьего перехода. Развернуть отверстие.
Привести станок в исходное положение, убрать стружку.
Подготовить отчет о работе.
Практическая работа №8.3 Строгание плоскостей
Цель работы и её содержание
Повторить и знать:
Формирование линейчатых поверхностей при строгании и долблении;
Общее устройство поперечно-строгательного станка;
Единичное производство и его особенности;
Метод индивидуального получения заданных размеров.
Ознакомится с выданной технологической документацией.
Ознакомится с системой управления станком.
Наладить кинематическую цепь станка. Установить и закрепить инструмент и заготовку. Предъявить наладку станка лаборанту.
Выполнить заданную операцию.
Убрать станок и привести рабочее место в исходное состояние.
Подготовить отчет.
8.3.1. Формирование линейчатых поверхностей при строгании и долблении;
Строгание и долбление - наиболее универсальный и простой метод обработки плоских поверхностей, пазов, уступов, канавок, а также поверхностей сложной формы, образованных прямыми линиями, параллельными в пространстве.
Особенность построения поверхности позволяет их формировать при одном поступательном движении инструмента, вершина которого при своем поступательном перемещении имитирует прямую - составляющую линейчатой поверхности.
Обработанная поверхность формируется в результате двух чередующихся перемещений: поступательного, воспроизводящего в пространстве
формообразующую линию (главное движение) и поступательного периодического перемещения главной режущей кромки, определяющего положение производящей линии в пространстве (движение периодической подачи). Главная особенность строгания и долбления заключается в том, что главное движение и движение подачи никогда не осуществляется одновременно.
Рабочий ход (поступательное перемещение инструмента или заготовки) осуществляется всегда в одну сторону, что дает основание ввести понятие «подача на двойной ход» S(мм/дв. ход). За рабочим ходом инструмента всегда следует холостой ход, в течении которого инструмент охлаждается, зато каждый рабочий ход начинается с удара, что требует усиления вершины и главной режущей кромки инструмента.
При строгании и долблении в качестве режущего инструмента используются резцы, подобные обычным токарным резцам, но из-за ударного характера нагрузки угол наклона главной режущей кромки всегда положительный (примерно Х=20°), а передний угол у у строгальных резцов делается меньше на 5-100 меньше, чем у токарных.
Общее устройство поперечно-строгательного станка;
Общее устройство поперечно-строгательного станка показано на рис.8.8.
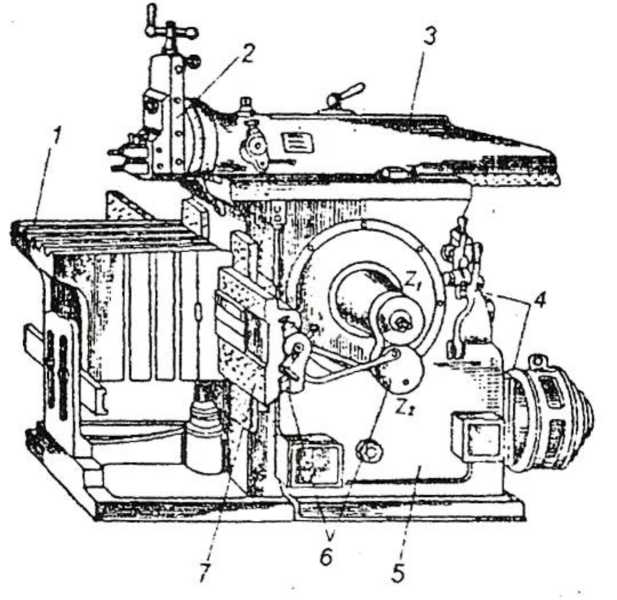
Рис. 8.8. Узлы поперечно-строгального станка.
По верхним направляющим станины 5 движется возвратно-поступательный ползун 3, осуществляя главное движение. На переднем конце (головке)ползуна укреплен суппорт 2, несущей резец.
По вертикальным направляющим станины можно вручную перемещать поперечину 7, по которой в горизонтальном направлении перемещается стол 1, осуществляющий движение подачи.
Ползун 3 получает возвратно-поступательное движение от электродвигателя либо через коробку скоростей и механизм, качающий кулисы, либо через гидравлический привод.
Выпускаемые модели строгальных станков делятся на продольно-строгальные (главное движение - поступательное перемещение заготовки, установленной на столе станка) и поперечно-строгального (главное движение осуществляет резец, установленный в суппорте станка). Главное движение осуществляется за счет перемещения инструмента и у долбежных станков.
Поперечно строгальные станки всех размеров изготовляют с механическим приводом главного движения, а станки с ходом ползуна 700 и 1000 мм - также и с гидравлическим приводом.
Станки имеют автоматические подачи стола и резцового суппорта (резцовой суппорт иногда перемещают вручную).
Суппорт станка (рис.8.9) состоит из поворотной части 6, салазок 5, получающих вертикальное перемещение через ходовой винт 4, резцовой каретки 3 и откидной доски (подушки) 2, на которой крепится резцедержатель 1 (откидная доска необходима для того, чтобы во время холостого хода инструмент не царапал обработанную поверхность, деформируя её и дополнительно изнашиваясь).
Рис.8.9.Супорт поперечно - строгательного станка
На рис.8.10. показана диаграмма скорости ползуна при приводе его от качающейся кулисы.
Электродвигатель станка с постоянной скоростью вращает кривошипное колесо (кулисные диски), на пальце которого закреплена ползунка, свободно перемещающаяся по пазу кулисы, которая верхним концом шарнирно соединена с ползуном. Совершая качательное движение, кулиса сообщает ползуну возвратно-поступательное перемещение.
На основании схемы кулисного механизма (рис.3.3) можно сделать два важных вывода: при вращении кривошипного колеса ползун станка перемещается с переменной скоростью, и второе- скорость рабочего хода меньше скорости холостого, так как время рабочего хода Тр меньше времени холостого хода Тх.
Рис.8.10. Схема кулисного механизма станка.
8.3.4. Единичное производство и его особенности;
Единичное производство характеризуется широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом их выпуска (причем, под объемам выпуска подразумевается количество изделий данного наименования, типоразмера и исполнения, изготовляемых на предприятии в течении промежутка времени, обычно в течении года).
При единичном производстве количество выпускаемых изделий и размер партии заготовок определенного типоразмера, запускаемых в производство, исчисляется, для крупных изделий штуками, а для мелких и малотрудоемких - десятками штук.
Повторные заказы на выпуск изделий данной номенклатуры не предполагается , поэтому в цехах единичного производства нельзя за ранее планировать расстановку и даже подбор оборудования, соответствующий интересам обработки каждой конкретной заготовки.
Экономически не целесообразно приобретать или изготовлять специальную оснастку или оборудование, Технологию изготовления изделий следует построить так, чтобы её осуществление стало возможным с использованием имеющегося на производстве оборудования и оснастки, т. е. наиболее универсальным способом.
В большинстве случаев исходные заготовки будут изготовлены тоже наиболее универсальным способом и по своим размерам и конфигурации могу существенно отличаться от готовой детали.
Для выпуска продукции рабочие должны иметь высокую квалификацию, позволяющую им принимать технические решения самостоятельно, исходя из конкретных особенностей производимой продукции.
8.3.5. Метод индивидуального получения заданных размеров.
Наладкой (настройкой) технологической операции называется (по ГОСТ 3.1109-82) процесс подготовки технологического оборудования и технологической оснастки к выполнению данной операции.
Совершенно очевидно, что для выполнения заданной операции прежде всего должен быть подготовлен станок, подобрана и установлена на соответствующая технологическая оснастка, выбраны и доставлены к рабочему месту соответствующие исходные заготовки. В случае, если продукция выпускается в условиях единичного производства, то всё это проделывается перед началом обработки, запущенной в производство партии изделий (этот подготовительный этап при серийном и массовом производстве будет рассмотрен для выполнения других работ).
Для ряда операций перед их выполнением производится наладка кинематических цепей (например, при нарезании зубчатых венцов методом обкатки).
Завершается настройка станка установкой режущего инструмента в положение, соответствующее началу рабочего хода: установка инструмента на «стружку».
Для этого в единичном производстве широко применяют метод индивидуального получения заданных размеров. Этот метод состоит в том, что при обработке каждой поверхности заготовки инструмент выставляется в нужное положение отдельно.
Если на предыдущем перехода этой же операции обрабатывалась поверхность, связанная с поверхностью, подлежащей обработке, определенными размерами, то инструмент в требуемое положение может быть помещен, используя нониусы станка.
Если осуществляется первый переход операции, то рекомендуется сначала подвести вершину инструмента к обрабатываемой поверхности и после этого установить его на глубину резания по нониусу станка. При этом трудно добиться высокой точности выполнения размера, поэтому при обработке точных поверхностей (требуется выдержать размер с жестким допуском) установку на размер производят снятием «пробных стружек» (или пробных проходов). Инструмент выставляется по нониусу на заведомо меньшую глубину резания, делается один рабочий ход (или часть рабочего хода), обработанная поверхность измеряется, подсчитывается поправка на размер, которая и осуществляется перемещением инструмента по нониусу станка или используется специальная индикаторная настройка. После этого делается ещё один проход и так далее до получения требуемого размера.
Способ этот достаточно трудоемкий, требует высокой квалификации исполнителя, но позволяет получить заданный размер в требуемых пределах.
Выполнение работы.
Наладка заданной операции, выполнение задания и подготовка отчета по методичке.
Практическая работа № 8.4 Обработка на сверлильных станках системы отверстий
Цель работы и её содержание
Повторить и знать
Классификацию основных видов обработки внутренних поверхностей Настройка станка по разметке
Методы выполнения слесарной операции по разметке Серийное производство и его особенности Станочные приспособления
Произвести разметку заготовки согласно выданному эскизу.
Ознакомиться с выданной технологической документацией.
Наладить кинематические цепи станка.
Установить и закрепить заготовку для сверления отверстия по разметке. Просверлить отверстие.
Установить заготовку в кондукторное приспособление. Просверлить отверстие.
Привести станок в исходное состояние. Убрать рабочее место.
Классификацию основных видов обработки внутренних поверхностей.
Внутренние цилиндрические поверхности (отверстия) встречаются у большинства деталей классов 71-76 как у тел вращения, так и у не тел вращения.
Обрабатываются отверстия на станках токарной группы, на станках сверлильной группы, на протяжных станках и дообрабатываются на станках, работающих абразивным инструментом.
В таблице на рис.8.11 приведены методы обработки отверстий, указаны значения достижимой точности обработки (квалитеты точности указаны в верхней полвины таблицы), получаемая шероховатость поверхности Rа, мкм (в нижней половине рамки).
4.3. Настройка станка по разметке.
Разметкой называется контур детали, нанесенный на поверхность заготовки. При разметке на поверхность заготовки наносятся осевые линии, опорные точки и контур детали. Опорные точки (центры отверстий) помечаются специальным образом - накерниваются, т. е. на поверхности заготовки специальным инструментом наносится коническое углубление.
Установка по разметке относится к методу индивидуального получения заданных размеров.
Разметочная сетка позволяет выставить заготовку на станке в нужное положение: направление вектора движения подачи совпадает с соответствующим направлением разметочных линий.
Режущий инструмент перед началом рабочего хода подводится так, чтобы его режущие кромки или вершина касались соответствующей разметочной линии или вершина касались соответствующей разметочной линии или опорной точки.
Рис.8.11
Сверла при обработке отверстия удобно выставлять по накрененным отверстиям (при обработке отверстия перед сверлением его рекомендуется зацентрировать специальным центровочным сверлом, которое выставляется по разметке).
4.4. Слесарная операция разметки.
Разметкой называется перенесение с чертежа на обрабатываемую поверхность заготовки размеров детали в виде линии и точек, указывающих границы обработки. В зависимости от формы детали производится плоскостная или пространственная разметка. При плоскостной разметке линии и точки наносится только на одной плоскости, а при пространственной - на нескольких пересекающихся плоскостях. Точность разметки колеблется в пределах 0,25 - 0,5мм.
Разметку выполняют на разметочных плитах, которые рекомендуется на кирпичном фундаменте или на устойчивом столе.
Цилиндрические детали (валы, втулки, диски) размечаются при помощи призмы. При разметке могут применяться клиновые или регулируемые прокладки, угольники, струбцины и другие приспособления, позволяющие встать на плите заготовку в нужное (удобное для выполнения разметки) положение.
Линии (рисунки) при разметке наносят чертилкой или наконечником штангенреймуса. Для нанесения дуг и окружностей применяется специальный разметочный циркуль, рабочий наконечник которого закаливается и затачивается.
Опорные (узловые) точки дополнительно фиксируются специальным инструментом - кернером (рис.8.12.) .
Кернер изготовляется из калящей стали. Конец инструмента затачивается под угол 600. Ударная часть инструмента делается сферической формы и также подвергается закалке.
При разметке используются и другие обычные измерительные инструменты: линейка, угольники, транспортиры, лекала.
В серийном производстве разметка может производиться с использованием специально изготовленных шаблонов.
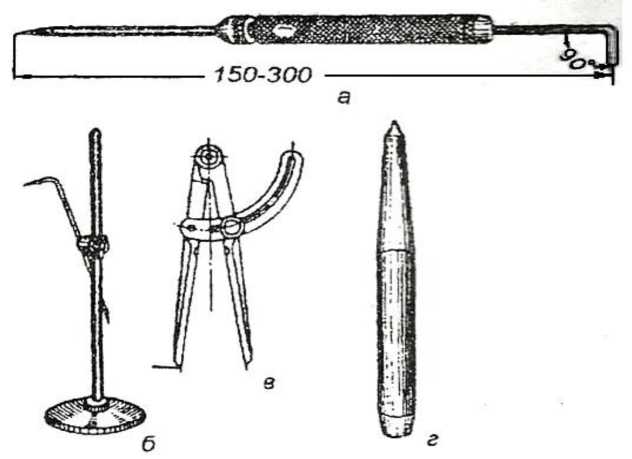
Рис .8.12. инструмент для размети: а - чертилка ; б - рейсмус с чертилкой; в - разметочный циркуль; г – кернер.
Поверхность, предназначенная для разметки, окрашивается раствором медного купороса или раствором мела с каким-либо клеем.
При разметке по чертежу вначале наносятся осевые линии, затем все горизонтальные и вертикальные, после чего наносят наклонные линии и окружности. После нанесения линий узловые точки накернивают.
4.5. Серийное производство и его особенности.
Производства Серийное производство - самый распространённый тип производства, по которому работает приблизительно 75 - 80 % всех машиностроительных предприятий. По мере развития рыночной экономики можно ожидать увеличения доли серийного производства как наиболее гибкой формы к изменению спроса.
Серийное производство характерно тем, что в производство запускается партия или серия изделий, причем предусматривается повторный запуск изделий.
Производственная партия - это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени.
Серия - это общее количество изделий определенного наименования, типоразмера и исполнения, изготовляемых или ремонтируемых по неизменной конструкторской документации.
В зависимости от объема партии и сложности выпускаемых изделий различают мелкосерийное, среднесерийное и крупносерийное производство.
Так как объем выпуска продукции при серийном производстве колеблется от десятка до сотен тысяч регулярно повторяющихся изделий, то становится возможным и целесообразным применять специальное оборудование и оснастку.
Причем и к оборудованию м к оснастке предъявляется одно требование: они должны быть по возможности легко и быстро переналаживаемыми и позволять вести обработку сравнительно большого наименования типоразмеров деталей.
Этому требованию в наибольшей степени соответствуют станки с ЧПУ.
При серийном производстве (при крупно серийном обязательно) разрабатывается пооперационная технология, согласно которой и производится наладка оборудования и оснастки.
Станки стараются разместить так, чтобы можно было организовать переменно-поточное производство, сократив длину межоперационных перемещений заготовок.
При серийном производстве рационально создавать роботизированные участки или даже производственные комплексы.
4.6. Станочные приспособления.
Станочные приспособления относятся к технологической оснастке. Под технологической оснасткой (ГОСТ 3.1109-82) помают средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса.
Станочные приспособления принимают для установки и закрепления заготовки на станке (иногда приспособлениями являются устройства, призванные установить на станке режущий инструмент, например, многошпиндельные сверлильные головки, устанавливаемые на сверлильных станках и превращающие обычный сверлильный станок в многошпиндельный).
Приспособления устанавливаются на станке не только для придания обрабатываемой заготовке определенного, нужного для обработки положения относительно станины станка, но и для закрепления заготовки в такой степени, чтобы обеспечить её неподвижное положение при приложении к ней сил резания.
В зависимости от степени механизации все приспособления делятся на ручные, механические, автоматические и полуавтоматические. Привод зажимных устройств очень часто делается пневматическим или гидравлическим (на станках, оборудованных гидравлическим приводом).
По степени унификации и стандартизации различают несколько разновидностей приспособлений. Рассмотрим две из них: приспособления универсальные и приспособления специальные. Универсальные приспособления позволяют установить и закрепить на станке большее количество типоразмеров заготовок.
К таким приспособлением можно отнести трехкулачковый самоцентрирующий патрон, устанавливаемый на токарном станке.
Специальные приспособления предназначены для установки и крепления лишь одного типоразмера заготовок на определенной операции. Например, специальным контурным приспособлением является и приспособление для сверления отверстия, используемое при выполнении настоящей лабораторной работы.
Это приспособление позволяет отказаться от выполнения операции разметки и значительно быстрее и более точно установить заготовку. Деталь этого приспособления - кондукторная втулка - не только центрирует, но и направляет режущий инструмент - сверло, за счет чего существенно повышается точность формы обработки отверстия.
Особое место при серийном производстве занимают легко переналаживаемые приспособления, в том числе разборно-сборные.
При запуске в производство партии заготовок это приспособление налаживается соответствующим образом.
4.7.Разметка заготовки.
Студентам выдаются две заготовки: одна из них уже подготовлена для выполнения операции разметки (поверхность заготовки покрыта краской и просушена) и заготовка без покрытия.
Последнюю заготовку студенты подготавливают к покрытию краской (протирают и если надо, промывают), после чего покрывают краской и отдают лаборанту для просушки.
На второй заготовке прочерчиваются согласно выбранному эскизу осевые линии и накерниваются центровые отверстия. Наладка станка и обработка заданных поверхностей.
На станке устанавливаются частота вращения шпинделя и подача, соответствующая выданной студентам технологической карте. Устанавливается в шпиндель станка сверло.
На стол станка устанавливается по разметке и крепится заготовка. Просверливается первое отверстие.
Заготовка устанавливается в приспособление, которое устанавливается и крепится на станке, и обрабатывается второе отверстие.
Станок приводится в исходное положение.
Сметается со станка и убирается в ящик стружка.
Подготовка отчета по работе
Отчет включает конспективную запись теоретической части работы, копию выданной технологической документации, описывается операция разметки.
Практическая работа № 8.5 Фрезерование плоскостей
Цель работы и её содержание
Повторить и узнать
Формообразование поверхностей на фрезерном станке. Основные виды фрезерных работ. Геометрические заточки фрезы. Общее устройство фрезерного станка.
