
3 Основные дефекты цилиндров и гильз цилиндров.








В процессе работы двигателя на блок цилиндров и гильзу воздействуют силы трения, внутренние напряжения в металле, вибрация, агрессивность среды и др. Все это приводит к износам (∆изн до 0,150 мм, ∆нецил до 0,120 мм)2, нарушениям качества поверхности (задиры, риски, коррозия), механическим повреждениям (трещины, отколы, дефекты резьб) и отклонениям расположения (непараллельность, неперпендикулярность и др.).
4 Максимальное давление, создаваемое ТННД
Для бензиновых карбюраторных двигателей: давление, развиваемое насосом при отсутствии подачи топлива, ВАЗ 2101-03 ¾ 0,22 —0,30 кгс∙см2 , АЗЛК-412 ¾ 0,30—0,36 кгс∙см2, у остальных в среднем 0,20¾0,30 кгс∙см2.
У дизелей создавать давление ЯМЗ не менее 3,5 кгс/см2 , максимальное 4 кгс/см2.
5 Производственный процесс
В производственный процесс входят не только основные процессы, связанные с преобразованием исходных материалов для получения готовых изделий, но и вспомогательные, например производство инструмента, приспособлений, ремонт оборудования, а также обслуживающие процессы (внутризаводское транспортирование материалов и деталей, складские операции, контроль и др.)к обеспечивающие возможность изготовления изделий.
6 На сколько групп можно разделить приспособления по целевому признаку.
По целевому назначению различают пять групп приспособлений:
¾ станочные приспособления для установки заготовок на станках (70...80 % от общего количества приспособлений), которые в зависимости от вида обработки делят на токарные, фрезерные, сверлильные, шлифовальные, расточные, протяжные, строгальные и др.;
¾ станочные приспособления для установки обрабатывающих инструментов (вспомогательный инструмент), характеризующиеся большим числом нормализованных конструкций в силу применения нормализованных и стандартных рабочих инструментов;
¾ сборочные приспособления для обеспечения правильного взаимного положения деталей и сборочных единиц, предварительного деформирования собираемых упругих элементов (резиновых деталей, пружин, рессор), напрессовки, запрессовки, вальцовки, клепки, гибки по месту и других сборочных операций;
¾ контрольные приспособления, предназначенные для проверки точности заготовок, промежуточного и окончательного контроля изготавливаемых деталей, проверки сборочных операций, сборочных единиц и машин (к этой группе относятся также испытательные и контрольно-измерительные стенды);
¾ транспортно-кантовальные приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок и собираемых изделий (обычно тяжелых), применяемые в основном в автоматизированном массовом и крупносерийном производствах.
БИЛЕТ 11
1. Чем отличаются зависимые отказы от независимых?
Зависимые отказы ¾ это отказы которые влекут за собой отказ других систем.
Независимый отказ — отказ объекта, не влечет за собой отказом другого объекта.
2. В чём различие между шумами и вибрацией применительно к двигателю?
Шумы подвержены значительным искажениям под влиянием внешней среды. Это усложняет их использование для диагностики двигателей. Вибрации воспринимаются непосредственно на поверхности диагностируемого механизма, благодаря чему дают более достоверную информацию о его техническом состоянии.
Вибрация проявляются в виде колебаний двигателя без шумов. Шум проявляется без колебаний.
3. В какой зоне измеряют диаметр цилиндра?
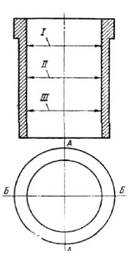
Рисунок 1 — Схема обмера
Замерить диаметр отверстия в поясах 1—1, II—II, III—III (рис. 1) и взаимно перпендикулярных плоскостях (А—А и Б—Б). Пояс 1—1 располагают ниже выработки от верхнего поршневого кольца; II—II — посередине гильзы; III—III — на 20 мм выше нижнего обреза гильзы
4. По каким параметрам регулируется ТНВД?
Последовательность регулировки:
¾ регулируются нагнетающие клапана ТНВД на силу давления открытия, описываемое в технической документации;
¾ регулируется начало нагнетания горючего отдельными секциями ТНВД по моменту завершения вытекания горючего из штуцера ТНВД;
¾ регулируется коэффициент подъема толкача, соответствующего геометрическому началу нагнетания горючего секцией ТНВД, указанной в технической документации. Регулировка производится болтом толкача, регулируется угол начала нагнетания горючего в секциях насоса и их последовательность относительно начальной секции.
Регулировка на КПД: определяется и настраивается запас хода рейки; проводится регулировка частоты вращения, соответствующая началу выключения подачи горючего; регулируется величина начальной подачи горючего; регулируется величина оптимальной подачи топлива в предельном режиме и настраивается неравномерность между секциями; регулируется величина поступающего топлива в режиме предельного момента вращения; регулируется величина подачи топлива, в режиме отключенной нагрузке.
5. Производственный процесс изготовления автомобиля.
