
6 Назначение припиловочных работ.








При комплектовании ряда деталей производят некоторые пригоночные работы. Наиболее часто осуществляют: припиловку, шабровку, притирку, полировку, развертывание, прогонку резьбы, зачистку заусенцев.
Припиловка применяется для устранения коробления деталей. Покоробленные плоскости припиливают по поверочной плите или по сопряженной детали. Инструментом служит личной напильник. Припиливают также замки поршневых колец, чтобы в их стыках обеспечить заданные зазоры.
БИЛЕТ 18
1. Гамма-процентный ресурс Lγ .
Гамма-процентный ресурс называется наработка в течении которой объект не достигает предельного состояния с заданной вероятностью g, выраженную в процентах. Вероятность гамма-процентов фактически является вероятностью безопасной работы до предельного состояния.
2. Какими параметрами обусловленна замена ЦПГ?
Недопустимый механический, коррозионный износ, сколы, трещины, пробои, задиры
3. Зазор в замке поршневого кольца.
Зазор в замке нового поршневого кольца должен составлять 0,25-0,45мм. Предельнодопустимый при износе 1 мм
4. Основные дефекты деталей ТНВД и форсунок.
¾ Льёт (не распыляет) распылитель форсунки.
¾ Падения рабочего давления впрыска.
¾ Нарушение герметичности корпуса форсунки.
¾ Заклинивание иглы форсунки системы Комон реел
5. Технологическая оснастка.
Технологическая оснастка - это средства технологического оснащения, дополняющее технологическое оборудование для выполнения определенной части технологического процесса. К ним относятся режущий инструмент, приспособления, измерительные средства.
6. Для чего производят операцию шабрения деталей?
Шабрением называется доводочная слесарная операция, в ходе которой достигается плотное прилегание сопрягаемых поверхностей. Шабрение является трудоемкой и требующей навыков работой.
БИЛЕТ 19
1. Объясните термин сохраняемость.
Сохраняемость - свойство объекта сохранять значения показателей безотказности, долговечности и ремонтопригодности в течение и после хранения и (или) транспортирования.
2. Как обрабатывают цилиндры до ремонтных размеров?
Производится расточка до ремонтного размера и в конце шлифуется с наложением хона (производится хонингование)
3. Номинальный зазор между вкладышами и коренной шейкой?
Для ВАЗ 2109 зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
4. Какие детали относятся к прецизионным?
К прецизионным деталям относятся пары деталей: плунжер-гильза; нагнетательный клапан-гнездо; игла-корпус распылителя форсунки
5. Организационная оснастка.
Средства для хранения станочных приспособлений, измерительного инструмента, режущего, вспомогательного тумбочки, шкафы, этажерки. Средства для хранения материалов, различных заготовок, готовой продукции различная тара, ящики, стойки, стеллажи. Средства для размещения технической, технологической, конструкторской документации планшеты, различные полки, ящики. Средства, обеспечивающие условия работы, средства связи, производственная мебель, лампы освещения.
6. Назначение операции притирки.
Притирка — необходимая операция для точного и плотного контакта 2-х притираемых деталей, например, клапан седло.
БИЛЕТ 20
1. Объясните термин ремонтопригодность.
Ремонтопригодность (эксплуатационная технологичность) — свойство объекта, заключающееся в его приспособленности к предупреждению, обнаружению и устранению отказов и неисправностей. Применительно к автомобилю показателями ремонтопригодности являются: периодичность ТО, разовая оперативная трудоемкость ТО, удельная трудоемкость ТО, количество используемых видов горючего и смазочных материалов (ГСМ), инструментов и оснастки и т.п.
2. Какие операции необходимо произвести перед запрессовкой гильз?
При установке сухой гильзы необходимо нагреть блок и (или) охладить гильзу. При установке мокрой гильзы необходимо заменить уплотнительное кольцо.
3. Номинальный зазор между вкладышами и шатунной шейкой.
Для ВАЗ 2109 зазоры между вкладышами и шейками коленвала равны:
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
4. По каким параметрам проверяется форсунки двигателей, оборудованных ЭБУД?
Качество распыла топлива и количество впрыскиваемого топлива
5. Заготовка.
Заготовка ¾ получивший предварительные формы материал или деталь для последующей обработки
6. Какие абразивные материалы применяются при полировке деталей?
Это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Например, паста ГОИ, наждачная бумага, абразивные круги.
БИЛЕТ 21
1. Коэффициент технического использования.
Коэффициент технического использования является отношение времени пребывания автомобиля в ремонтоспособном состоянии за некоторый период эксплуатации к сумме времени пребывания в работоспособном состоянии и времени простоев в ТО и Р
2. Взаимное расположение замков колец.