Классификация основных видов обработки плоских поверхностей
Ознакомится с выданной технологической документацией
Ознакомится с общим устройством станка, на котором будет выполняться операция
Наладить кинематические цепи станка. Установить и закрепить заготовку, установить фрезу.
Обработать заготовка согласно технологическому процессу
Привести станок и рабочее место в исходное состояние.
Подготовить отчет о работе.
Формообразование поверхностей на фрезерном станке
Процесс фрезерования основан на сочетаниях двух одновременно действующих равномерных движений - вращательного (фрезы) и поступательного (реже вращательного) заготовки. При фрезеровании вращательное движение фрезы считается главным, и линейная скорость вращения фрезы оценивается как скорость резания. Движение заготовки является движение подачи. У станков большинства типов оно поступательное и только у некоторых - вращательное (например, у барабанно-фрезерных станков)
Скорость резания (м/мин) устанавливается по точкам наружного диаметра фрезы:
V=( π •Dф • n) / 1000
где n - частота вращения фрезы, об/мин:
Dф - наружный диаметр фрезы мм.
Движение подачи Sz при назначении режимов резания задается количеством миллиметров на зуб фрезы (мм/зуб). Фрезерные станки имеют привод движения подачи от независимого двигателя, поэтому в паспорте станка указываются значение минутной подачи, мм/мин:
S = Sz . z . n
где z - число зубьев фрезы;
n - частота вращения фрезы, об/мин.
Режущие лезвия зубьев вращающейся фрезы за время одного оборота, как правило, находятся с обрабатываемой заготовкой только на некоторой части оборота, а остальная часть проходит не совершая работы. Период времени, в течении которого режущее лезвие контактирует с обрабатываемой заготовкой, называется рабочим циклом, а соответствующий угол поворота фрезы - углом контакта.
На протяжении рабочего цикла направление главного движения меняется. Условия резания в каждой точке траектории определяется сочетанием главного движения реза и движением подачи. При фрезеровании устанавливаются следующие определения параметров процесса:
t - глубина фрезерования, мм - это кратчайшее расстояние между поверхностью, в которой лежат все точки конца контакта зуба фрезы с заготовкой и поверхностью, в которой лежат все точки конца контакта, т. е. глубина фрезерования всегда измеряется в плоскости вращения фрезы (т.е. в
плоскости вращения фрезы).
В - ширина фрезерования, мм - это размер заготовки, измеренный в плоскости, расположенной вдоль фрезы, перпендикулярно оси фрезерования.
Основные виды фрезерных работ.
На фрезерных станках обрабатывается главным образом плоские поверхности и сочетания плоски поверхностей. Могут обрабатываться и поверхности сложной геометрической формы, включая поверхности зубьев зубчатых колес, однако обработку таких поверхностей удобнее и точнее вести на спец. стоках.
Примеры работ, выполняемых на фрезерных станках, показаны на рис. 8.13.
Рис.8.13, а показывает случай обработки плоскостей фрезой (ось вращения параллельна обрабатываемой поверхности) на горизонтально-фрезерном станке.
Обработка точных пазов может производиться дисковыми пазовыми фрезами на горизонтально-фрезерных станках (рис.8.13.д). Пазовая фреза имеет шлифовальные торцы и обрабатывает пазы с достаточно высокой точностью. На рис.8.13, е показана дисковая прорезная фреза, которая используется для отрезки заготовок и фрезеровании неточных пазов малой ширины.
Наибольшую производительность при фрезеровании плоскостей удается получить, обрабатывая их на вертикально-фрезерных станках торцевыми фрезами (ось вращения фрезы перпендикулярна к обрабатываемой плоскости), так как при этой схеме обработки наблюдаются наибольшая жёсткость системы СПИД (станок-приспособление-инструмент-деталь) что позволяет работать с большими режимами резания. Торцевые фрезы очень часто оснащают ножками (так называются вставные зубья фрезы), твердосплавными пластинами, что позволяет работать с высокой скоростью резания.
Неточные пазы относительно большей ширины, выступы и уступы можно обрабатывать дисковыми двусторонними (режущие кромки расположены на цилиндрической и одной торцевой поверхности фрезы) и трехсторонними (режущие кромки имеются на двух торцах) фрезами на горизонтально-фрезерных станках.
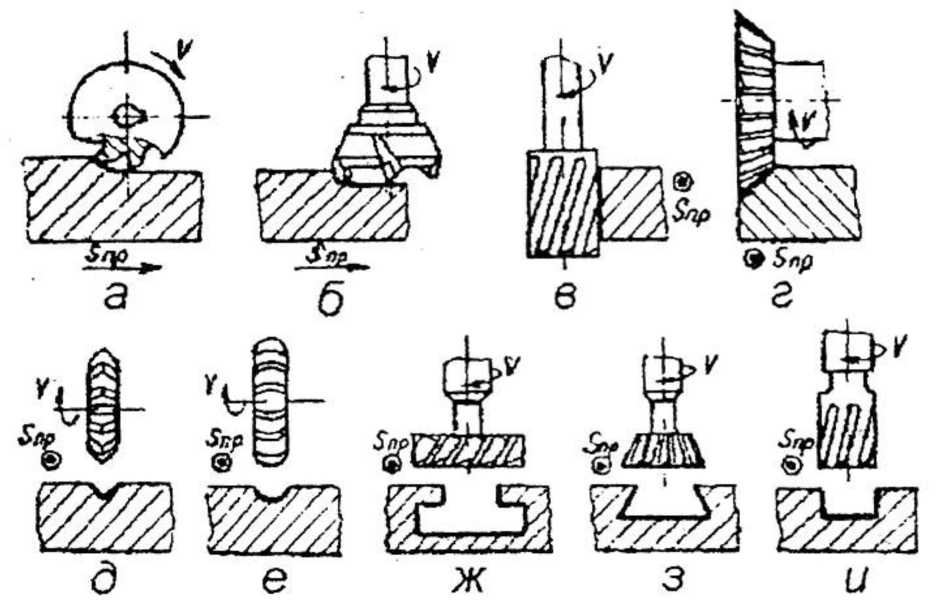
Рис.8.13 Примеры работ, выполняемых на фрезерных станках.
Фрезы изготавливаются со вставными твердосплавными ножками, что позволят работать на высоких скоростях (рис 5.1,б). широко применяются на производстве концевые фрезы, оснащенные пластинами твердого сплава и быстрорежущей стали. Эти фрезы применяют при обработке пазов, уступов, наклонных плоскостей как на вертикально-так и на горизонтально-фрезерных станках (широко применяется станках с ЧПУ) (рис 5.1,г,ж,з,и)
Несколько реже применяются фрезы угловые, фрезы для обработки Т- образных пазов, фасонные фрезы, для обработки резьбы, зубчатых венцов и шлиц.
Геометрия заточки фрезы.
В качестве примера геометрии заточки фрезы рассмотрим заточка торцевой фрезы (рис. 8.14).
Зуб торцевой фрезы по своей геометрии напоминает резец с главным углом в плане φ. У большинства фрез φ=60-900. Вспомогательный угол на плане φ 1 уменьшает трение вспомогательной режущей кромки об образованную поверхность. Передний угол γ торцевой фрезы может быть положительным (γ=10-20°) и отрицательным (γ=-5...-15°). Задний угол α=10-250 служит для уменьшения трения зуба о поверхность резания. Угол наклона зуба ω =100.
Число зубьев фрезы и их диаметр колеблются в широких пределах зависимости от конструкции фрезы и материала её режущих зубьев. Так, например, торцевые фрезы из быстрорежущей стали (ГОСТ 9304-69) имеют наименьший диаметр Da = 630 мм при числе зубьев Z = 32.
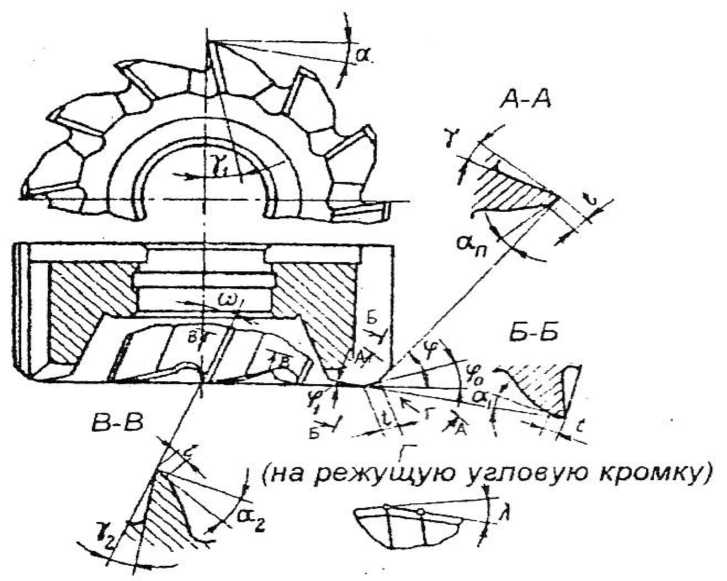
Рис.8.14. Геометрия заточки фрезы.
Число зубьев фрезы и их диаметр колеблются в широких пределах зависимости от конструкции фрезы и материала её режущих зубьев. Так, например, торцевые фрезы из быстрорежущей стали (ГОСТ 9304-69) имеют наименьший диаметр Da = 630 мм при числе зубьев Z = 32.
Общее устройство фрезерного станка.
Группа фрезерных станков довольно распространена на производстве. К этой группе относятся станки: консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные), вертикально-фрезерные бесконсольные, продольно-фрезерные (одно- и двухстрочные), фрезерные непрерывного действия (карусельные и барабанные), копировально-фрезерные, гравировально-фрезерные, специализированные и др.
В современных фрезерных станках применяют раздельные приводы главного движения и движения подачи, имеются механизмы ускоренного перемещения стола во всех направлениях, однорукояточное управление изменения скорости подач.
Станки называются консольными, потому что стол станка установлен на консоли, перемещающейся вверх по направляющим станины. У горизонтальнофрезерных станков ось шпинделя расположен горизонтально, у вертикальнофрезерных - вертикально.
В качестве примера конструкции фрезерного станка на рис.8.15 показан общий вид универсального консольно-фрезерного станка 66Р82.
Рис.8.15. Универсальный консольно-фрезерный станок 6Р82.
1 - станина; 2,6 - кнопочная станция; 3 - коробка переключения скоростей; 4-электродвигатель главного движения; 5 - лимб частоты вращения шпинделя; 7-коробка скоростей (в корпусе станины); 8 - хобот; 9 - шпиндель; 10 - подвески; 11рукотка включения главной подачи; 12 - стол; 13 - поворотная часть; 14 - поперечные салазки; 15 - консоль; 16 - фундаментная плита; 17 - рукоятка переключения подач; 18 - лимб с величинами подач; 19 - механизм переключения подач; 20 - коробка подач.
Классификация основных видов обработки плоских поверхностей.
На рис.8.16 изображена схема, иллюстрирующая различные методы обработки плоских поверхностей заготовок. Внизу схемы, в рамках указаны достижимая при каждом методе точность обработки (квалитет точности) в верхней части рамки и получаемая при этом шероховатость поверхности Rа - в нижней половине рамки, мкм.
Выполнение работы.
Наладка операции.
На основании выданной технологической документации выбирается, устанавливается на станке необходимый режущий инструмент.
Студенты знакомятся с органами управления станком и производят его наладку с учетом директивных указаний технологической карты(настраиваются кинематические цепи станка).
Рис.8.16. Методы обработки плоских поверхностей.
Устанавливается и крепится обрабатываемая заготовка. Произведённая наладка станка предъявляется лаборанту и после его одобрения принимается к работе.
Реализация налаженной операции.
Фреза подводится к поверхности заготовки, устанавливается на указанную в операционной карте глубину резания, и обрабатывается плоскость заготовки. После завершения обработки станок приводится в исходное состояние и убирается стружка.
Выполнение работы.
Наладка операции.
На основании выданной технологической документации выбирается, устанавливается на станке необходимый режущий инструмент.
Студенты знакомятся с органами управления станком и производят его наладку с учетом директивных указаний технологической карты(настраиваются кинематические цепи станка).
Устанавливается и крепится обрабатываемая заготовка. Произведённая наладка станка предъявляется лаборанту и после его одобрения принимается к работе.
Реализация налаженной операции.
Фреза подводится к поверхности заготовки, устанавливается на указанную в операционной карте глубину резания, и обрабатывается плоскость заготовки. После завершения обработки станок приводится в исходное состояние и убирается стружка.
Подготовка отчета о работе.
Отчет включает конспективную запись теоретической части работы, копию технологической карты, эскиз-схему установки заготовки на станке (возможен аксонометрический рисунок).
Практическая работа №8.6 Нарезанее резьбы на токарном станке
Цель работы и её содержание.
Повторить и знать:
Винтовые поверхности и особенности их обработки;
Классификацию основных видов формообразования резьбы;
Типовые детали и механизмы металлорежущих станков;
Общее устройство токарно-винторезного станка.
2.Ознакомится с выданной технологической документацией.
3 Ознакомится с системой наладки и управления станком, на котором будет выполнятся лабораторная работа.
Наладить кинематические цепи станка. Установить и закрепить резец. Установить и закрепить заготовку.
Обработать выбранную заготовку. Привести станок и рабочее место в исходное состояние. Убрать стружку.
Составить отчет о работе.
Винтовые поверхности и особенности их обработки
Винтовые поверхности имеют большое распространение благодаря тому, что к этому виду поверхностей относятся всевозможные резьбы - вид соединения, встречающийся почти в каждой машине.
Винтовая поверхность - сложная поверхность, образуемая перемещением в пространстве линии, участвующей в двух движениях: вращением вокруг оси и поступательном перемещении вдоль этой оси.
Резьбы образуются в результате перемещения определенного плоского контура по поверхности цилиндра (цилиндрические резьбы) или по поверхности конуса (конические резьбы).
Обычная цилиндрическая резьба характеризуется рядом параметров: наружным и внутренним диаметрами (для удобства расчетов их заменяют условным средним диаметром резьбы), профилем впадины резьбы и шагом резьбы. Эти особенности накладывают свой отпечаток на процесс формообразования резьбы.
Резьбо-обрабатываюший инструмент должен быть спроектирован так, чтобы он обеспечил точность выполнения всех параметров резьбы.
Самым простым режущим инструментом является резец, который должен иметь профиль, соответствующий профилю впадины резьбы, установлен так, чтобы ось симметрии профиля инструмента была нормальна к направлению оси нарезаемой резьбы, вершина инструмента должна быть установлена на определенную глубину, (за несколько рабочих ходов резец должен переместиться на высоту резьбы). Помимо этого, резец должен перемещаться с подачей, равной шагу резьбы.
При других, более сложных методах обработки резьбы, инструмент может иметь более сложную форму. Например, резьбонарезная плашка является гайкой, сопрягаемой с резьбой нарезаемого болта, и отличается от нее наличием стружечных канавок, образующих режущие кромки, и высокой твердостью материала инструмента. При обработке резьбы этим инструментом ему необходимо сообщить только главное вращательное движение. Движение подачи может даже отсутствовать, (инструмент работает по принципу самозатягивания) или, если подача осуществляется механически, то она должна точно равняться шагу резьбы.
Классификация основных видов формообразования резьбы
Основные способы формообразования резьбовых поверхностей с указанием точности резьбы и параметров шероховатости (нижняя половина рамки показаны на схеме рис. 8.16.
Типовые детали и механизмы металлорежущих станков
Станина - корпусная деталь, служащая для монтажа всех основных частей станков. Она должна обеспечить правильное взаимное расположение и перемещение частей станка при всех предусмотренных режимах работы станка и в течение длительного промежутка времени.
Станины подразделяются на горизонтальные и вертикальные.
Форма станины, т.е. ее конструкция, определяется многими факторами, в частности, видом направляющих (горизонтальные, вертикальные, наклонные), необходимостью установки на ней соответствующих подвижных и неподвижных частей, размещения самых различных систем и т.д. Направляющая - наиболее ответственная часть станины, служащая для перемещения сборочных единиц станка и находящихся на них инструментов и заготовок. В станинах применяются направляющие скольжения и качения для прямолинейного или кругового перемещения. Часто в станках используются комбинированные направляющие, одна из которых - плоская, а вторая - призматическая.
Шпиндель - вал металлорежущего станка, передающий вращение закрепленному к нему инструменту или обрабатываемой заготовке. Конструкционная форма шпинделя зависит от способа крепления на нем зажимных приспособлений или инструмента, посадок элементов привода, и типа применяемых опор. Шпиндели, как правило, изготавливают пустотелыми для прохода прутковой заготовки, а также для уменьшения массы. Передние концы шпинделей станков общего назначения стандартизированы.
Привод станка - устройство, служащее для приведения в действие исполнительных звеньев станка, включая источник движения.
В станках используется ступенчатые и бесступенчатые приводы. Ступенчатые приводы включают приводы со ступенчатыми шкивами; приводы с шестеренчатыми коробками скоростей и приводы в виде многоскоростных асинхронных электродвигателей.
К бесступенчатым относятся приводы с механическими вариаторами, электродвигатели постоянного тока с регулируемой частотой, гидравлические приводы и комбинированные, сочетающие вышеназванные элементы.
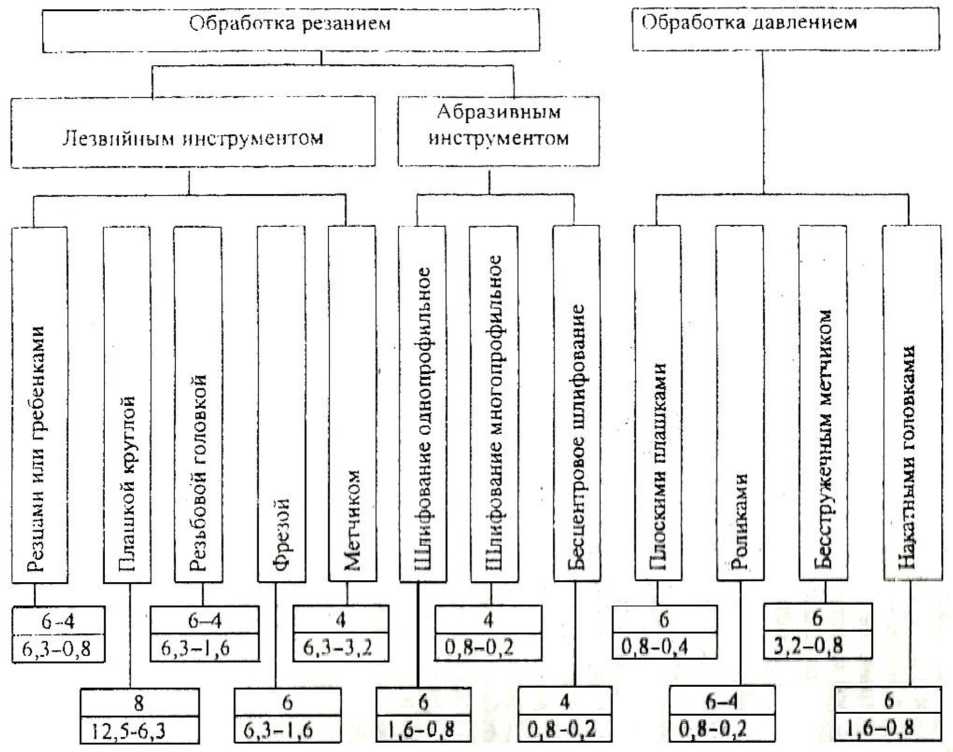
Рис.8.16. Основные методы формообразования резьбы
Основные формы направляющих показаны на рис.8.17.