Процесс производства автомобилей начинается с изготовления заготовок, процесс же ремонта — с разборки изношенного автомобиля, обезжиривания и мойки деталей, контроля и разбраковки их по группам годности.
Производственный процесс изготовления автомобиля проходит при тщательном контроле качества в несколько этапов. Кузов — как самая ответственная часть изготавливается непосредственно в кузовном производстве. Сборка осуществляется в специально оборудованных цехах на комплексных постах, оснащенных необходимой оснасткой и инструментом. Далее производится полная стендовая диагностика готового автомобиля и его ходовые испытания с последующей регулировкой агрегатов. Каждый автомобиль попадает в дождевальную камеру, где проходит тест на влагонепроницаемость салона. Потом машины испытываются на роликовом стенде. А затем каждый автомобиль проходит от 10 до 15 километров под управлением сотрудника ОТК фирмы. И если после проверки обнаруживаются какие-то неполадки, специалисты фирмы устраняют их до того, как автомобиль попадет на стоянку готовой продукции.
6. На сколько групп можно разделить приспособления по степени механизации?
По степени механизации и автоматизации приспособления подразделяют на: ручные, механизированные, полуавтоматические и автоматические.(4 группы).
БИЛЕТ 12
1. Вероятность Р( L ) безотказной работы.
Вероятность  безотказной работы ¾ это вероятность того, что в пределах заданной наработки или заданном интервале времени отказ объекта не возникает.
безотказной работы ¾ это вероятность того, что в пределах заданной наработки или заданном интервале времени отказ объекта не возникает.
где  ¾ количество элементов отказавших в течении пробега
¾ количество элементов отказавших в течении пробега  .
.
2. Основные отказы и неисправности КШМ?
Заклинивание ЦПГ, заклинивание и проворачивание шатунных и коренных подшипников скольжение (вкладышей)…
3. Основные дефекты шатунов .
Изгиб или скручивание, износ отверстия нижней головки, износ отверстия под втулку в верхней головке, износ отверстия во втулке верхней головки, уменьшение расстояния между осями верхней и нижней головок, износ или повреждение плоскостей разъема, износ опорной поверхности шатуна и крышки подголовку шатунного болта и гайки, износ нижней головки шатуна по торцам. У шатунов, в нижние головки которых установлены вкладыши, возможен также износ постелей под вкладыши.
4. Проверка и регулировка форсунок.
Чтобы определить неисправную форсунку на работающем двигателе, следует установить такую частоту вращения коленчатого вала, при которой отчетливо слышны перебои в работе двигателя. После этого выключают поочередно форсунки из работы, ослабляя накидные гайки крепления трубок высокого давления к штуцерам насоса. Когда выключают из работы действующую форсунку, двигатель изменит работу (работает на двух цилиндрах). При отключении неисправной форсунки ритмичность работы двигателя не изменяется.
Неисправную форсунку можно также определить на ощупь, по пульсации топлива в топливопроводе высокого давления.
Форсунки можно проверять на давление впрыска и качество распыла (на специальном стенде).
5. Производственный процесс ремонта автомобиля.
Под производственным процессом ремонта автомобилей (агрегатов) понимается весь комплекс процессов по превращению автомобилей (агрегатов), утративших работоспособность в результате износа и других дефектов деталей и узлов, в автомобили полной работоспособности.
Таким образом, производственный процесс авторемонтного производства охватывает получение и хранение ремонтного фонда, т. е. автомобилей, агрегатов, узлов и деталей (в зависимости от типа предприятия), снабжение запасными частями и материалами и их хранение, подготовку средств производства, организацию и планирование, все стадии восстановления деталей, их комплектования, сборки и испытания агрегатов и автомобилей, контроль и транспортировку на всех этапах производства и другие действия, связанные с ремонтом автомобилей.
6. Основные требования к разборочно-сборочным приспособлениям.
¾ приспособления должны быть безопасные;
¾ создавать удобство и условия для выполнения технологических операций;
¾ приспособление должно быть эффективное.
1 Захватывающие устройства должны исключать возможность его срыва со снимаемой или устанавливаемой детали и обеспечивать с ней достаточный контакт.
2 Захватывающее устройство должно создавать условия для совпадения направлений усилий.
3 конструкция приспособления должна быть рассчитана на прочность.
БИЛЕТ 13
1 Средняя наработка до отказа.

где  ¾ наработка между i-1 и i-м отказами, ч
¾ наработка между i-1 и i-м отказами, ч
2 Основные признаки неисправности КШМ.
Основные возможные неисправности кривошипно-шатунного механизма: износы трущихся поверхностей деталей, уменьшение компрессии в цилиндрах, утечка масла или воды.
Стуки в двигателе могут быть по причине износа поршневых пальцев, шатунных и коренных подшипников.
Повышенная дымность выхлопных газов и (или) падение компрессии (давление в конце такта сжатия) случается из-за износа поршневых колец, поршней, цилиндров, залегания поршневых колец в канавках поршней.
3 По каким параметрам выбраковывают шатуны?
При наличии трещин и изменения длины шатуны выбраковывают в остальных случая их можно восстановить.