Замки поршневых колец должны располагаться под углом к оси поршневого пальца в 45 гр. Относительно друг друга 45 гр
3. Каким образом осуществляют контроль зазора в подшипниках скольжения коленчатого вала?
При помощи мягкого материала (свинцовая пластина) устанавливаемая между вкладышам и шейкой каленвала с затяжкой крышки Затем снятия крышки и замер толщены пластины.
При помощи индиаторной головки часового типа установленной в свечное отверстия гбц и с последующим перемещением поршня сжатым воздухом в цилиндре с заблокированным каленчатым валом
4. Каким образом определяется техническое состояние электронных систем двигателей оборудованных ЭБУД?
С помощью диагностирования через разъём диагностирования в ЭБУ. Также экспресс диагностирование производится автоматически при помощи контрольной лампочки неисправности двигателя.
5. Технологическая операция.
Технологическая операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
6. Назначение операции развёртывания
Развёртывание является необходимой чистовой операцией для:
— Получения точных калиброванных отверстий: посадочные для подшипников, отверстия для плунжеров, валов и др
— Получения малой шероховатости поверхности отверстий: для уменьшения трения, для плотного контакта или посадки.
БИЛЕТ №22
1.Средние суммарные стоимостные затраты на техническое обслуживание и ремонт.
Средние суммарные стоимостные затраты на ТО и Р складываются из затрат на запчасти  , на материалы
, на материалы  , на оплату труда ремонтного персонала
, на оплату труда ремонтного персонала  и на компенсацию простоев автомобиля
и на компенсацию простоев автомобиля  .
.

2. Номинальный зазор между вкладышами и шейкой коленчатого вала.
Номинальный (расчетный) зазор составляет 0,036–0,086 мм.
3. Внешние признаки неисправностей системы охлаждения.
Внешними признаками неисправностей системы охлаждения являются перегрев или чрезмерное охлаждение двигателя, течь охлаждающей жидкости.
Белый дым из выхлопной трубы, увеличивающийся при нагрузке на двигатель. Этот эффект чаще всего возникает при повреждении прокладки ГБЦ от перегрева двигателя (иногда из-за коррозии, вызванной многолетней эксплуатацией, или плохой затяжки крепежа ГБЦ) или, что происходит гораздо реже, от трещин в цилиндрах или головке блока. Как правило, такая неисправность вызывает затруднительный запуск двигателя и появление водно-масляной суспензии в поддоне двигателя. Дальнейшая эксплуатация двигателя в этом случае приводит к его серьезным повреждениям по причине недостаточного давления в масляной системе.
Чистая свеча в одном из цилиндров с большой долей вероятности покажет, что в этот цилиндр попадает жидкость из системы охлаждения.
4. Давление подаваемого топлива у двигателей оборудованных ЭБУД?
Давление подаваемого топлива у двигателей оборудованных ЭБУД составляет 2,5-2,8 атм.
5. Технологический переход
Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке, и постоянством режима работы.
6. Последовательность затяжки болтов или гаек при сборочных работах.
Сборка резьбовых соединений состоит в создании в них определенной предварительной затяжки с помощью ключей или гайковертов. По общим правилам затяжка осуществляется по диагоналям либо по спирали от центра к краям в несколько приемов. В инструкциях заводов-изготовителей, в технологических картах указаны моменты и порядок затяжки для наиболее ответственных узлов.
БИЛЕТ №23
1. Объясните термин диагностирование
Диагностирование — это совокупность методов и средств для определения основных показателей технического состояния отдельных механизмов и машины в целом без их разборки или при частичной разборке.
2. Величина допустимых искривлений головки?
0,03-0,05мм в зависимости от двигателя
3. Внешние признаки неисправностей системы смазки.
¾ Масленые пятна под автомобилем.
¾ Расход масла на угар.
¾ Сизый дым из выхлопной трубы.
¾ Коричневый, желтоватый или белесый осадок на изоляторе вблизи центрального электрода свечи — признак повышенного содержания моторного масла в камере сгорания из-за слабого уплотнения штоков клапанов.
4. Регулировка сцепления.
Независимо от типа сцепления необходимо регулировать величину свободного хода педали сцепления. Допустимая величина свободного хода сцепления 30-35 миллиметров. Свободный ход педали сцепления — это передвижение педали сцепления до его срабатывания.
5. Вспомогательный переход.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека или оборудования, которые не сопровождаются изменением формы, размеров и шероховатости деталей.
6. Установка шариковых и роликовых подшипников.
Монтаж колец шариковых и роликовых подшипников осуществляется при помощи специальных оправок. Одно из колец подшипника соединяют неподвижно с деталью, а другое кольцо должно получить более слабую посадку, дающую возможность проворачивать его от руки в ненагруженном состоянии. Если вращается вал, то внутреннее кольцо подшипника соединяют неподвижно с валом и, наоборот, если вращается корпус (втулка), то наружное кольцо подшипника устанавливается неподвижно.(не выколачивай, а впрессовывай)
БИЛЕТ №24
1. Какие задачи решает техническая диагностика автомобилей?