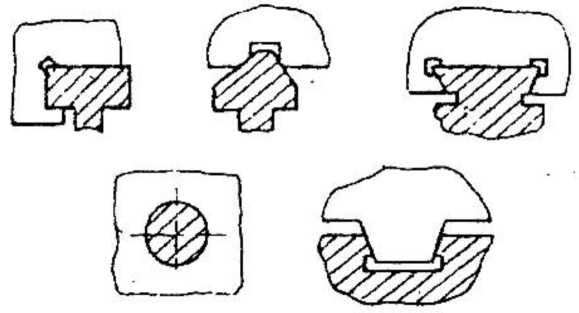
Рис.8.17. Направляющие станины
Шестеренчатая коробка скоростей- широко распространенный вид привода главного движения. К его достоинствам относятся компактность, удобство в управлении и надежность в работе. К недостаткам можно отнести ступенчатое изменение скоростей и относительно невысокий КПД на высоких скоростях вращения при широком диапазоне регулирования. На рис.6.6. показана схема коробки скоростей, встроенной в шпиндельную бабку.
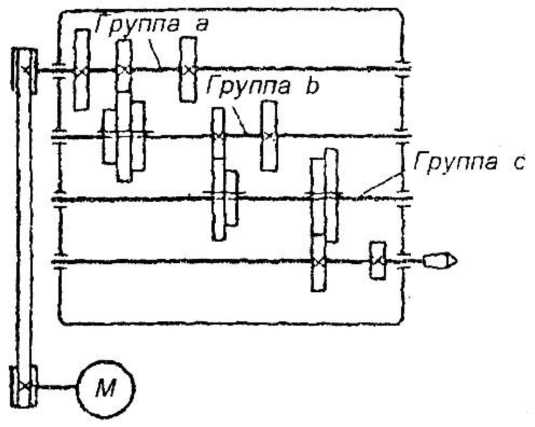
Рис.8.17. Коробка скоростей
В зависимости от компоновки различают коробки скоростей, встроенные в шпиндельную бабку, и коробки скоростей с раздельным приводом. Коробки скоростей с электромагнитными муфтами, позволяющими применить дистанционное управление, применяются в автоматах и полуавтоматах, в том числе и в станках с ЧПУ.
Коробка подач - предназначена для изменения скорости и направления подачи при обработке различных заготовок.
Чаще всего встречаются следующие виды коробок подач: коробки со сменными зубчатыми колесами (встречаются в автоматах и полуавтоматах и операционных станках); коробки подач с подвижным блоком зубчатых колес (передают большие крутящие моменты и могут работать с косозубыми колесами); коробки со встречными конусами колес и вытяжной шпонкой (к недостаткам относится более быстрый износ зубьев передачи, постоянно находящихся в зацеплении).
Общее устройство токарно-винторезного станка
Токарные станки занимают одно из первых мест в станочном парке машиностроительного предприятия. Токарно-винторезные станки предназначены для выполнения самых различных работ. Основными параметрами токарно-винторезного станка являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между центрами, которое определяет наибольшую длину обрабатываемой заготовки.
Общий вид токарно-винторезного станка модели 16К20 показан на рис.8.18.
На рисунке буквой А обозначена передняя (шпиндельная) бабка, которая закреплена на левом конце станины. В ней находится коробка скоростей, обеспечивающая 22 значения чисел оборотов шпинделя, Б - суппорт (рис.6.5.); В - задняя бабка, которая служит для поддержания обрабатываемой заготовки задним центром при обработке в центрах, а также для закрепления осевых инструментов (сверл, зенкеров, разверток и метчиков). Задняя бабка имеет плиту и может перемещаться по направляющим станины; Г - фартук - механизм для преобразования вращательного движения ходового валика (или ходового винта при нарезании резьбы) в поступательное движение суппорта; Д - литая чугунная станина.
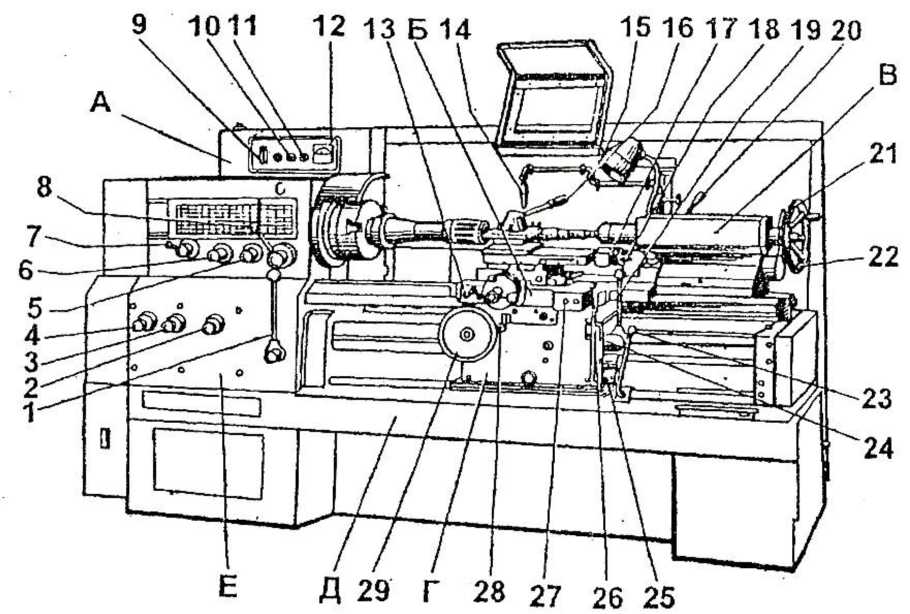
Рис.8.18. Токарно-винторезный станок модели 16К20
На схеме обозначены органы управления механизмами станка:
1 - рукоятка управления фрикционной муфтой главного привода; 2 - вариатор подачи шага резьбы и отключения механизма подачи; 3 - вариатор подачи и типа нарезаемой резьбы; 4 - вариатор подачи и шага резьбы; 5 - переключатель на левую или правую резьбу; 6 - рукоятка установки нормального или увеличенного шага резьбы и положения при делении на заходы резьбы (при обработке многозаходных резьб); 7,8 - рукоятки установки частоты вращения шпинделя; 9 - вводный автоматический выключатель; 10 - сигнальная лампа; 11 - включение насоса СОЖ; 12 - указатель нагрузки станка; 13 - ручное перемещение поперечных салазок суппорта; 14 - регулируемое сопло СОЖ; 15 - местное освещение; 16 - рукоятка поворота и зажима резцедержателя; 17 - рукоятка перемещения верхних салазок; 18 - рукоятка включения двигателя ускоренного хода; 19 - рукоятка управления перемещения каретки и салазок суппорта; 20 - зажим пиноли задней бабки; 21 - рукоятка закрепления задней бабки на станине; 22 - маховичок перемещения пиноли задней бабки; 23 - рукоятка включения и отключения муфты главного привода; 24 - рукоятка включения и отключения разъемной гайки ходового винта; 25 - включение подачи; 26 - винт закрепления каретки на станине; 27 - кнопочная станция двигателя главного привода; 28 - рукоятка включения и выключения реечной шестерни; 29 - маховичок ручного перемещения каретки суппорта.
Выполение работы Студент, получив технологическую документацию, должен ознакомиться с ней, после чего ознакомиться с системами станка. Особое внимание следует уделять наладке кинематической цепи станка для нарезания заданной резьбы.
Устанавливается и закрепляется резец для обточки цилиндрической поверхности и резец для нарезания резьбы. Устанавливается и крепится заготовка.
Выполняется за два перехода заданная операция, при каждом переходе приходится соответствующая подналадка станка.
Станок и рабочее место приводятся в исходное состояние.
Подготавливается отчет о работе.
Практическая работа №8.7 Обработка заготовок на револьверных станках
Цель работы и ее содержание
Повторить и знать:
массовое производство и его особенности;
метод автоматического получения заданных размеров;
виды работ, выполняемых на токарных станках, и используемый при этом режущий инструмент;
Ознакомиться с выданной технологической документацией.
Ознакомиться с наладкой станка 13361, подготовленного для выполнения заданной операции.
Выполнить заданную операцию. Измерить полученную деталь и установить точность обработки.
Убрать стружку.
Составить отчет о работе.
Массовое производство и его особенности
Массовое производство характеризуется большим объемом выпуска продукции, непрерывно изготавливаемой или ремонтируемой в течение длительного промежутка времени. При массовом производстве на большинстве рабочих мест выполняется одна операция. Это позволяет специализировать применяемое на операциях оборудование и оснастку.
В массовом производстве применяется высокопроизводительное оборудование: специальные, специализированные, и агрегатные станки, станки для непрерывной обработки заготовок, многошпиндельные автоматы и полуавтоматы, автоматические линии станков. Широко применяется многолезвийный наборный специальный режущий инструмент, быстродействующие (в том числе механизированные и автоматизированные) приспособления, часто с пневматическим или гидравлическим приводами. Для измерения деталей используются предельные измерительные инструменты и контрольные приспособления.
Технологическое оборудование расставляется на участках цеха в последовательности обработки заготовок, причем станки объединяются в поточные линии (время выполнения отдельных операций синхронизировано, и обрабатываемая заготовка перемещается от одного рабочего места к другому через строго регламентированные промежутки времени, часто с использованием специальных средств межоперационного транспорта).
Технологическая документация разрабатывается подробно. В отдельных случаях режимы обработки и нормы корректируются по результатам работы линии и строго регламентируются.
При выполнении заданных размеров используется метод их автоматического получения.
Метод автоматического получения заданных размеров
При автоматическом получении заданных размеров заготовка
устанавливается на станке в строго определенном положении относительно станины станка (все механизмы станка и установленные на станке приспособления в свою очередь строго ориентированы относительно станины, поэтому заготовка занимает и по отношению к ним вполне определенное положение, причем все координатные размеры, характеризующие расположение заготовки, устанавливаются точно в пределах заданных допустимых отклонений).
Инструмент или инструментальная наладка устанавливаются точно в положение, соответствующее началу рабочего хода, автоматически механизмами станка. Иногда допускается ручное перемещение инструментальной наладки «до упора», т.е. подвижная часть станка
перемещается на определенную длину, ограниченную специальным регулируемым устройством - упором.
Более совершенные станки работают в автоматическом цикле: ускоренный подвод инструментальной наладки, рабочий ход, отвод инструмента от обработанной поверхности (холостой ход) в исходное положение.
При методе автоматического получения заданных размеров (работа на предварительно налаженных станках) особое значение приобретает система предварительной наладки станка.
Существуют различные методы наладки станка.
Станок может быть налажен статическим методом с использованием калибров, эталонов или годной детали. При этом методе на станке устанавливается специально изготовленный эталон (если его совмещают со специальным приспособлением, то он называется «установом» или «габариткой»). Установы особенно часто используются для наладки фрезерных станков.
На токарных станках в шпиндель станка устанавливается специально изготовленный эталон - копия обрабатываемой поверхности заготовки.
В производственных условиях иногда вместо эталона используется ранее обработанная деталь. Инструмент подводится к эталону так, чтобы его главная режущая кромка касалась поверхности эталона, и фиксируется в этом положении.
Недостатком такого метода настройки является то, что при обработке заготовки размеры обработанной поверхности получаются отличными от размеров эталона из-за упругих перемещений в системе станок - приспособление - инструмент - деталь (хотя при изготовлении эталона на его размеры вводится соответствующая поправка, но точно предугадать все погрешности обычно не удается).
Второй способ наладки носит название «динамического». Он базируется на обработке пробной партии заготовок, после обработки и измерения которых в наладку вносят соответствующие коррективы. Этот способ наладки часто совмещают с первым, осуществляя предварительную наладку по эталону с последующим уточнением по результатам обработки пробной партии заготовок.
Виды работ, выполняемых на токарных станках, и используемый при этом режущий инструмент
На токарно-винторезных станках могут выполняться самые различные виды обработки заготовок, что делает эти станки наиболее распространенными на производстве.
Резцами могут обрабатываться поверхности наружные цилиндрические: наружные конические; наружные сферические; наружные фасонные; сниматься фаски; подрезаться торцы; вытачиваться канавки различного профиля.
Можно осуществлять отрезку заготовки; нарезать наружные резьбы всех видов; производить аналогичную обработку внутренних поверхностей.
Внутренние поверхности на токарном станке могут обрабатываться и осевым инструментом, установленным в пиноль задней бабки. Схема обработки этим инструментом аналогична схемам обработки отверстий на сверлильных станках (см. лабораторную работу №2) и отличается только тем, что вращается обрабатываемая заготовка, а не инструмент, как это имеет место на сверлильных станках. Используемые для выполнения перечисленных работ резцы имеют своеобразную геометрическую форму и отличаются геометрией заточки.
7.5.Выполнение работы
Ознакомиться с выданной технологической документацией и соответствующей наладкой станка 1336М
Станок модели 1336М
Назначение станка
Станок модели 1336М предназначен для токарной обработки деталей из пруткового материала, требующих последовательного применения различных режущих инструментов.
Наиболее характерными деталями для обработки на станке являются штуцеры, ниппели, втулки, резьбовые детали и т. д., изготовляемые в условиях серийного производства.
Станок может быть также успешно использован для разнообразных патронных работ.
Описание станка
Основные узлы станка и органы управления
Основные узлы станка 1336М представлены на рисунке 8.19.
Конструктивные особенности
Станок имеет простую по конструкции, но имеющую достаточный диапазон изменения чисел оборотов шпинделя коробку скоростей. При переключении скоростей автоматически включается тормоз, который резко замедляет скорость вращения элементов привода, что облегчает процесс переключения скоростей и сокращает время на остановку станка.
Станок снабжен барабанной револьверной головкой с горизонтальной осью вращения, расположенной параллельно оси шпинделя, что обеспечивает ей большую жесткость, высокую точность и возможность одновременного закрепления значительного количества (до 16) режущих инструментов.
Система жестких продольных и поперечных упоров и наличие механизма, подающего червяка для автоматического выключения продольной подачи обеспечивает получение постоянных (в пределах до 3-го класса точности) размеров обработанных деталей.
Рисунок 8.19 Общий вид станка модели 1336М: узлы - А - направляющая труба с поддерживающими стойками; Б - механизм подачи пруткового материала; В - передняя бабка с коробкой скоростей; Г - суппорт с револьверной головкой; Д - станина; Е - коробка подач; органы управления - 1 и 2 - рукоятки переключения коробки скоростей; 3 - кнопочная станция; 4 - рукоятка для изменения направления круговой подачи револьверной головки; 5 -маховичок ручной подачи револьверной головки; 6 - маховичок поворота револьверной головки; 7 - звездочка включения механической круговой подачи револьверной головки;8 - штурвал ручного продольного перемещения суппорта; 9 - рукоятка включения механической продольной подачи суппорта; 10 и 11 - рукоятки переключения коробки подач; 12 - штурвал подачи пруткового материала.
В приводе подач предусмотрена предохранительная шариковая муфта, исключающая возможность поломки механизма подач.
Принцип работы станка
Прутковый материал (или штучная заготовка) закрепляется в соответствующем патроне шпинделя станка.
Весь комплект режущих инструментов, необходимый для выполнения данной операции, устанавливается в гнездах револьверной головки в последовательности, определяемой последовательностью переходов технологического процесса обработки детали. По окончании каждого перехода револьверная головка устанавливается вручную в новую позицию. Головка имеет 16 фиксированных положений.
Благодаря наличию на станке механизма автоматического выключения продольной подачи посредством переставных продольных упоров, а также за счет соответствующей установки режущих инструментов при наладке станка обработка деталей’ может производиться без систематических промеров.
Движения в станке
Движение резания — вращение шпинделя с обрабатываемой деталью.
Движения подач — прямолинейное поступательное движение револьверного суппорта в продольном направлении и медленное вращение револьверной головки вокруг своей оси (поперечная подача).
Вспомогательные движения: в станке модели 1336М - подача и зажим пруткового материала, подвод и отвод револьверного суппорта, поворот револьверной головки в новую позицию, а также фиксация револьверной головки производятся вручную.
Станок предварительно уже налажен. Зарисовать схему многоинструментальной наладки. Выписать технологические возможности станка (используя таблицы, установленные на станке).
Выполнить налаженную операцию.
Измерить размеры обработанных поверхностей и установить полученную точность обработки. Выяснить способ наладки станка.
Составить отчет .
Практическое занятие 9. Практическое изучение неразъёмных соединений металлов
Практическая работа №9.1 Ручная дуговая сварка
Цель работы: изучить оборудование сварочного поста, освоить методику подбора режимов сварки, исследовать технологические
свойства электродов, снять внешнюю характеристику источника тока.
Оборудование, приборы, инструменты, материалы: сварочный пост переменного тока с электроизмерительными приборами (амперметром, вольтметром), весы циферблатные с гирями, секундомер, линейка, электроды, стальные пластины для наплавки.
Общие методические указания
Ручная дуговая сварка (РДС) относится к термическому классу. Источником тепла служит электрическая дуга, возникающая между электродом и свариваемым изделием при протекании постоянного или переменного тока.
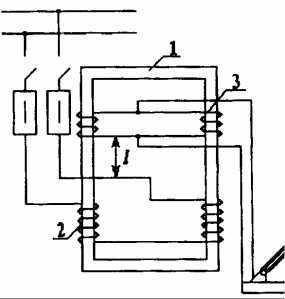 При ручной дуговой сварке на стабильность горения дуги, качество наплавки или сварного шва, на производительность процесса влияет ряд факторов, важнейшие из которых:
При ручной дуговой сварке на стабильность горения дуги, качество наплавки или сварного шва, на производительность процесса влияет ряд факторов, важнейшие из которых:
правильный подбор и расчет основных параметров сварки;
правильный выбор источника питания (переменного, постоянного тока);
технологические свойства электродов.
Рис.9.1 Конструктивная схема сварочного трансформатора
Для питания сварочной дуги применяют источники переменного и постоянного тока. Источниками питания дуги переменного тока при ручной дуговой сварке являются сварочные трансформаторы с увеличенным магнитным рассеянием и подвижными обмотками типа ТС, ТСК, ТБ, схема которых показана на рис. 9.1.
Сердечник трансформатора 1 стержневого типа, катушки первичной обмотки 2 неподвижны, а катушки вторичной обмотки 3 перемещаются вверх и вниз вручную с помощью винта и рукоятки, расположенной на крышке кожуха трансформатора.
Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками. При сближении обмоток магнитный поток рассеяния (часть основного магнитного потока, частично замыкающегося по воздушному зазору между обмотками) и индуктивное сопротивление уменьшаются, а сварочный ток увеличивается. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками.
Свойства источника тока определяются его внешней характеристикой, представляющей зависимость напряжения на зажимах источника от тока в сварочной цепи U = f (I ).
Устойчивость горения дуги зависит от соотношения форм внешней характеристики источника и статической характеристики дуги. Для ручной дуговой сварки, когда характеристика дуги жесткая (рис. 2, кривая 1 ), внешняя характеристика источника питания должна быть крутопадающей (кривая 2). Кроме того, при крутопадающей характеристике облегчается зажигание дуги за счет повышенного напряжения холостого хода и ограничивается ток короткого замыкания.
Рис.9.2 Соотношение внешней характеристики тока и статической характеристики дуги
Режим сварки один из основных элементов технологического процесса, который определяет качество и производительность сварки. При РДС основными параметрами режима являются диаметр электрода Dэ в мм, сварочный ток Iсв в амперах, напряжение на дуге Uд в вольтах и скорость сварки Vсв в м/ч.
Определение режима сварки начинают с выбора диаметра электрода, его типа и марки. Диаметр электрода Dэ выбирается в зависимости от толщины свариваемого металла S (табл. 1) при сварке стыковых соединений и от катета шва к (табл. 2) при сварке угловых и тавровых единений.
Таблица 9.1
Значения диаметра электрода в зависимости от толщины свариваемых деталей
| Толщина деталей S, мм | 1.5…2 | 3 | 4…8 | 9…12 | 13…15 | 16…20 |
| Диаметр электрода Дэ, мм | 1,6…2 | 3 | 4 | 4…5 | 5 | 5…6 |
Таблица 9.2.
Значения диаметра электрода в зависимости от катета шва
| Катет шва к, мм | 3 | 4 ... 5 | 6 ... 9 |
| Диаметр электрода Дэ, мм | 3 | 4 | 5 |
Марку электрода выбирают в зависимости от химического состава свариваемого металла. Покрытие электрода со шлакообразующей основой на базе карбонатов кальция или магния и плавикового шпата называется основным. Основные покрытия пригодны для сварки и углеродистых, и легированных сталей. Наиболее известные марки электродов этой группы - УОНИИ-13/45, АНО-7, АНО-8. Наплавленный ими металл обладает высокой ударной вязкостью при отрицательных температурах.
Покрытие со шлакообразующей основой на базе рутила (ТiO2) называют рутиловым, которое является наиболее распространенным в нашей стране. Широко используют электроды марок МР-3, ОЗС-4, АНО-4 из-за высоких механических свойств швов и хороших сварочно-технологических характеристик.
При выборе типа электрода следует руководствоваться ГОСТ 9467-75. В нем предусмотрено девять типов электродов: Э38, Э42, Э46, Э46А, Э50, Э50А, Э55, Э60. Их применяют для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 600 МПа. Для сварки легированных сталей с временным сопротивлением свыше 600 МПа используют электроды Э70, Э150. В обозначение типа электрода буквы Э (электрод) и цифра, показывающая минимальное временное сопротивление разрыву металла шва или наплавленного металла в кгс/мм2. Буква А после цифрового обозначения электродов указывает на повышенные пластичность и вязкость металла шва.
Тип электрода выбирают таким образом, чтобы прочность металла шва и прочность основного металла были примерно равны. Например, если у основного металла σ в= 480 МПа, то следует выбирать электрод типа Э50 или Э50А.
Сварочный ток в зависимости от диаметра электрода определяют по формуле
IСв=кДэ,А, (9.1)
где Дэ - диаметр электрода, мм; к - коэффициент, зависящий от диаметра электрода и типа покрытия.
Таблица 9.3.
Значения опытного коэффициента в зависимости от диаметр электрода
| Диаметр электрода Дэ, мм | 2 | 3 | 4 | 5 | 6 |
| Опытный коэффициент, к | 25…30 | 30…45 | 35…50 | 40…55 | 45…60 |
При сварке вертикальных швов сварочный ток уменьшается на 10 %, потолочных - на 20 % против расчетного.
Напряжение на дуге определяют по формуле
Uд =α + β Lд, (9.2)
где α - падение напряжения на электроде (α = 10 ... 12 В - для стальных электродов, α = 35 ... 38 В - для угольных электродов); β = 2 В/мм - падение напряжения на 1 мм дуги; Lд - длина дуги, Lд = 0,5(Д э+ 2),мм. Для наиболее широко применяемых электродов в среднем Uд составляет 25. 28 В.
Расплавление металла электрода характеризуется коэффициентом расплавления α р , который показывает, какая масса металла электрода при силе тока в один ампер расплавится за один час горения дуги:
α р = (Gp/ Iсв ) ·t (г/А ч ) (9.3)
где Gp - вес расплавленного металла, г; Iсв - сила сварочного тока, А; t - время горения дуги, ч.
Не весь расплавленный металл электрода переносится в шов. Часть его теряется на разбрызгивание, испарение и угар. Поэтому производительность процесса сварки определяют, исходя из коэффициента наплавки α н, , который меньше коэффициента расплавления на величину потерь электродного металла,
α н = __ G н___ Ач
Iсвtг (9.4)
где-Gн –вес наплавленного металла, г.
Коэффициентпотерь: ψ=(Gp-Gн)/Gp,% (9.5)
Значения рассмотренных коэффициентов зависят от марок электродов, рода и полярности тока и составляют α р = 7 ... 13 г/А • ч; α н = 6 ... 12,5 г/А • ч; ψ = 5 ... 25 %.
Скорость сварки определяют из выражения
 (9.6)
(9.6)
где Vсв - скорость сварки, м/ч; α н - коэффициент наплавки, г/А • ч; γ - плотность металла, г/мм3 (для стали 7,85• 10-3 г/мм3); Fнм - площадь сечения наплавленного металла шва, представляющая сумму элементарных геометрических фигур, составляющих сечение шва, мм2. Приближенно площадь поперечного сечения шва считается равной площади равностороннего треугольника с углом раскрытия кромок 60°.
Порядок выполнения работы
Изучить оборудование сварочного поста.
Изучить устройство и принцип работы источника питания электрической дуги.
Снять внешнюю характеристику источника тока. Чтобы построить внешнюю характеристику, необходимо получить три характерные точки а, б, с (рис. 2), которые соответствуют режимам холостого хода, рабочему режиму, режиму короткого замыкания. Для получения точки а необходимо при включенном источнике питания и разомкнутой цепи снять показания амперметра и вольтметра. Для получения точки с необходимо сварочную цепь замкнуть накоротко и определить ток короткого замыкания по амперметру. Для получения точки б необходимо в процессе наплавки снять показания амперметра и вольтметра. Результаты измерений занести в табл. 4 и по этим данным построить внешнюю характеристику источника питания (рис. 9.3).
Таблица 9.4.
Экспераментальные данные
| Режим работы | Показания приборов | |
| I, А | U ,В | |
| Холостой ход | 0 | 30 |
| Устойчивое горение дуги | 150 | 20 |
| Короткое замыкание | 180 | 0 |
Рис. 9.3 Внешняя характеристика источника тока
Таблица 9.5.
Исходные данные для расчета параметров режима ручной дуговой сварки
| № вар. | Марка стали | Временное сопротивление разрыву σ в, МПа | Толщина металла S, мм | Вид соединения | Положение шва в пространстве |
| 1 | ВСт3сп | 400 | 4 | угловое | нижнее |
| 2 | 10 | 340 | 6 | угловое | нижнее |
| 3 | 20Г | 460 | 3 | стыковое | нижнее |
| 4 | 16ГС | 530 | 5 | стыковое | потолоч. |
| 5 | 15ХСНД | 500 | 8 | стыковое | вертикал |
| 6 | 10Г2С | 520 | 7 | стыковое | нижнее |
| 7 | ВСт2сп | 370 | 7 | угловое | нижнее |
| 8 | 14Г2 | 470 | 10 | стыковое | нижнее |
| 9 | 09Г2 | 450 | 6 | стыковое | потолоч. |
| 10 | 15 | 380 | 4 | стыковое | вертикал |
П р и м е ч а н и е. При сварке угловых швов с толщиной детали 4 ... 6 мм катет шва будет 5 мм, с толщиной 6 ... 8 мм - 6 мм.
Рассчитать режим ручной дуговой сварки. Для расчета параметров РДС исходные данные взять в табл.9.5, согласно номера варианта, заданного преподавателем.
а) Выбрать диаметр электрода (табл. 9.1 и 9.2).
б) Определить величину сварочного тока по формуле (1) и табл.9.3.
в) Определить напряжение на дуге по формуле (2).
г) Выбрать тип и марку электрода.
д) Полученные данные занести в табл.9. 6.
Таблица 9.6
Результаты расчета параметров ручной дуговой сварки
| № | Диаметр элетрода Дэ , мм | Свроч- ный ток Icв, А | Сварочное напряжение Uд , В | Тип элект-рода | Скор. сварки Vсв, м/ч | Кэф. Распл α р, г/А ч | Коэф. напл. α н , г/А ч | Коэф. потерь, % |
| 1 | 4 | 140 | 17 | Э42 | 12,73 | 10 | 9 | 10 |
| 2 | 4 | 140 | 17 | Э38 | 12,73 | 10 | 9 | 10 |
| 3 | 3 | 120 | 16 | Э46 | 12,92 | 7 | 6 | 14 |
| 4 | 4 | 110 | 17 | Э55 | 10 | 10 | 9 | 10 |
| 5 | 4 | 125 | 17 | Э50 | 11,37 | 10 | 9 | 10 |
| 6 | 4 | 140 | 17 | Э55 | 12,73 | 10 | 9 | 10 |
| 7 | 5 | 250 | 18 | Э38 | 38 | 13 | 12 | 8 |
| 8 | 5 | 250 | 18 | Э46А | 38 | 13 | 12 | 8 |
| 9 | 4 | 110 | 17 | Э46 | 10 | 10 | 9 | 10 |
| 10 | 4 | 125 | 17 | Э38 | 11,37 | 10 | 9 | 10 |
Рассчитать коэффициенты расплавления, наплавки и потерь по формулам (3) - (5).
Определить скорость сварки по формуле (6). При расчете принимаем площадь сечения шва равной 0,9 площади сечения электрода.
Содержание отчета
Название и цель работы, описание оборудования сварочного поста.
Схема источника питания и описание основных его узлов.
Экспериментальные данные (табл. 4) и внешняя характеристика источника питания (рис. 3).
Расчет параметров режима ручной дуговой сварки, табл.9. 6.
Расчет технологических коэффициентов электродных покрытий.
Практическая работа №9.2 Полуавтоматическая сварка в среде углекислого газа
Цель работы: знакомство с особенностями, оборудованием и технологией полуавтоматической сварки в среде углекислого газа.
Материалы, оборудование, инструменты: полуавтомат марки ПДГ-312-1УЗ, сварочная проволока, пластины для наплавки.
Общие методические указания
Особенность полуавтоматической сварки в среде углекислого газа заключается в том, что электрическая дуга горит между голой электродной проволокой и свариваемым металлом в среде углекислого газа, который оттесняет воздух из зоны сварки. В интервале высоких температур углекислый газ является активным окислителем, так как диссоциирует с образованием атомарного кислорода: СО2 = СО + О. В результате, в сварочной ванне могут протекать следующие реакции:
С + О = СО, Fе + О = FеО, Мп + О = МпО, Si + 20 = SiO2.
Из этих реакций видно, что при сварке в углекислом газе происходит повышенное выгорание элементов, входящих в состав основного металла: углерода, кремния, марганца и др.
Чтобы подавить реакции окисления, а также пополнить выгоревшие примеси, при сварке в углекислом газе применяют электродную проволоку, легированную марганцем и кремнием. Они восстанавливают железо из его закисей, при этом образовавшиеся окислы марганца и кремния переходят в шлак:
FеО + Мп = МпО + Fе; 2Fе0 + Si = Si02 + 2Fе.
Сварка в среде углекислого газа - процесс высокопроизводительный - может выполняться во всех пространственных положениях и производится постоянным током обратной полярности. Переменный ток и постоянный ток прямой полярности не применяются из-за недостаточной устойчивости процесса и неудовлетворительного качества и формы шва.
В углекислом газе сваривают в основном сварные конструкции из конструкционной углеродистой и низколегированной стали (газопроводы, нефтепроводы, корпуса судов и химических аппаратов и т.п.).
Преимущества полуавтоматической сварки в среде углекислого газа с точки зрения ее стоимости и производительности позволяют заменять ею ручную дуговую сварку качественными электродами.
Рис.9.4.Схема полуавтомата для сварки в углекислом газе:1-сварочный выпрямитель;2-подающий механизм;3-газоэлектрическая горелка;4-шланг;5-балон с газом;6-газовый редуктор;7-подогреватель газа.
Для сварки в углекислом газе применяется полуавтомат ПДГ-312-1УЗ (рис. 4), который предназначен для электродуговой сварки проволокой марки Св-08Г2С по ГОСТ 2246-70 диаметром 1,0 ... 1,4 мм в углекислом газе изделий из малоуглеродистой и низколегированной стали. Подающий механизм предназначен для подачи электродной проволоки из кассеты через шланг в горелку. Проволока подается парой роликов, один из которых - ведущий. Ведущий ролик приводится в движение электродвигателем типа КПА-563. Скорость подачи проволоки изменяется в диапазоне 75 ... 1000 м/ч. Шланг 4 предназначен для подвода сварочного тока и электродной проволоки от подающего механизма к горелке. Газоэлектрическая горелка 3 служит для подвода сварочного тока, электродной проволоки и углекислого газа непосредственно к электрической дуге. На рукоятке горелки установлена пусковая кнопка для включения сварочного тока и двигателя подачи проволоки. Газовая аппаратура включает в себя баллон с углекислотой, газовый редуктор 6 и подогреватель газа 7. Баллон предназначен для хранения углекислоты (малый - 12 кг, большой - 25 кг) под давлением 15 МПа. Подогреватель предназначен для подогрева углекислого газа, поступающего из баллона в редуктор с целью предупреждения замерзания клапанов при перепаде давления.
Редуктор предназначен для понижения давления газа до рабочего - 0,5 МПа и поддержания его постоянным в процессе сварки.
Сварочный выпрямитель типа ВДГ-303-ІУ3 служит источником питания сварочной дуги. При сварке в среде защитных газов плавящимся электродом основными параметрами технологического режима являются: диаметр электродной проволоки Д, в мм, сварочный ток Iсв в амперах, напряжение на дуге Uд в вольтах, скорость сварки Vсв в м/ч, скорость подачи электродной проволоки Vпп. в м/ч, вылет электрода Lэ в мм, род тока и полярность. Диаметр электродной проволоки подбирают в зависимости от толщины свариваемого металла по данным табл. 7.
Таблица9.7.
Рекомендуемые диаметры электродной проволоки для сварки в углекислом газе
| Толщина металла, мм | 0,6…1,0 | 1,2…2, | 3,0…4,0 | 5,0…8 | 9,0…12 | 13,0…18 |
| Диаметр электрод- ной проволоки Dэ.мм | 0,5…0,8 | 0,8…1, | 1,0…1,2 | 1,6…2 | 2,0 | 2,0… 2,5 |
Сварочный ток рассчитывается по формуле
І св=J Fэп, А, (9.7)
где J - плотность тока, А/мм2; Fэп - площадь поперечного сечения электродной проволоки, мм 2.
Скорость подачи электродной проволоки рассчитывается по формуле
 (9.8)
(9.8)
где αр - коэффициент расплавления электродной проволоки, г/А • с; Iсв - сварной ток, А; Dэ - диаметр электродной проволоки, мм; ρ = 7,85 • 10-3 г/мм3 - плотность металла.
Величина коэффициента расплавления определяется из зависимости
 г/Ас; (9.9)
г/Ас; (9.9)
Скорость сварки определяется по формуле:
 (9.10)
(9.10)
где αн – коэффициент наплавки, г/А с ; Iсв – сварочный ток, А; Fн -площадь поперечного сечения шва, мм2. При расчете принимаем площадь сечения шва равной 0,9 площади сечения электрода.
Коэффициент наплавки определяется по формуле:
 г/А с (9.11)
г/А с (9.11)
где ψ- 7…15%- потери электродного шва на угар, испарение разбрызгивание.
Площадь поперечного сечения шва Fн приближенно считается равной площади равностороннего треугольника с углом раскрытия кромок 60 o. Напряжение дуги выбирается по табл. 8.
Таблица 9.8.
Рекомендуемые значения напряжения дуги

Вылет электрода (длину электродной проволоки между ее концом и выходом из мундштука горелки) рекомендуется выбирать в зависимости от диаметра электродной проволоки по табл. 9.
Табл.9.9
Рекомендуемые значения вылета электродной проволоки в зависимости от ее диаметра

Расход и углекислого газа определяется в зависимости от величины тока, скорости сварки, вылета электрода и в среднем находится в пределах 1•10-4….3•10-4 м3/с.
Порядок выполнения работы
Изучить устройство и принцип работы полуавтомата для сварки в углекислом газе.
Подобрать и рассчитать основные параметры полуавтоматической сварки в среде углекислого газа. Необходимые данные для расчета взять в табл. 10 согласно номера варианта, заданного преподавателем.
а) Подобрать диаметр электродной проволоки по данным табл. 7.
б) Рассчитать сварочный ток по формуле (7).
в) Определить величину коэффициента расплавления по формуле (9).
г) Рассчитать скорость подачи электродной проволоки по формуле (8).
д) Определить коэффициент наплавки по формуле (11).
е) Определить скорость сварки по формуле (10).
ж) По табл. 8 выбрать напряжение дуги.
з) По табл. 9 выбрать величину вылета электродной проволоки.
Таблица.9.10.
Задание для расчета параметров режима полуавтоматической сварки в углекислом газе
| Исходные параметры сварки | Номер варианта | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Толщина металла S, мм | 0,6 | 1,0 | 2,0 | 4,0 | 5,0 | 8,0 | 10,0 | 15,0 |
| Плотность тока І, А/мм 2 | 250 | 200 | 150 | 120 | 120 | 100 | 100 | 90 |
Результаты расчета занести в табл.9. 11.
Таблица 9.11.
Результаты расчета параметров режима полуавтоматической сварки в углекислом газе
| № вар. | Диаметр электрода Dэ, мм | Сварочный ток Iсв, А | Скорость подачи проволоки Vп.п, м/ч | Скорость сварки Vсв, м/ч | Вылет электрода, Lэ, мм | Напряжение на дуге U, В |
| 1 | 0,5 | 49 | 950 | 342 | 10 | 17 |
| 2 | 0,8 | 100 | 580 | 326 | 12 | 22 |
| 3 | 1,0 | 117 | 646 | 232 | 13 | 14 |
| 4 | 1,2 | 136 | 733 | 183 | 15 | 25 |
| 5 | 1,6 | 240 | 628 | 226 | 18 | 30 |
| 6 | 2 | 314 | 545 | 196 | 20 | 25 |
| 7 | 2 | 314 | 545 | 196 | 20 | 25 |
| 8 | 2,3 | 373 | 503 | 181 | 25 | 37 |
Содержание отчета
Название и цель работы.