¾ Определение технического состояния авто и его систем.
¾ Определение тех состояния узлов и агрегатов
¾ Обеспечение безотказности движения
¾ Определение целесообразности, экономичности межремонтной нормы эксплуатации.
¾ Прогнозирование ресурсов авто и его систем.
2. Основные размеры седел и фасок клапанов
Основные размеры седел клапанов: D — наружный диаметр седла клапана; D1 — внутренний диаметр седла клапана; D2 — посадочное гнездо под клапанное седло в головке блока цилиндров; Н — высота клапанного седла; Т — расстояние между плоскостью головки блока цилиндров и верхней кромкой клапанного седла
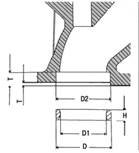
Основными размерами фасок являются угол наклона и высота фаски
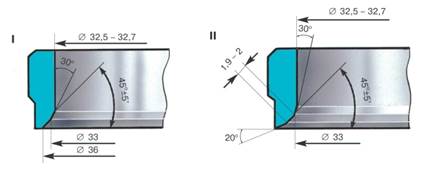
Ширина контакта 1,5-2 мм впускной, 2-2,5 мм выпускной. Натяг седла 0,2 мм.
3. Работы, выполняемые при техническом обслуживании системы охлаждения.
¾ проверять уровень и доливать охлаждающую жидкость;
¾ проверять состояние и натяжение ремня вентилятора;
¾ проверять, не подтекает ли жидкость;
¾ проверять состояние и крепление радиатора, патрубков, соединительных шлангов и насоса
¾ проверять плотность прилегания пробки радиатора;
¾ проверять состояние и крепление пускового подогревателя и жалюзи радиатора;
¾ проверять работу термостата и удалять накипь, отложившуюся на стенках рубашки охлаждения и в каналах радиатора (при подготовке автомобиля к новому сезону эксплуатации);
¾ замена охлаждающей жидкости.
4. Величина свободного хода (мм) педали сцепления?
Допустимая величина свободного хода сцепления 30-35 миллиметров.(ваз классика)
5. Установ.
Установ — это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемого узла (сборочной единицы). Например, при выполнении операции центровки торцов заготовки вала на токарном станке потребуются два установа, так как центрируют сначала один торец, а затем другой. Эту же операцию можно выполнить за один установ на двустороннем центровальном станке, позволяющем проводить одновременную центровку обоих торцов.
6. Сборка шлицевых соединений.
Наиболее распространенным видом шлицевого соединения деталей автомобиля является такое, у которого центрирование осуществляется по наружному диаметру выступов вала. Вал шлифуется по наружному диаметру шлицев, а отверстие протягивается. Шлицевое соединение деталей может быть подвижным и неподвижным. Независимо от вида шлицевого соединения сборку следует начинать с осмотра состояния шлицев обеих деталей. Не допускаются забоины, задиры или заусенцы. Особое внимание следует уделять осмотру внешних фасок и закруглений внутренних углов шлицев.
БИЛЕТ №25
1. Что такое отказ?
Отказ — изменение одного или нескольких показателей заданных параметров объекта, приводящее его в неработоспособное состояние.
Отказ автомобиля — это такое изменение его технического состояния, которое приводит к невозможности начать транспортный процесс или к прекращению уже начатого транспортного процесса.
2. Однозначность диагностического параметра.
Однозначность означает, что при изменении Y в диапазоне YH – Y П соотношение S / Y изменяется монотонно и не имеет перегибов.
Однозначность диагностического параметра определяется монотонно возвращающей или убывающей зависимостью его от структурного параметра в диапазоне от начального до предельного изменения структурного параметра.
3. Контроль и испытание блока цилиндров двигателя.
Величину износа цилиндров и гильз определяют индикаторным нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5-10 мм от верхней полости блока, второй - в средней части цилиндра и третий- на расстоянии 15-20 мм от нижней кромки цилиндра.
Также при необходимости проводится проверка блока цилиндров на герметичность под давлением.
4. Проверка и регулировка форсунок.
Проверка и регулировка форсунок производится на специальных стендах. При отсутствии стенда можно проверять форсунки на двигателе при помощи эталонной форсунки или максиметра. При проверке работы форсунок нужно обращать самое тщательное внимание на качество распыла.
5. Рабочее место.
Рабочее место — часть производственной площади цеха, на которой размещены один или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования
6. Для чего производят операцию шабрения деталей?
Шабрение применяют для высокоточного выравнивания поверхности изделия. Шабрение чаще всего применяется при точном согласовании металлических трущихся поверхностей сложной формы