Сущность сварки в среде углекислого газа.
Схема полуавтомата с описанием основных узлов.
Расчет режима сварки.
Результаты расчетов (табл. 11).
Практическая работа №9.3 Стыковая контактная сварка
Цель работы: ознакомиться с технологией и оборудованием контактной сварки, освоить методику выбора оптимальных параметров режима стыковой контактной сварки.
Оборудование, инструменты, материалы: машина стыковой сварки, линейка, штангенциркуль, напильник, наждачная бумага, образцы для сварки.
Общие методические указания
Электрическая контактная сварка осуществляется нагревом и пластической деформацией заготовок в месте соединения.
Контактная сварка объединяет большую группу способов, основные особенности которых - надежность соединений, высокий уровень механизации и автоматизации, высокая производительность и культура производства. Около 30 % всех сварных соединений выполняют контактной сваркой. Область применения контактной сварки чрезвычайно широка: от космических аппаратов до миниатюрных полупроводниковых устройств и пленочных микросхем.
Контактная сварка основана на использовании закона Джоуля-Ленца
Q = 0,24 J 2 •R• t , Дж,
где Q - общее количество тепла, выделяемое в зоне сварки, Дж; J - сила сварочного тока, А; R - сопротивление сварочного контура, Ом; t - время прохождения тока, с.
По типу сварного соединения различают: стыковую, точечную, рельефную и шовную контактную сварку.
Стыковая сварка - способ контактной сварки, при котором детали свариваются по всей поверхности соприкосновения. Для этого свариваемые заготовки 1 (рис. 5) закрепляют в зажимах стыковой машины 2, к которым по шинам 3 подводится электрический ток, и приводят в соприкосновение с помощью усилия Р.
Сопротивление между зажимами и заготовками называется переходным сопротивлением Rп, между свариваемыми заготовками - контактным сопротивлением R к, а сопротивление выступающих концов заготовок - сопротивлением металла R м. Поскольку контактное сопротивление R к является наибольшим (R к > R п > R м ) , то максимальное количество тепла выделяется в месте соприкосновения свариваемых деталей. Они нагреваются, сдавливаются, происходит сварка.
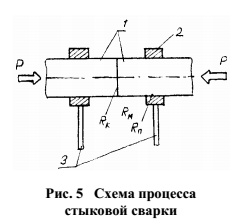
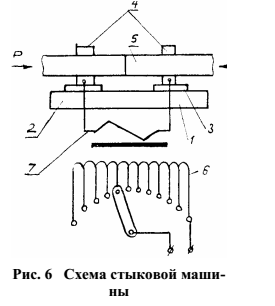
Рис.9.5 Рис.9.6
Стыковая машина (рис.9.6) состоит из станины 1, на которой закреплена неподвижная контактная плита 2. Другая плита 3 может двигаться по направляющим вдоль станины. На контактных плитах установлены электроды 4, в которых зажимаются детали 5.
Детали приводятся в соприкосновение с помощью рычажного механизма подачи (на рис. 6 условно показан стрелкой Р). В качестве источника тока используется понижающий трансформатор, первичная обмотка 6 которого секционирована, имеет много выводов для возможности изменения числа действующих витков, а, следовательно, и вторичного напряжения и мощности трансформатора. Если в сеть включена вся обмотка, то вторичное напряжение и мощность трансформатора наименьшие, наибольшая мощность будет при включении малого числа витков. Вторичная обмотка 7 состоит из одного или двух витков. U2 = 1 ... 12 В. Сварочный ток составляет 1000 ... 10 000 А.
При стыковой сварке сопротивлением заготовки, закрепленные в зажимах машины, сдавливаются небольшим усилием Р, а затем включается ток, металл разогревается до пластического состояния, ток выключается, а давление несколько увеличивается (производится осадка), происходит сварка. Этот способ требует механической обработки и тщательной зачистки поверхностей торцов заготовок перед сваркой. Неравномерность нагрева и окисление торцов заготовок понижает качество сварки сопротивлением, что ограничивает область ее применения. Рекомендуемые режимы стыковой контактной сварки сопротивлением приведены в табл.9.12.
Таблица 9.12.
Режимы сварки сопротивлением круглых или квадратных заготовок из углеродистой стали
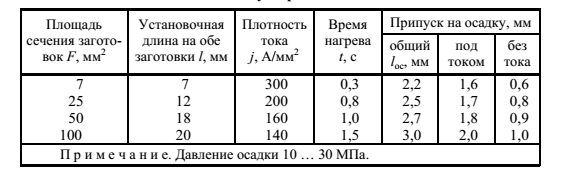
При стыковой сварке оплавлением заготовки устанавливают в зажимах машины, включают ток и медленно сближают их (рис.9.7).
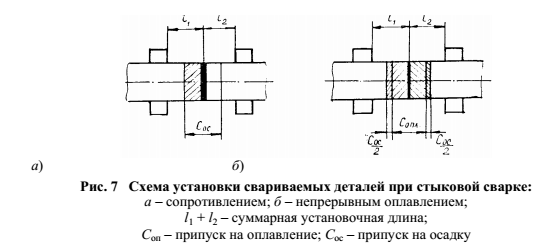
Рис.9.7
При полном сближении заготовок и достижении равномерного оплавления всей поверхности стыка ток выключают и производят осадку.
При осадке вместе с расплавленным металлом из стыка в виде грата выдавливается окисленный металл, неметаллические включения и другие загрязнения. Рекомендуемые режимы стыковой сварки оплавлением приведены в табл.9. 13.
Таблица 9.13
| Диаметр стержня d,мм | Припуск при сварке непрерывным плавлением l , мм | ||
| Общий | На наплавление | На осадку | |
| 5 | - | - | - |
| 10 | 7,3 | 5,0 | 2,3 |
| 14 | 11,2 | 6,5 | 2,8 |
| 18 | 12,6 | 8,0 | 3,2 |
| 22 | 15 | 9,0 | 3,6 |
Примечания:
1.Суммарная установочная длина составляет 1,5 диаметра стержня.
2.Плотность тока-5…50 А/мм2 (нижние пределы соответствуют сварке заготовок большого сечения).
3.Давление осадки 60…80 МПа.
Порядок выполнения работы
Ознакомиться с устройством и принципом работы стыковой машины.
Ознакомиться с особенностями и технологией стыковой сварки сопротивлением и оплавлением.
Изучить основные параметры стыковой контактной сварки.
Вопросы для самоконтроля
Сущность и разновидности стыковой контактной сварки.
Устройство и принцип работы стыковой контактной машины.
Регулирование напряжения.
Практическая работа №9.4 Полуавтоматическая сварка под слоем флюса
Цель работы: изучить оборудование сварочного поста полуавтоматической сварки под слоем флюса. Освоить методику расчета режима полуавтоматической сварки под слоем флюса.
Оборудование, приборы, материалы: полуавтомат ПШ-5, сварочная проволока, пластины для наплавки.
Общие методические указания
Сварка под слоем флюса - самый старый способ механизированной дуговой сварки. Ее осуществляют автоматами или шланговыми полуавтоматами голой сплошной проволокой. Зону стыка перед дугой засыпают слоем флюса толщиной до нескольких сантиметров. Дуга горит под слоем флюса и не видна, поэтому процесс иногда называют сваркой закрытой дугой. Часть флюса плавится и образует шлак, защищающий жидкий металл от воздуха. Толщина слоя шлака значительно больше, чем при ручной сварке, поэтому качество защиты лучше.
По технологии изготовления флюсы подразделяют на плавленные и керамические. Плавленные флюсы получают расплавлением соответствующих шихт в электрических и пламенных печах и их последующей грануляцией. Они состоят из различных оксидов и плавикового шпата. Плавленные флюсы обеспечивают защиту сварочной ванны от воздуха, стабилизацию сварочной дуги и раскисление металла шва. Керамические флюсы представляют собой гранулированные смеси порошков на связке. Наряду с рудоминеральными веществами в них вводят ферросплавы, углеродистые и другие вещества. Это позволяет легировать металл шва и проводить металлургическую обработку расплавленного металла, улучшающую качество шва.
В качестве электродов для сварки под флюсом используют специальную сварочную проволоку. Сварочные проволоки для стали маркируют аналогично качественным и легированным сталям с буквами "Св" впереди. Например: Cв-08, Св- 01Х19Н9.
Схема установки и процесс полуавтоматической сварки горизонтального стыкового шва электродной проволокой под слоем флюса показаны на рис. 8 и 9.

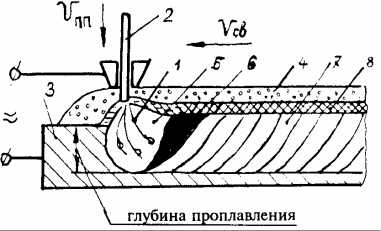
Рис.9.8
Рис.9.9 Схема сварки под слоем флюса
1-электрическая дуга,2-электродная проволока, 3-свариваемое изделие,4-флюс, 5-ванна жидкого состава, 6-ванна жидкого металла, 7-сварочный шов, 8-грат.
Из рис. 9.9 видно, что под действием электрической дуги 1, горящей между электродной проволокой 2 и свариваемым изделием 3, флюс 4 частично расплавляется, образуя эластичную оболочку 5 в форме пузыря и ванну жидкого шлака 6 на поверхности расплавленного металла 7.
По мере перемещения дуги вдоль разделки шва наплавленный металл остывает и образует сварной шов 8. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва.
Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствует выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва.
Полуавтомат ПТТТ-5 представляет собой универсальный и высокоманевренный сварочный агрегат, работающий при постоянной скорости подачи электродной проволоки. Он может работать также при питании постоянным током от сварочного генератора.
Описание узлов сварочного полуавтомата
Подающий механизм предназначен для подачи электродной проволоки через гибкий шланг к держателю.
Электродержатель имеет рукоятку, на которую крепится бункер для флюса с заслонкой, кнопочный выключатель и упор для направления держателя по свариваемому стыку. Одного бункера достаточно для шва 80 ... 130 см.
Шкаф управления содержит контрольные приборы (амперметр, вольтметр) и устройства для включения и выключения системы управления.
Сварка под флюсом по сравнению с ручной дуговой сваркой более экономична, обеспечивает более стабильное высокое качество соединений и высокую производительность (в 5 - 20 раз выше ручной дуговой сварки). Недостатками процесса являются: повышенная жидкотекучесть металла и флюса; невозможность наблюдения за процессом сварки; возможность сварки только в нижнем положении.
Расчет режима сварки под слоем флюса
При полуавтоматической сварке под слоем флюса в режим входят: диаметр электродной проволоки, сварочный ток, напряжение на дуге, скорость подачи электродной проволоки, скорость сварки.
Марку электродной проволоки и флюс назначают в зависимости от химического состава свариваемого металла. При сварке низкоуглеродистых сталей применяют флюсы марок АН-348А и ОСЦ-45 (ГОСТ 9087-81) и низкоуглеродистые проволоки марок СВ-08 и СВ-08А (ГОСТ 2246-70).
Для сварки высоколегированных сталей используется проволока соответствующего состава, например, для сталей Х18Н10Т - СВ04Х19Н9 или СВ-06Х19Н10Т и флюсы марок АН-26, АНФ-16.
Устанавливают требуемую глубину проплавления h, мм. При односторонней сварке она равна толщине S металла h = S, а при двусторонней и угловой сварке h = 0,6 S.
Выбирают ориентировочно сварочный ток из расчета 80 ... 100 А на 1 мм глубины проплавления: lсв = (80 ... 100) h, А. Назначают напряжение на дуге в диапазоне 30 ... 40 В.
Далее определяют массу наплавленного на изделие металла. При расходе электродной проволоки следует учитывать потери на угар и разбрызгивание, которые составляют 2 ... 5 % от веса наплавленного металла.
Диаметр электродной проволоки Dэ выбирают в зависимости от толщины свариваемого металла (табл.9.16).
Таблица 9.16.
Значения диаметра электродной проволоки в зависимости от толщины свариваемого металла

Коэффициент наплавки αн выбирают в зависимости от сварочного тока и диаметра электродной проволоки, что составляет в среднем 14 ... 16 г/А • ч.
Скорость сварки (Vсв, м/ч) определяют из выражения:
Vсв = αн Iсв/ γ Fн.м , где αн - коэффициент наплавки, г/А • ч; γ - плотность металла, г/см3 (для стали γ = 7,85 г/см3); Fн.м - площадь сечения наплавленного металла шва. При определении Fн.м за основу принимаются три размера: глубина провара - h, мм; ширина шва - L, мм и выпуклость шва - g, мм. Эти величины определяются из коэффициента формы провара ψпр = L/h и коэффициента формы валика ψв = L/g. Опытным путем установлены величины этих коэффициентов. Они составляют ψпр = 1,3 ... 4 и ψв = 5 ... 8. Принимаем ψпр = 3 и ψв = 6. Тогда ширина шва составляет L = ψпр h = 3 h, мм, а выпуклость шва g = L/ ψв = 3h/6 = h/2 , мм.
Площадь наплавленного металла можно определить по опытной формуле Fн.м =0,751 g, мм 2, что в нашем случае составляет Fн.м = 0,75 • 3h • 1/2 h = 1,125 h 2, мм2.
Зная площадь наплавленного металла, плотность и длину сварных швов, определяют массу наплавленного металла по формуле Gнм = Fн.м L γ ; где Gнм - масса наплавленного металла, г; Fн.м - площадь наплавленного шва; L - длина сварных швов на изделии, см; γ - плотность металла, г/см3.
Скорость подачи электродной проволоки рассчитывается по формуле
V п.п = αр I св F эл.пр. γ , м/ч
где αр - коэффициент расплавления электродной проволоки, г/А • ч; Iсв - сварочный ток; А. Fэл.пр - площадь поперечного сечения электродной проволоки; γ - плотность металла.
Коэффициент расплавления электродной проволоки можно приближенно принять равным коэффициенту наплавки, т.е. 14…16 г/А • ч.
Порядок выполнения работы
Изучить устройство и принцип работы полуавтомата для сварки под флюсом. Зарисовать схему полуавтомата с описанием основных узлов.
Рассчитать режим сварки. Необходимые данные для расчета взять в
табл. 9.17 согласно варианта, заданного преподавателем.
Таблица 9.17
Задание для расчета параметров режима сварки
| № варианта | 1 | 2 | 3 | 4 | 5 |
| Толщина металла £, мм | 2,6 | 2,8 | 1,0 | 1,2 | 3,0 |
| Материал | ВСт3 | 15ГС | 15Г2С | 12ХН | Сталь 10 |
| № варианта | 6 | 7 | 8 | 9 | 10 |
| Толщина металла £, мм | 4,0 | 5,0 | 6,0 | 2,5 | 1,5 |
| Материал | Сталь 15 | Сталь 20 | Сталь 25 | Х18Н10 | Х17Н2 |
Полученные результаты расчета занести в табл. 9.18.
Таблица 9.18
Результаты расчета параметров режима сварки
| Номер варианта | Диаметр электродной проволоки Dэ,мм | Сварочный ток Iсв, А | Напряже-ние дуги Uд, В | Скорость подачи проволоки Vп. п, м/ч | Скорость сварки Vсв, м/ч |
| 1 | 1,4 | 230 | 35 | 1028 | 717 |
| 2 | 1,5 | 250 | 35 | 973 | 679 |
| 3 | 0,8 | 90 | 30 | 1232 | 860 |
| 4 | 0,8 | 110 | 35 | 1506 | 1050 |
| 5 | 1,6 | 270 | 35 | 924 | 645 |
| 6 | 1,8 | 350 | 40 | 946 | 660 |
| 7 | 2,0 | 450 | 40 | 920 | 688 |
| 8 | 1,6 | 530 | 40 | 1814 | 1260 |
| 9 | 1,4 | 220 | 35 | 984 | 686 |
| 10 | 0,9 | 130 | 30 | 1406 | 981 |
Содержание отчета:
Название и цель работы.
Сущность особенности и применение полуавтоматической сварки под слоем флюса.
Устройство и принцип работы полуавтомата ПШ-5.
Расчет параметров режима сварки (табл.9.18).
Вопросы для самоконтроля
Сущность, особенности и применение полуавтоматической сварки под слоем флюса.
Устройство и принцип работы полуавтомата для сварки.
Преимущества и недостатки способа.
Практическая работа 9.5. Определение зависимостей технологических характеристик электрохимической обработки плоской поверхности заготовки от плотности тока
Цель работы: знания физико-химических основ электрохимической обработки; умение экспериментальным методом устанавливать зависимости технологических характеристик электрохимической обработки заготовки от плотности тока для конкретных условий обработки.
Физико-химические основы электрохимической обработки
В основе электрохимической обработки (ЭХО) лежат окислительно-восстановительные процессы, протекающие на электродах, помещенных в электролит, при пропускании через электролит постоянного электрического тока. В совокупности эти процессы называют электролизом. Электролитами при ЭХО являются водные растворы: солей (NaCl, NaNO3, Na2SO4, КСl и др.), кислот (HCl, H2SO4, HNO3 и др.), щёлочей (NaOH, KOH и др.).
В качестве примера далее рассмотрены процессы, проходящие при электролизе в водном растворе хлорной меди CuC12 с анодом из меди (рис. 9.10).
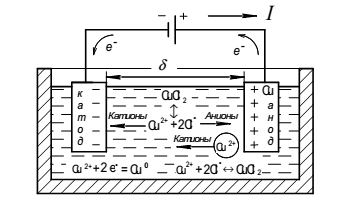
Рис.9.10. Схема электролиза меди в растворе CuC12
В воде молекулы хлорной меди диссоциируют на ионы по следующей схеме:  . При создании на электродах от источника питания разности потенциалов анионы хлора начинают двигаться к аноду, а катионы меди к катоду. Электрическая цепь (источник питания — электрод-катод — электролит — электрод-анод — источник питания) при этом замыкается.
. При создании на электродах от источника питания разности потенциалов анионы хлора начинают двигаться к аноду, а катионы меди к катоду. Электрическая цепь (источник питания — электрод-катод — электролит — электрод-анод — источник питания) при этом замыкается.
Источник питания начинает перемещать электроны с анода во внешнюю цепь. Отдав электроны, атомы меди в виде ионов переходят в электролит. Происходит растворение материала анода. Подошедшие к катоду катионы меди присоединяют электроны из внешней цепи и осаждаются в атомарном виде на катоде, формируя покрытие. Фактически происходит перенос атомов меди с анода на катод.
На катоде осуществляется процесс восстановления меди, т. е. присоединения электронов, а на аноде — окисления, т. е. отдача электронов.
Физико-химические процессы, протекающие при электролизе, легли в основу электрохимических методов обработки заготовок. Так, растворение материала анода стало предпосылкой создания группы методов электрохимической размерной обработки, полирования, комбинированных методов, а осаждение металла на катоде стало основой получения электрохимических покрытий на заготовках.
Процессы, проходящие при электролизе на электродах и в растворе, зависят как от состава электролита, так и от материалов, из которых сделаны электроды. Основные соотношения, описывающие электролиз, установлены и сформулированы в 1833-1834 годах английским учёным М. Фарадеем. Согласно объединённому закону М. Фарадея масса вещества, окисленного на аноде и восстановленного на катоде (т, кг) прямо пропорциональна количеству прошедшего через электролит электричества. Этот закон выражается следующей математической формулой:

где kэх — электрохимический эквивалент вещества, кг/Кл; q — количество электричества, Кл; I— сила тока, А; τ— время протекания процесса, с. Коэффициент kэх численно равен массе вещества в килограммах, растворённого (перемещённого с анода на катод) при 1= 1 А за одну секунду.
Фактическая масса вещества, прореагировавшего при электрохимической обработке на аноде, всегда меньше массы, вычисленной по закону Фарадея. Это объясняется тем, что часть количества электричества тратится на побочные реакции на электродах, образование газов, прохождение вторичных реакций в электролите. Эту разницу оценивают коэффициентом выхода по току k η :
k η=m ф /m (1.57)
где m ф –фактическая масса растворенного вещества,кг.
Значение k η для разных процессов варьируется в широких пределах и зависит от условий, при которых реализуется процесс электролиза; загрязнений электролита продуктами реакций, температуры электролита, плотности тока и других параметров процесса.
С учётом значения k η фактическую массу растворённого при электрохимической обработке металла заготовки m ф , определяют по формуле:
m ф=60 k η k эх I τ0 (1.58)
Где  - основное время электрохимической обработки, мин.
- основное время электрохимической обработки, мин.
Ввиду большого числа факторов, влияющих на коэффициент k η найти его значение теоретическим путём не удаётся. Поэтому на практике выход по току определяют экспериментально через отношение
k η  m ф /m= (ρ m S Δ h ) / 6·10 10 k эх I τ0 (1.59)
m ф /m= (ρ m S Δ h ) / 6·10 10 k эх I τ0 (1.59)
где  — плотность материала анода, кг/м ; S — площадь анода, подлежащая обработке, мм ;
— плотность материала анода, кг/м ; S — площадь анода, подлежащая обработке, мм ;  — толщина растворённого слоя металла анода, мм.
— толщина растворённого слоя металла анода, мм.
Скорость электрохимического растворения νр в линейных единицах (мм/мин), может быть определена следующим образом:
νр= Δ h / τ0 =6·10 10 k η (k эх I)/(ρ m S) = 6·10 10 k η (k эх ρi/ρ m ) (1.60)
где ρi –плотность тока, А/ мм 2
Непосредственные расчеты νр по формуле (1.60) провести не удаётся, так как с увеличением плотности тока падает значение выхода по току. При этом наблюдается рост удельной энергоёмкости процесса, значение которой w m, Дж/кг, рассчитывают по формуле:
w m = 60 IU τ 0 / m ф (1.61)
где U-напряжение на электродах,В.
Из формулы (1.61) следует, что удельная энергоёмкость w m процесса ЭХО с возрастанием силы тока I увеличивается. Росту w m способствует ещё и то, что одновременно с ростом силы тока падает выход по току.
В лабораторной работе исследуются охарактеризованные выше зависимости технико-технологических характеристик ЭХО от плотности тока
k η = f1(ρ1) , νр= f 2 (ρ1) , w m= f (ρ1) ,
которые для заданного в работе диапазона режимов электрохимической размерной обработки соответствуют типовым графикам, приведённым на рисунке 1.65.
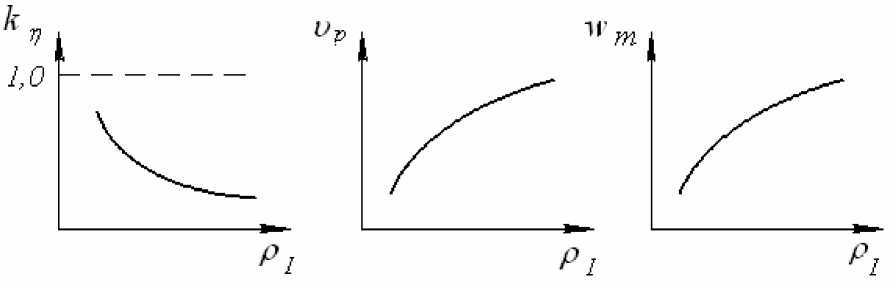
Рис. 9.11. Типовые графики зависимостей параметров электрохимического травления заготовки от плотности тока.
Содержание работы
Работа включает изучение технологических характеристик и основных закономерностей электрохимической размерной обработки, проведение эксперимента с построением графиков зависимостей выхода по току, скорости анодного растворения и удельной энергоёмкости электрохимической обработки плоской поверхности заготовки от плотности тока и выполнение индивидуального задания.
Лабораторная установка ЭХТ-97
Эксперименты проводятся на лабораторной установке для электрохимической обработки ЭХТ-97 (рис. 9.12).
Основными частями установки являются ёмкость 4 для электролита, изготовленная из химически стойкого материала, источник тока 1, компрессор 10 и два кронштейна 5 и 8, закреплённые на стенке ёмкости 4. Источник тока 1 снабжён встроенными в него вольтметром 2 и амперметром 3, которые позволяют контролировать ступенчато изменяемые при переключении тумблеров 12 значения силы тока и напряжения на электродах 6 и 7, закреплённых соответственно на кронштейнах 5 и 8.
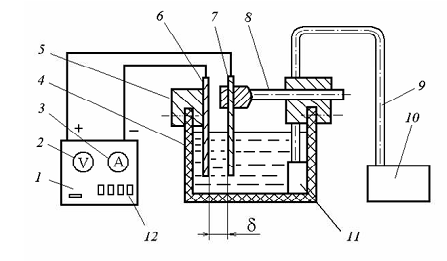
Рис.9.12.Схема установки ЭХТ-97
Ток от источника по гибким шинам подаётся на электроды 6 и 7, выполненные в виде пластин. Пластина 6, являющаяся катодом, изготовлена из нержавеющей стали Х18Н10Т и закреплена при помощи кронштейна 5 на стенке ёмкости 4. Сама ёмкость заполнена 15 % водным раствором хлорида натрия.
Вторая пластина 7, представляющая анод, закреплена на противоположной стенке ёмкости 4 при помощи подвижного кронштейна 8, который даёт возможность изменять межэлектродный зазор d и скорость анодного растворения материала ир. Заготовка-анод, подвергаемая обработке, изготовлена в виде пластины из стали 45. Обрабатываемая плоскость пластины перед проведением опыта шлифуется с шероховатостью поверхности по параметру Ra в пределах 0,8-0,4 мкм
Обратная сторона пластины и боковые поверхности для предохранения их от травления покрыты защитным электроизоляционным покрытием — титановой эмалью Т-1.
Далее в виде схемы даны физико-химические процессы электролиза в созданной для проведения эксперимента технологической системе «электролит — электроды» при прохождении через электролит электрического тока:
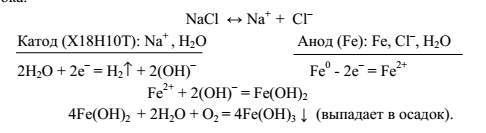
Из представленных уравнений следует, что на поверхности заготовки-анода, обращённой к катоду, в результате окислительной реакции происходит растворение железа, что и составляет основу обработки плоской поверхности заготовки-анода 7. Для эффективного удаления продуктов анодного растворения из межэлектродного промежутка электролит перемешивают потоком воздуха, подаваемого в ёмкость 4 по гибкому трубопроводу 9 от компрессора 10. С целью предотвращения образования больших воздушных пузырей и выплёскивания электролита из ёмкости конец трубопровода 9 снабжён рассеивателем пузырей 11.
Последовательность выполнения работы
1.Ознакомьтесь с устройством и принципом работы лабораторной установки ЭХТ-97.
2.Совместно с преподавателем разберите представленные в начале работы формулы химических реакций, протекающих в технологической системе при электрохимической размерной обработке.
3.Получите у учебного мастера заготовку для эксперимента — пластинку, изготовленную из стали 45.
4.Измерьте штангенциркулем размеры рабочей зоны пластинки, микрометром — толщину h заготовки и профилометром MarSurf PS1 — шероховатость обрабатываемой поверхности по параметру Ra, по три измерения каждого параметра. Полученные значения занесите в таблицу П.1 протокола измерений, форма которого представлена в разделе «Содержание отчета» данной работы.
5.Установите заготовку в ёмкость с электролитом — 15 % водным раствором соли NaCl, выдержав заданное преподавателем значение межэлектродного зазора £(в пределах 3-10 мм).
6.Проведите обработку заготовки в течение 5 минут при заданном преподавателем значении силы тока I и установившемся значении напряжения U. После травления измерьте толщину образца h и шероховатость поверхности Ra профилометром MarSurf PS1 (см. приложение 2). Результаты измерений занесите в таблицу П.2 протокола измерений.
7.Повторите дважды (в таблице П.2 — эксперименты 2 и 3) на этом же образце перечисленные в пунктах 5, 6, 7 действия, увеличивая каждый раз значение силы тока I, и занесите измеренные данные в таблицу П.2 (эксперименты 2 и 3) протокола измерений.
8.Вычислите значения плотности тока в каждом эксперименте по формуле 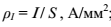 , А/мм ; результаты расчётов занесите в таблицу .
, А/мм ; результаты расчётов занесите в таблицу .
9.Рассчитайте и занесите в таблицу 1.37 значения коэффициентов выхода по току для каждого эксперимента. Для этого:
-вычислите толщину ∆h удалённого за 5 минут обработки слоя материала по каждому эксперименту по формуле ∆h = h 1- h2, в которой индексы 1 и 2 обозначают номера измерений;
-рассчитайте массу mф, кг, удалённого слоя по формуле:
mф= 10-9 ρm S Δh
-используя формулу (1.57) и данные таблицы 1.38, определите значения коэффициента выхода по току k эх.
10.Рассчитайте производительность по массе Пm=mф /τ0 , кг/мин, и удельную энергоёмкость процесса обработки Wm , Дж/кг, по формуле (1.61) при различных значениях плотности тока. Результаты расчётов занесите в таблицу 1.37.
11.Рассчитайте по предложенным преподавателем параметрам производительность по массе Пm для процесса концевого фрезерования заготовки и сопоставьте полученные данные с производительностью электрохимической размерной обработки.
Таблица 1.38
Плотность и электрохимические эквиваленты некоторых сплавов
| № п/п | Материал | ρв , кг/м3 | k эх, кг/Кл |
| 1 | 2Х13 | 7750 | 2,58-10-7 |
| 2 | 5ХНМ | 7800 | 2,86-10-7 |
| 3 | ВК8 | 14350 | 3,10-10-7 |
| 4 | Т15К6 | 11000 | 2,75-10-7 |
| 5 | Т5К10 | 12200 | 3,05-10-7 |
| 6 | 30ХГСА | 7850 | 2,88-10-7 |
| 7 | 38ХНМЮА | 7710 | 2,83-10-7 |
| 8 | Д1 | 2800 | 0,93-10-7 |
| 9 | ВТ16 | 4680 | 1,79-10-7 |
| 10 | ВТ22 | 4500 | 1,72-10-7 |
| 11 | ЭИ-893 | 8800 | 2,64-10-7 |
| 12 | Х18Н9Т | 7900 | 2,76-10-7 |
| Примечание. В экспериментах используются образцы из стали 45, имеющей k эх= 2,69 ·10 -7 кг/Кл., ρm=7800 кг/м3 | |||
12.Получите у преподавателя индивидуальное задание.
Выполните по индивидуальному заданию следующие действия:
-нарисуйте схему обработки заготовки и эскиз рабочей части применяемого электрода-инструмента с необходимыми видами и (или) сечениями;
-рассчитайте площадь поверхности S, подлежащей обработке;
-пользуясь данными, приведёнными в таблице 1.39, определите необходимую для выполнения обработки плотность тока .
Содержание отчёта
1.Наименование работы.
2.Условия проведения эксперимента: материал и размеры заготовки, размеры её рабочей зоны, значение межэлектродного зазора  , состав и концентрация электролита, измерительные приборы и инструменты.
, состав и концентрация электролита, измерительные приборы и инструменты.
3.Таблица результатов эксперимента по форме таблицы П.2 протокола измерений.
4.Расчёты, перечисленные в пунктах раздела «Последовательность выполнения работы», и таблица результатов (по форме таблицы 3.1).
5.Сопоставление производительности электрохимической обработки заготовки (по эскизу индивидуального задания) с производительностью её обработки указанными преподавателем методом и режимом обработки.
6.Выводы.
Индивидуальное задание: «Определить силу тока, необходимую для травления заготовки и рассчитать основное время обработки».
Приложение. Протокол измерений (по далее приведённой форме).
ПРОТОКОЛ ИЗМЕРЕНИЙ
к лабораторной работе «Определение зависимостей технологических характеристик электрохимической обработки плоской поверхности
заготовки от плотности тока»
Группа
Дата проведения эксперимента « » 20 г.
Условия проведения эксперимента
Оборудование:
Рабочая среда:
Характеристики электрода-инструмента:
Материал, форма и размеры заготовки:
Режим обработки:
Межэлектродный зазор, д, мм
Измерительные инструменты и приборы:
Таблицы измерений
Практическая работа № 9.6 Изучение устройства электроэрозионного станка
Цель работы: знания назначения и устройства электроэрозионного станка Sure First ED-203, элементов режима электроэрозионной обработки, содержания и последовательности наладки станка на прошивание отверстий, достижимой точности размеров и шероховатости изготавливаемых поверхностей; умение обработки результатов экспериментов и расчёта по ним технологических характеристик электроэрозионного прошивания отверстий.
Общие сведения
Процесс электроэрозионный обработки основан на явлении электрической эрозии, возникающей при прохождении часто повторяющихся электрических разрядов, создаваемых источником импульсов электрического напряжения, в зазоре δб между электродом-инструментом 1 и электродом-заготовкой 2, помещёнными в ванну 3 с диэлектрической жидкостью (рис.9.13, а).
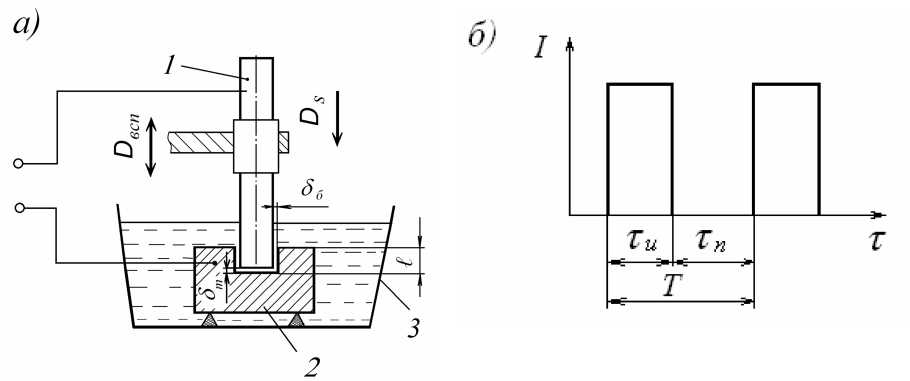
Рис.9.13.Электроэрозионное прошивание отверстия: а) — схема электроэрозионного прошивания отверстия; б) — форма импульсов электрического тока
Обработка происходит при поступательном движении Ds электрода- инструмента 1 в направлении заготовки 2, неподвижно закреплённой в ванне на столе станка. Когда торцовый зазор дт между электродом- инструментом и заготовкой становится меньше предельного, между ними происходит искровой разряд длительностью τи = 10-3‒10-7 c. Так как объём искрового канала очень мал, а мощность импульса тока достаточно велика, температура в зоне обработки может достигать 10000-12000 0С. Поэтому процесс разряда сопровождается интенсивным нагревом, локальным расплавлением металла на поверхностях электрода-инструмента и заготовки и выбросом его из межэлектродного зазора. Выброс расплавленного металла происходит под действием высокого давления, образующегося при тепловом взрыве жидкости в зоне искрового разряда с образованием парового пузырька и последующего его «схлопывания». Большая частота следования разрядов обеспечивает величину общего удельного объёма удаляемого материала достаточную, чтобы использовать данный метод для высокопроизводительной обработки заготовок.
Съём материала происходит преимущественно с одного из электродов, даже если материалы электродов одинаковы. Поэтому заготовку подключают к тому полюсу источника электрических импульсов, на котором эрозия интенсивнее. При малой длительности импульсов tu = 10-5-10-7 с большему тепловому воздействию подвергается анод, поэтому в качестве такового при этом режиме обработки используют заготовку. При длительности импульсов tu = 10-3-10-4 с большему тепловому воздействию подвержен катод. Соответственно, заготовка в этих условиях должна быть катодом.
Подключение заготовки к положительному полюсу источника тока (аноду), а электрода-инструмента к отрицательному полюсу (катоду), называют прямой полярностью. Противоположный потенциал на электродах считают обратной полярностью.
Для интенсификации электроэрозионной обработки электрод- инструмент периодически поднимают вверх Dвсп на относительно большие расстояния с последующим подводом в рабочую позицию, что способствует удалению из зоны обработки отходов эрозии электродов.
Основными параметрами импульсов разрядного тока являются:длительность импульсов τu,c (рис.9.13), частота их следования f ,Гц,скважность q и энергия импульса Wu,Дж. Импульсы следуют друг за другом с определенной периодичностью паузы τn и периодом T=τu +τn.
В процессе электроэрозионный обработки электрод-инструмент изнашивается, что приводит к погрешностям формы и размеров получаемых поверхностей. При прошивке сквозных отверстий эта погрешность может не влиять на точность формируемого размера диаметра, так как отверстие в конце обработки калибруется неизношенной частью инструмента. При обработке несквозных полостей искажённая вследствие износа форма электрода-инструмента копируется на заготовке. Поэтому при необходимости получения точных размеров полости последовательно применяют черновую, получистовую и чистовую обработку заготовки, для чего требуется иметь набор электродов с разными размерами и при переходе от чернового этапа к чистовому этапу провести смену не только электрода- инструмента, но и режима обработки.
Электроэрозионной обработке подвергаются только электропроводные материалы. Производительность и качество обработки практически не зависят от таких механических характеристик материала заготовки как твёрдость, предел прочности, предел текучести. Поэтому методом электроэрозионной обработки можно эффективно обрабатывать заготовки, подвергнутые различным видам упрочнения, металлокерамические твёрдые сплавы, труднообрабатываемые металлы и их сплавы.
Точность изготовления размеров деталей при электроэрозионной обработке во многом зависит от установленных полярностей электрода- инструмента и заготовки, а также режима обработки. При прямой полярности с tu = 10-5 -10-7 с достигается точность размеров по 5-7-му квалитетам точности. При прошивании сквозных отверстий на этих режимах погрешности обработки не превышают 0,03-0,05 мм, а на прецизионных станках даже 0,01-0,02 мм. При обработке полостей погрешности обработки в этих условиях находятся в пределах 0,03-0,1 мм. Шероховатость поверхности на чистовых режимах обработки достигает по параметру Ra 1,25 мкм.
На обратной полярности с использованием tu = 10-3-10-4 с точность размеров соответствует 9-14-му квалитетам точности. Этот режим характеризуется высокой производительностью, значительной высотой микронеровностей, а потому используется для черновой обработки заготовок.
Назначение станка Sure First модели ED-203
Электроэрозионный станок модели Sure First ED-203 предназначен для получения полостей и отверстий в заготовках массой до 300 кг с максимальными габаритными размерами 500 х 250 х 220 мм (длина, ширина, высота) из материалов, проводящих электрический ток.
На данном станке имеется возможность широко варьировать режимы обработки и изменять полярности электродов, что позволяет осуществлять черновую обработку, обеспечивающую производительность съёма материала до 500 мм /мин, и чистовую обработку, обеспечивающую 6-7-ой квалитеты точности и шероховатость поверхности Ra не ниже 1,25 мкм.
На станке можно выполнять такие операции, как:
-прорезание узких пазов шириной от 0,15 мм и более;
-координатное прошивание цилиндрических отверстий в труднообрабатываемых резанием материалах с обеспечением точности межосевого расстояния сопряжённых отверстий до 0,03-0,05 мм;
-получение отверстий относительно большого диаметра методом кольцевой прошивки;
-вырезание профильных заготовок из листового материала, разрезание пластинок из твёрдых сплавов;
-извлечение сломанного инструмента из обрабатываемой заготовки;
-обработку сложных поверхностей штампов;
-нанесение изображений на клейма и другие изделия.
Устройство станка Sure First ED-203
Внешний вид электроэрозионного станка Sure First ED-203 с указанием его основных узлов представлен на рисунке 9.14.
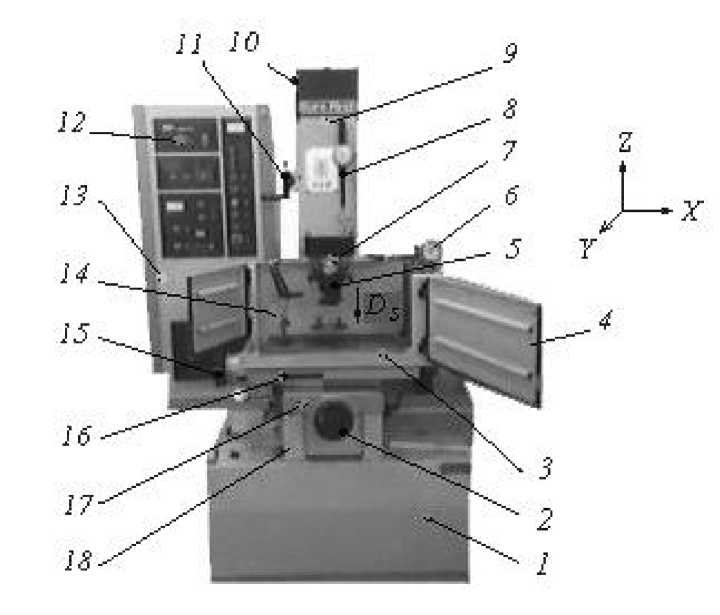
Рис.9.14. Электроэрозионный станок модели Sure First ED-203
Станок устанавливается на фундамент основанием 1, внутри которого расположен бак с диэлектрической жидкостью ёмкостью 260 литров. На основании станка смонтирована станина 18 с вертикальной колонной 10 и электрошкаф 13 с панелью управления 12. На вертикальных направляющих колонны 10 установлена шпиндельная бабка 9, перемещаемая по направляющим колонны с помощью маховичка 11. Внутри шпиндельной бабки расположена выдвижная пиноль 7, имеющая возможность автоматического перемещения вверх и вниз с помощью кнопок пульта управления, расположенного на правой стороне шпиндельной бабки (на рисунке пульт не показан). На торцовой части пиноли закреплён патрон 5 для установки 192 электрода-инструмента. Электрод-инструмент при обработке с помощью серводвигателя постоянного тока, размещённого в шпиндельной бабке, совершает движение вертикальной подачи Ds.
На верхних направляющих станины 18 расположены поперечные 17 и продольные 16 салазки. Они обеспечивают перемещение заготовки, закрепляемой на рабочем столе станка 3 с помощью маховичков 2 и 15 соответственно по взаимно перпендикулярным направлениям X и Y. Цена деления лимбов поперечного и продольного перемещения салазок равна 0,01 мм.
Рабочий стол 3, имеющий габаритные размеры 500 х 250 мм (длина, ширина), размещён в рабочей ванне 14 с открывающейся створкой 4. В ванну насосом закачивается диэлектрическая жидкость. Подача жидкости в ванну 14 осуществляется через штуцер, подсоединённый к гидравлической системе станка.
В ванне станка смонтировано устройство для регулирования уровня диэлектрической жидкости, который при обработке должен быть выше обрабатываемой поверхности заготовки на 30...50 мм. Установку уровня диэлектрика осуществляют при наладке станка, исходя из высоты системы «приспособление — заготовка». Давление подаваемой в ванну жидкости можно контролировать по манометру 6 и регулировать при помощи специального клапана. Для контроля температуры диэлектрической жидкости используется устройство, которое автоматически отключает питание станка при температуре 55 °С.
Точность и качество выполненных на электроэрозионном станке работ в значительной степени зависят от точности установки и надёжности закрепления электрода-инструмента. Для реализации этих задач на станке предусмотрен патрон 5 (см. рис.9.14), устанавливаемый в пиноль шпиндельной бабки. Патрон обеспечивает возможность закреплённому в нём электроду-инструменту отклоняться от вертикальной оси на угол ± 10° с помощью регулировочных винтов. Нижняя часть корпуса патрона может поворачиваться вокруг вертикальной оси и фиксировать малый патрон, а вместе с ним и электрод-инструмент в необходимом положении при выверке последнего. Физическая модель электроэрозионной обработки характеризуется сложными, многоэтапными процессами, происходящими на электродах и в межэлектродном промежутке. В первую очередь, к таким процессам относят съём материала с обрабатываемой поверхности заготовки и удаление образовавшихся отходов (шлама) из зоны обработки. Скорости протекания этих процессов и время их прохождения должны быть строго согласованы между собой. Нарушение согласования приводит к неустойчивости всего процесса электроэрозионной обработки из-за загрязнения зоны обработки отходами или к снижению производительности съёма материала.
Для реализации этого требования на станке Sure First ED- 203 специальной следящей системой проводится сбор информации о состоянии рабочей зоны и на её основе осуществляется адаптивное управление электрическими и гидравлическими режимами работы станка с помощью сервопривода (следящего привода). Сервопривод станка Sure First ED-203 обеспечивает примерное постоянство в работе межэлектродного торцового зазора dm, называемого управляемым параметром. Величина зазора существенно изменяется только в моменты периодического подъёма электрода-инструмента Decn (см. рис.9.14, а) на расстояния от 0,5 до 15 мм с последующим подводом его в рабочую позицию, что обеспечивает интенсификацию удаления из зоны обработки продуктов эрозии электродов.
Важнейшим элементом сервопривода станка Sure First ED-203 является серводвигатель постоянного тока, обеспечивающий прерывистое поступательное движение электрода-инструмента в направлении движения подачи Ds в момент, когда межэлектродный зазор dm выйдет за пределы установленного оптимального диапазона его значений, определяемых режимом обработки.
Панель управления станком Sure First ED-203, расположенная на лицевой стенке электрошкафа 13 (см. рис.9.14), представлена на рис.9.15. Обозначенные на ней кнопки и рукоятки имеют следующие назначения:
1— главный выключатель питания станка: позиция «0» - питание отключено, позиция «1» - питание включено;
2— кнопка аварийного останова;
3— кнопка выключения насоса для прокачки диэлектрической жидкости;
4— кнопка включения насоса для прокачки диэлектрической жидкости;
5 — датчик уровня диэлектрической жидкости в ванне (включён или
выключен);
6— кнопка датчика контроля разряда. Если кнопка не нажата, то разряд между электродами не образуется до тех пор, пока диэлектрическая жидкость в ванне не дойдет до уровня, необходимого при электроэрозионной обработке с погружением заготовки в диэлектрик. Образование разряда прекратится, если уровень диэлектрической жидкости в процессе обработки станет ниже требуемого положения. При нажатой кнопке разряд в межэлектродном промежутке образуется без погружения электродов в диэлектрическую жидкость;
7— кнопка (выключатель) контроля автоматического останова. Прине нажатой кнопке в тот момент, когда электрод-инструмент достигнет установленнной глубины обработки, будет отключено питание разряда. После отключения питания пиноль шпиндельной бабки 8 (см. рис. 1.59) с электродом-инструментом отойдёт вверх. При включённой кнопке 7 в момент достижения электродом-инструментом заданной глубины обработки будет полностью отключено питание станка, автоматическое движение подачи электрода-инструмента прекратится, а электрод- инструмент отойдет вверх;
8— переключатель настройки длительности импульсов ти, устанавливаемой дискретно по значениям, указанным на шкале, в пределах от 1 мкс до 1200 мкс (10-6 - 1,2 • 10-3 с).
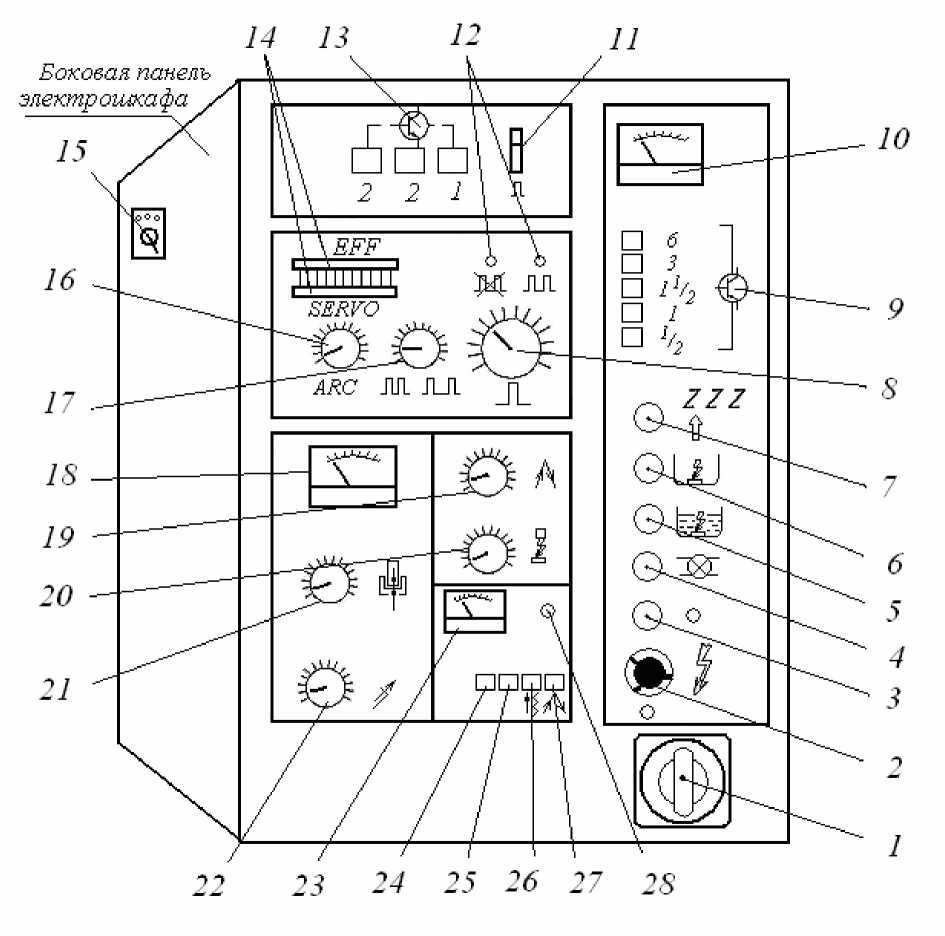
Рис.9.15. Панель управления станка Sure First ED-203
9— кнопки установки силы тока I при низком напряжении U (40-60 В) на электродах. Значения силы тока, устанавливаемые при нажатии кнопок с цифрами, указанными на панели управления станка, приведены в таблице 1.30. Требуемое значение силы тока устанавливается нажатием одной или нескольких кнопок. Если ни одна из кнопок не нажата, то используется по умолчанию сила тока равная 0,5 А. Одновременное нажатие нескольких кнопок обеспечивает установку силы тока, равной сумме значений, указанных в таблице 1.30 для каждой из нажатых кнопок, и силы тока при не нажатых кнопках (0,5 А).
10— амперметр средних значений силы тока разряда 1ср в межэлектродном промежутке;
11— переключатель диапазона напряжений U на электродах. Имеет две позиции: диапазон низкого напряжения (40-60 В) и диапазон высокого напряжения (около 300 В). Диапазон высокого напряжения используют для улучшения условий промывки межэлектродного промежутка при обработке и обеспечения стабильности прохождения разрядов;
12— красный и зелёный светодиоды, указывающие на состояние работы станка и уровень эффективности электроэрозионного съёма материала. При нормальном состоянии работы станка зелёный светодиод (обозначение на панели - ЛЛ) включён. Эффективная обработка и нормальные условия протекания процесса соответствуют выключенному красному светодиоду (обозначение на панели - М). Мигание этого светодиода указывает на низкую эффективность процесса, вызванную плохим удалением отходов из межэлектродного промежутка или нестабильностью искрового разряда. Включение красного светодиода связано с неисправностью в системе работы станка или наличием контакта заготовки и электрода-инструмента;
13— кнопки установки высокого напряжения U (до 300 В) на электродах. Силы тока, обеспечиваемые при нажатии кнопок 13, указаны в таблице 1.31.
14— светодиоды, указывающие при обработке в относительных единицах (от 0 до 100 %) уровень частоты разрядов (светодиод EFF) и чувствительности следящей системы станка к величине отклонения межэлектродного торцового зазора 8т от установленного значения (светодиод SERVO). Низкий уровень частоты разрядов соответствует большой длительности импульсов ти. Установленная при наладке станка величина торцового зазора зависит от принятых электрических параметров режима обработки, в первую очередь, от установленных силы тока 1ср и напряжения на электродах Ucp. Численное значение торцового зазора 8т не устанавливается;
15— переключатель полярности электродов. Имеет три позиции: нулевая, правая — обратная полярность (заготовка — катод), левая позиция — прямая полярность (заготовка — анод).
16— рукоятка регулировки чувствительности системы к созданию условий для прохождения электрического разряда между электродами. При нормальных условиях обработки эта рукоятка должна быть установлена в положение «2». Поворот рукоятки по часовой стрелке повышает чувствительность системы к началу образования электрического разряда, что не рекомендуется для чистовой обработки и обработки с силой тока I менее 5 А;
17— переключатель настройки длительности перерывов между импульсами тп;
18— вольтметр, указывающий среднее значение напряжения на электродах Ucp;
19— рукоятка регулировки высоты периодического подъёма электрода-инструмента с целью удаления продуктов эрозии из межэлектродного промежутка и последующего подвода его в рабочую позицию. Высота подъёма может устанавливаться дискретно в диапазоне от 0,5 до 15 мм. Нормальное значение этой высоты находится в пределах 0,5—1,5 мм. Наибольшее значение подъема электрода-инструмента соответствует положению рукоятки в позиции 1, наименьшее — в позиции 10;
20— рукоятка регулировки времени периода подъёма и опускания электрода-инструмента (движение Decn). Это время устанавливается дискретно в диапазоне от 0,5 до 10 с в соответствии с позициями рукоятки на панели электрошкафа. Напряжение между электродами в период подъёма 21— опускания устанавливается равным 100 В;
22— рукоятка установки оптимального по величине искрового разряда в межэлектродном промежутке путём регулировки напряжения на электродах, а, соответственно, величины межэлектродного торцового зазора. Величина зазора при этом не контролируется. В условиях черновой обработки (Ra более 6,3 мкм) используется напряжение Uв диапазоне 40—45 В. При чистовой обработке (Ra 3,2—1,25 мкм) напряжение на электродах устанавливают в диапазоне 50—60 В. Контроль напряжения осуществляют по вольтметру 18 в условиях прохождения рабочего процесса при установленном значении средней силы тока;
23— рукоятка регулировки чувствительности системы к величине отклонения межэлектродного торцового зазора дт от оптимального установленного значения. Позволяет сохранить стабильный по величине межэлектродный зазор в процессе обработки, а, соответственно, высокую эффективность процесса. Более высокая, чем оптимальная, чувствительность может стать причиной нестабильности разряда, а низкая чувствительность может привести к плохой промывке межэлектродного промежутка и его заполнению продуктами эрозии электродов;
24— индикатор чувствительности системы к величине отклонения межэлектродного торцового зазора дт;
25— кнопка включения режима автоматического опускания пиноли шпиндельной бабки 9 (см. рис. 1.63) с электродом-инструментом;
26— кнопка блокировки пиноли от перемещений при выполнении специальных операций;
27— кнопка включения быстрого перемещения пиноли шпиндельной бабки. Кнопка нажимается при установке глубины обработки с помощью устройства 8 (см. рис. 1.59);
28— кнопка включения режима быстрого отвода и подвода электрода-инструмента;
29— светодиод и зуммер включающиеся в момент контакта заготовки и электрода-инструмента при установке глубины обработки с помощью устройства 8 (см. рис. 1.59).
Параметры режима электроэрозионной обработки и основы их выбора
Режимом электроэрозионной обработки называют совокупность численных значений регулируемых (устанавливаемых при наладке станка) параметров процесса, которые определяют технико-экономические показатели выполнения операции на станке.
Режим электроэрозионного формообразования на станке Sure First ED-203 включает три группы параметров: электрические, механические, гидромеханические.
Электрическими параметрами режима электроэрозионной обработки являются: напряжение на электродах U, их полярность (прямая или обратная), форма и частота прохождения f импульсов, время действия импульсов t и время перерыва между импульсами t, период действия импульсов Т, скважность импульсов q, средняя сила тока 1ср в межэлектродном промежутке.
Механические параметры обработки включают: скорость подачи электрода-инструмента uS, межэлектродные зазоры 8 (боковой 8q и торцовый 8т), частоту и высоту периодического подъёма электрода-инструмента с последующим подводом его в рабочую позицию для интенсификации удаления из зоны обработки продуктов эрозии электродов.
Гидромеханические параметры режима обработки связаны с прокачкой диэлектрической жидкости через межэлектродный промежуток. В качестве диэлектрических жидкостей на станке Sure First ED-203 используют жидкости марок ESSO, CASTROL, CHEVRON, MENTOR, EDM 71, основу которых составляют жидкие масла и керосин. Диэлектрическая жидкость используется при обработке как охлаждающая среда и как средство стимулирования искрового разряда. Она также вымывает продукты эрозии заготовки и электрода-инструмента из межэлектродного промежутка и образует электрический изолятор между заготовкой и электродом.
Диэлектрические жидкости высокой вязкости используют при черновой обработке, характеризующейся большими межэлектродными зазорами. При чистовой обработке, ставящей целью достижение низкой шероховатости обработанной поверхности и высокой точности размеров, используют диэлектрические жидкости с малой вязкостью.
К гидромеханическим параметрам обработки относят: рабочее давление жидкости, расход диэлектрика, скорость прокачки его через межэлектродный промежуток, температуру диэлектрика. Температура диэлектрической жидкости не должна превышать 55 0С. Если она выходит за этот предел, аварийная сигнализация автоматически выключает станок.
Выбор режима электроэрозионной обработки. Экспериментальными исследованиями в области электроэрозионной обработки выработан ряд зависимостей и практических рекомендаций по выбору режимов обработки, являющихся общими для электроэрозионного метода обработки вне зависимости от применяемого оборудования. Эти зависимости и рекомендации, устанавливающие связь между параметрами режима обработки и технико-экономическими показателями процесса, распространяются и на обработку заготовок на станке Sure First ED-203.
В соответствии с ними на выбор режима электроэрозионной обработки влияют:
— выходные параметры обработки, которыми чаще всего являются максимальная производительность процесса Пт, кг/мин, при условии получения заданной точности выполнения размеров и шероховатости 200 обработанных поверхностей. Эти технико-технологические требования в своей совокупности или независимо друг от друга чаще всего и принимают в качестве критериев оптимизации режима обработки;
-марка материалов и физические характеристики заготовки и электрода-инструмента;
-площадь S, мм , и глубина обработки L, мм;
-вид и схема обработки;
-схема и параметры прокачки электролита через межэлектродный промежуток.
Приведём далее некоторые общие рекомендации по выбору режима электроэрозионной обработки.
В зависимости от требуемых точности выполнения размеров и значений параметров шероховатости обработанных поверхностей электроэрозионную обработку разделяют на черновую (предварительную), получистовую и чистовую (окончательную). Границы достигаемых при каждом виде обработки требуемых по чертежу параметров в данном случае, как и при других методах обработки, весьма условны. Так, за чистовую обработку принимают обработку, обеспечивающую 6-9-й квалитеты точности размеров и шероховатость поверхности по параметру Ra не более 1,25...3,2 мкм. Черновая обработка, в свою очередь, характеризуется 12-14-м квалитетами точности и высотой микронеровностей профиля обработанных поверхностей Ra, равной 12,5 мкм и более. При назначении режимов чистовой, получистовой и черновой электроэрозионной обработки придерживаются следующих рекомендаций.
При чистовой электроэрозионной обработке необходимо осуществлять процесс с низкой энергией импульсов Wu, что обеспечивается применением небольших значений средней силы тока Iср и выбором короткого времени действия импульсов с установкой на электродах прямой полярности. Средняя сила тока по паспортным данным станка Sure First ED-203 может изменяться в весьма широких пределах от 0,5 А до 130 А. Необходимость выбора прямой полярности связана с тем, что при малых длительностях импульсов съём металла происходит преимущественно с анода. Поэтому для обеспечения меньшего износа электрода- инструмента и обеспечения эффективного съёма материала с заготовки целесообразно применить прямую полярность, при которой заготовка является анодом, а электрод-инструмент — катодом.
При черновой обработке заготовки (Ra более 12,5 мкм) необходимо обеспечить большую производительность процесса. Это требует применения импульсов большой мощности (большие значения средней силы тока 1ср) и высокой продолжительности действия ти. С увеличением длительности разряда съём металла с катода становится выше, чем с анода. Именно поэтому при черновой обработке целесообразно устанавливать обратную полярность, при которой электрод-инструмент принимают анодом, а заготовку — катодом.
Получистовую обработку проводят, как правило, в режиме обратной полярности со средними по отношению к чистовой и черновой видам обработки значениями плотности тока I=7, А/мм .
Еще одной важной характеристикой обрабатываемой заготовки, влияющей на значения параметров режима обработки, является площадь обработки S, мм2. Зависимость производительности электроэрозионной обработки от площади обрабатываемой поверхности при постоянной средней силе тока 1ср носит экстремальный характер. При малых площадях обработки в межэлектродном зазоре создается обильная парогазовая фаза, которая значительно снижает производительность обработки. Повышение при тех же условиях обработки Iср приводит к уменьшению этой фазы, а соответственно, к повышению производительности съёма материала. Но после достижения некоторого значения площади обработки, являющегося оптимальным в условиях принятых значений других параметров режима, дальнейшее её увеличение приводит к затруднённому удалению продуктов эрозии из межэлектродного промежутка, что вновь начинает снижать производительность обработки. При этом площадь обработки S, при которой достигается экстремум производительности, при изменении средней силы тока меняется также по экстремальной зависимости.
В соответствии с паспортными данными станка рекомендуемые значения силы тока в зависимости от обрабатываемой площади заготовки S А/мм2, по таблице 9.19 можно определить через плотность тока .
Рекомендуемые значения плотности тока см.табл.9.9.
Таблица 9.19
| Материал электрода- инструмента | Полярность | Материал заготовки | Плотность тока, , А/мм2 | |
| Площадь обработки, S, мм2 | ||||
| < 1500 | > 1500 | |||
| Медь | Обратная | Сталь | 0,03 | 0,08—0,15 |
| Медно-графитовая композиция | Обратная | 0,03-0,08 | 0,08—0,12 | |
| Прямая | — | 0,06—0,18 | ||
| Медно вольфрамовая композиция | Обратная | Твёрдый сплав | — | 0,05—0,07 |
| Прямая | — | 0,15 | ||
Номограммы и таблицы, позволяющие непосредственно устанавливать оптимальные режимы обработки на электроэрозионном станке Sure First ED-203, отсутствуют. В связи с этим установку режима обработки при изготовлении каждой конкретной детали выполняют в два этапа. На первом этапе проводят установку параметров режима обработки на пульте управления станка, руководствуясь общепринятыми рекомендациями, содержащимися в справочниках. Второй этап содержит действия оператора по отладке режима обработки на основе визуальной и звуковой информации, поступающей с приборов панели управления в процессе изготовления первой детали с выходом на оптимальный режим.
В целом выбор режима обработки при заданных геометрических характеристиках детали и партии изготовления предполагает:
Выбор критерия оптимизации: производительности процесса по массе Пт (или по объёму nv), шероховатости поверхности Ra, точности размеров (погрешности обработки).
Выбор марки материала электрода-инструмента и диэлектрической жидкости, схемы её поступления в зону обработки.
Выбор полярности напряжения на электродах (прямой или обратной).
Выбор средней силы тока 1ср, А.
Определение длительности импульса t как функции заданной шероховатости обработки Ra.
Задание времени перерыва между импульсами тока тп.
Выбор напряжения на электродах Ucp, которое обеспечивает оптимальную величину межэлектродного зазора (конкретное значение зазора на приборах не устанавливается). Напряжение, используемое при черновой обработке, может регулироваться в диапазоне 40-45 В, а при чистовой обработке — 50-60 В. Большие значения напряжения на электродах соответствуют более высоким требованиям к точности размеров и шероховатости обработанной поверхности.
Выбор высоты и времени подъёма пиноли станка с электродом- инструментом из зоны обработки и возвращения её в исходную позицию. Время отвода - подвода может регулироваться в диапазоне от 0,5 до 10 с.
Большие значения используются для обработки при использовании токов большой силы или при черновой обработке. Более короткое время подъема электрода-инструмента принимается при обработке с использованием токов малой силы (менее 3 А), при чистовой обработке или при прошивке глубоких отверстий. Обычная высота подъёма электрода- инструмента устанавливается в пределах от 0,3 до 1,5 мм.
Наладка электроэрозионного станка Sure First ED-203 на прошивание отверстия
Для осуществления процесса обработки заготовки на электроэрозионном станке Sure First ED-203 необходимо произвести его наладку, т. е. подготовить станок к выполнению заданной технологической операции. Наладка станка на прошивание отверстия включает: установку и закрепление заготовки, определение диаметра электрода-инструмента du закрепление, выверку электрода-инструмента и размерную его наладку (установление в заданную позицию и на заданную глубину обработки); наладку режима обработки и систем обеспечения работы станка. Остановимся далее только на основных из перечисленных процедурах наладки.
Установка и закрепление заготовки
Для установки и закрепления заготовок на станке в единичном и мелкосерийном производствах применяют универсальные приспособления, а в серийном и массовом производствах - специальные приспособления. Перечень универсальных приспособлений, используемых на станке Sure First ED-203, соответствует перечню приспособлений этой группы, применяемых на фрезерных станках и описанных в работе 1.2. К ним относят прихваты, прижимные и опорные планки, машинные тиски, призмы для установки заготовок с цилиндрическими поверхностями, а также патроны различных типов.
Приспособления помимо задачи закрепления заготовки обеспечивают постоянство ориентации каждой из последовательно обрабатываемых заготовок изготавливаемой партии деталей относительно своих базовых поверхностей или поверхностей станка. В связи с этим такие приспособления проектируются применительно к определённой конструкции детали и соответствующего этапа её обработки в рамках технологического процесса.
Точность и качество выполненных на электроэрозионном станке работ в значительной степени зависят от точности установки электрода- инструмента. С этой целью после закрепления электрода-инструмента в патроне производится его выверка, обеспечивающая перпендикулярность оси электрода-инструмента столу станка. Для закрепления и выверки электрода в конструкции станка предусмотрен специальный патрон (рис. 1.61), устанавливаемый в пиноль шпиндельной бабки. Патрон крепится фланцем 1 к шпинделю станка при помощи болтов 8.
К фланцу патрона присоединен поворотный корпус 2, имеющий возможность поворачиваться вокруг вертикальной оси патрона на угол ±10 0 (движение Decn1) с помощью винтов 7. В поворотном корпусе установлен
сферический шарнир, обеспечивающий возможность качания закреплённого на нём малого патрона 3, в котором при помощи винта 4 крепится электрод-инструмент. Четыре винта (поз. 5 и 6) позволяют совершать качание малого патрона в двух взаимно перпендикулярных плоскостях и фиксировать его в необходимом положении при установке и выверке электрода-инструмента (движения Decn ).
Наладка электрода-инструмента на заданную глубину прошивания отверстия
Установка глубины прошивания отверстия или глубины полости в заготовке устанавливают на станке с помощью устройства, показанного на рисунке 1.62, которое автоматически отключает движение подачи электрода-инструмента Ds при достижении заданной глубины.
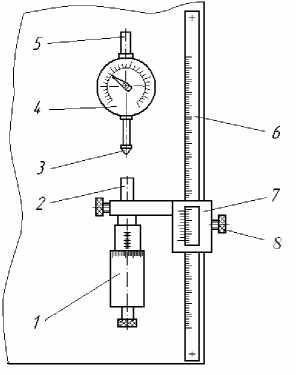
Рис.9.17. Устройство для установки глубины обработки
Устройство закреплено на шпиндельной бабке 9 (см. рис. 1.59) станка и содержит следующие части: измерительную головку 1 с выдвижным валиком 2, индикатор 4 с наконечником 3, измерительную линейку с делениями 6, движок с нониусной шкалой 7, концевой выключатель 5. Измерительная линейка 6 имеет шкалу от 0 до 200 мм с ценой деления 1 мм, цена деления шкалы нониуса движка 7 равна 0,05 мм.
Для установки с помощью данного устройства заданной глубины обработки отверстия I необходимо:
ослабить фиксирующий болт 8 движка 7 и отодвинуть движок вниз;
опустить электрод-инструмент вниз до касания с заготовкой, выполнив следующие действия:
нажать кнопку включения режима быстрого автоматического опускания пиноли шпиндельной бабки с электродом-инструментом,
 Рис. 9.18. Панель управления перемещением
Рис. 9.18. Панель управления перемещением
|
нажать кнопку 2 перемещения пиноли вниз, расположенную на панели с правой стороны шпиндельной бабки, для её быстрого перемещения (рис.9.18),
выключить выключатель контроля скорости движения пиноли (кнопка 26 на рис. 9.16), когда электрод будет рядом с заготовкой, что обеспечит возможность придания пиноли низкой скорости опускания, нажать кнопку 2 (рис.9.18) перемещения пиноли вниз на панели с правой стороны шпиндельной бабки для медленного перемещения пиноли и держать её нажатой до момента касания электрода-инструмента с заготовкой; в момент касания загорается светодиод и включается зуммер;
поднять движок 7 устройства для задания глубины обработки (рис.9.16) вверх до упора, перемещая плавно стержнем 2 вверх наконечник 3 индикатора 4;установить шкалу индикатора 4 по стрелке на «ноль»;переместить стержень 2 измерительной головки вниз на заданную глубину обработки I, производя при этом отсчет перемещения по индикатору 4 с ценой деления 0,01 мм, шкале линейки 6 и нониусу движка 7 или при помощи измерительной головки 1 (цена деления - 0,01 мм);закрепить движок 7 на линейке с помощью винта 8 (см. рис.9.16).
Наладка режима обработки
Наладка режима обработки включает установку выбранных значений параметров режима и их корректировку при изготовлении первой пробной детали.
Перед наладкой режима обработки на станке должны быть выполнены следующие работы:
установлена и закреплена заготовка на столе станка 3 (см. рис.9.16);
проверена работа гидравлической системы;
ванна для электролита 4 должна быть заполнена до требуемого уровня, при этом кнопка датчика контроля разряда 6 (см. рис.9.16) не должна быть нажата;
установлена глубина обработки L;
кнопка 7 контроля автоматического останова не должна быть нажата, её следует поставить в положение «OFF»;
рукоятка 16 определения состояния электрической дуги должна стоять в позиции «2»;
пиноль с электродом-инструментом должна быть отведена от заготовки с помощью кнопки управления перемещением пиноли 1 .
После выполнения этих процедур для наладки режима электроэрозионного прошивания нужно выполнить следующие действия.
Включить питание станка выключателем 1 (см. рис.9.18), поставив его в положение «1».
Установить полярность напряжения на электродах с помощью переключателя 15.
Поставить переключатель диапазонов напряжения на электродах 11 в позицию низкого напряжения.
Установить кнопками 9 заданное значение средней силы тока 1ср.
Установить переключателем 8 длительности импульсов разряда заданное значение ги.
Установить рукояткой 17 длительность паузы (перерыва) t между импульсами.
Поставить рукоятку 21 в позицию, соответствующую выбранному значению низкого напряжения Ucp на электродах.
Установить рукоятками 19 и 20 величину и время периодического отвода - подвода электрода-инструмента для удаления продуктов эрозии из зоны обработки.
Включить электропитание и подвести электрод-инструмент к заготовке.
Включить кнопкой 4 прокачку жидкости через ванну.
Включить кнопкой 2 (см. рис.9.18) движение автоматической подачи шпиндельной бабки (электрода-инструмента) и вести визуальный и звуковой контроль хода процесса прошивания по приборам и светодиодам 12 и 14 пульта управления станком.
При выявлении нехарактерных шумов, при отсутствии постоянного ровного звука, нестабильности разряда, низкой производительности процесса произвести коррекцию режима обработки с помощью рукояток отвода - подвода электрода-инструмента 19 и 20 и рукоятки установления величины межэлектродного зазора 21.
Вопросы для самоконтроля:
1.Устройство и принцип работы сварочного трансформатора.
2.Электрическая дуга и ее свойства.
3.Внешняя характеристика источника питания и требования к ней.
4.Сварочные электроды.
5.Основные параметры режима ручной дуговой сварки.
6.Сущность способа сварки в углекислом газе.
7.Преимущества и недостатки данного способа по сравнению с ручной дуговой сваркой.
8.Устройство и принцип работы полуавтомата.
ЗАКЛЮЧЕНИЕ
Изложенный в методических рекомендциях материал позволяет обучающимся правильно выбрать материал для конструкций и изделий; назначить необходимую термическую или химико-термическую обработку с целью получения требуемых при эксплуатации деталей механических и технологических свойств. Выбрать способ получения заготовки и технологическую последовательность ее обработки. Грамотно провести расчет размеров и массы заготовки, т.е. затраты материала, а также выбрать способы получения из заготовки детали. В учебном пособии приведены в необходимом количестве справочные данные, что сократит до минимума поиск этих данныхи ГОСТов. Теоретическая часть учебного пособия позволит ознакомиться совсеми разделами материаловедения и способами получения заготовок деталей, что дает возможность грамотновыполнять курсовые и дипломные проекты по специальным дисциплинам.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Арзамасов В.Б., Черепахин А.А., Кузнецов В.А. и др.-Технология конструкционных материалов-М.ИЦ «Академия»,2018.284 стр.
2. Колесов С.Н. Материаловедение и технология конструкционных материалов: Учебник для ВУЗов / С.Н. Колесов, И.С. Колесов. – М. Высшая школа, 2012. – 518с.: ил.
3. Материаловедение и технология металлов: Учебник для ВУЗов / Г.П.Фети-сов, М.Г. Карпман, В.М. Матюнин и др. – М.: Высшая школа, 2012. – 637с.
4.Зборщик А.М. Новые материалы в металлургии. Донецк,2008г.-178 с.
5. Киреева, Ю.И.Строительные материалы : учеб. пособие для студентов строительных специальностей / Ю. И. Киреева. – 2-е изд., доп. – Новополоцк : ПГУ, 2016. – 356 с.
6.Коррозия и защита металлов : учеб.-метод. пособие / О.В.Ярославцева, Т.Н.Останина, В.М.Рудой, И.Б.Мурашова ; науч. ред. А.Б.Даринцева/ ; М-во образования и науки РФ, Урал. федер. ун-т. – Екатеринбург : изд-во Урал. ун-та, 2015. – 90 с.
7. Привалов Е.Е. Электроматериаловедение: учебное пособие. - Ставрополь: АГРУС, 2012. – 196 с.
8.Привалов Е.Е. Электроматериаловедение. Лабораторный практикум: мето-дическое пособие. Ставрополь: АГРУС, 2012.- 81с.
9. Ткачёв, А.Г. Технология машиностроения : курс лекций / А.Г. Ткачёв, И.Н. Шубин. – Тамбов : Изд-во Тамб. гос. техн. ун-та, 2009. – 164 с. 10.Серебряков А.С. Электротехническое материаловедение. Электроизоляционные материалы. Учебное пособие для вузов.-М., «Маршрут», 2015. - 280 с.
11.Сорокин В.С., Антипов Б.Л.,Лазарева Н.П. Материалы и элементы электронной техники: учебник для вузов.-М: Издательсктй Центр «Академия»,-2016.-208 с.
12.Здания, сооружения и их устойчивость при пожаре. Части зданий
и сооружений : учебное пособие / сост. С.В. Шархун, В.В. Смирнов.; под общ. ред. О.А. Мокроусовой – Екатеринбург : Уральский институт ГПС МЧС России, 2013. – 84с
13.Арзамасов В.Б., Волчков А.Н., Головин В.А. и др.-Материаловедение и технология конструкционных материалов. -Учебник.- М.-Издательский центр «Академия»,2017,446 с.
14. Дубинкин, Д. М. Технология конструкционных материалов: учеб. пособие / Д. М. Дубинкин, Г. М. Дубов, Л. В. Рыжикова ; Кузбас. гос. техн. ун-т. – Кемерово, 2016. – 206 с.
15.Попов К.Н., Каддо М.Б. Строительные материалы и изделия.-М. Высшая школа.2014.-367с.:ил.